Gcode Driver for LinuxCNC

justin White

tonyl...@gmail.com
justin White
justin White
justin White

mark maker
Hi Justin,
> My friend is going to help me get a LinuxCNC gcode driver
going for openPnP.
That's good news. It would really be a nice addition.
However, your series of questions has a certain "trajectory", that I'm not sure aims in the right direction.
Telling you this as the developer who added the hole advanced motion stuff to OpenPnP, which includes a 3rd order 7 segment motion planner, plus a simple G-code interpreter for simulated machine testing. I also implemented the Issues & Solutions system that proposes the G-code templates for various G-code controllers. Plus I fixed and extended some of the Open Sources G-code controller firmwares for use with OpenPnP and to better adhere to the NIST standard. I guess I know a thing or two about this stuff 😎
The assumption is you want to use OpenPnP as intended, i.e. for
Pick&Place of electronic components. If that is true, then you
should first ask yourself how LinuxCNC can be employed to
implement OpenPnP's needs, and not the other way around. 😉 Once
you get the basic functionality going, you can always come back a
second time, and think about making special LinuxCNC
goodies available from OpenPnP.
In other words (and with no offense intended): I think you should get your priorities straight. 😅
As an example: Arrow-Jogging will be used in the (early) setup of
the machine to go capture coordinates, but once you've done that,
you will hardly ever use it. Yes, jogging implementation in
OpenPnP is rudimentary, but I don't consider it a problem, simply
because it is adequate for the few uses it has. For finer
navigation there is camera view "drag"-jogging, which I consider
quite sophisticated, i.e. beats arrow-jogging every time. Ergo, I
recommend you don't lose time and sleep over some jogging
features.
Much in OpenPnP is computer vision based, i.e. stored coordinates
are only approximations, and OpenPnP need to interactively and
sometimes iteratively center in on things it "sees". This means
that sophisticated logic inside OpenPnP must interact with the
controller, i.e., with LinuxCNC, in a tight and rapid manner.
Consequently, G-code is generated on the fly, in reaction to the
computer vision results, to adjust the alignment of a part, or
center in on a fiducial on a PCB, for instance. This even includes
deciding/branching on what happens next, e.g. when a pick failed
and vision size check detects a part is missing or tomb-stoned on
the nozzle tip, so it has to discard and retry. This is completely
different from almost all other NC applications, where the whole
G-code is generated up front, and where "interactiveness" (if
there is any at all) is restricted to simple canned cycles like
probing.
This also explains your next question: PICK_COMMAND and
PLACE_COMMAND are no longer used, because the complexity and
interactiveness of these operations has since become much more
sophisticated. We optionally use vacuum sensing to establish the
required vacuum levels in minimal time. And to check if a part has
been successfully picked, and again this decides what happens next
(discard and retry a few times, then set error state and skip). We
integrate Contact Probing into the pick and place operations, to
auto-learn part heights or the precise PCB + solder paste height
for instance. All this is also highly configurable and parametric,
e.g. by the nozzle tip that is currently loaded.
There isn't a chance we can implement all the required logic in
once piece of G-code, hence PICK_COMMAND and PLACE_COMMAND that
are simply defined globally or per nozzle are no longer adequate.
Instead this is decomposed into the smaller machine objects that
are involved. The vacuum valve as an actuator, the vacuum sensing
actuator, the contact probing actuator, the pump actuator, etc.
OpenPnP Issues & Solutions will create and wire up all those
properly for you.
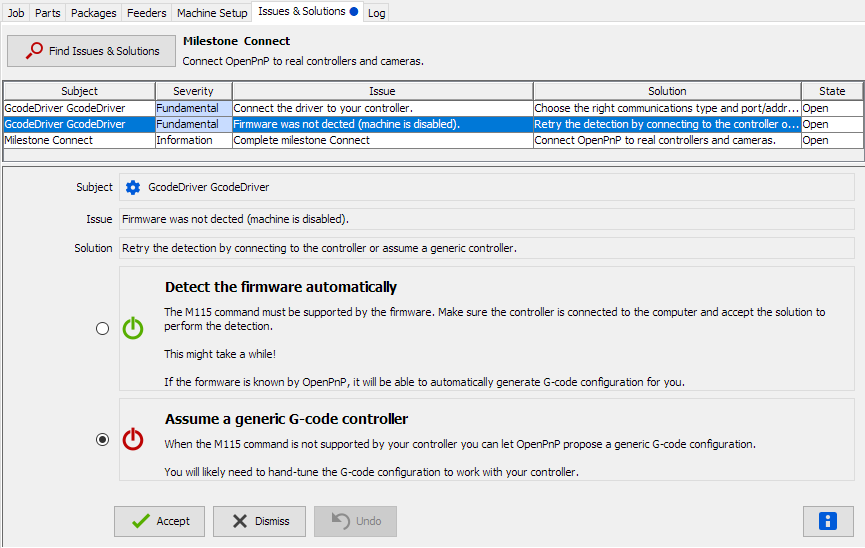
Issues & Solutions will then go through all this and propose
G-code snippets for you. Some are mostly automatic, others you
must tell it. Issues & Solutions will query the type of the
controller (M115) and adapt to known firmware dialects. For
unknown firmwares, you can use the "Generic" profile.
> Accelleration is not considered in Gcode commands so I
don't quite understand what this is doing. Either way I'd need
to turn this kind of thing off since LinuxCNC handles all of
this internally.
OpenPnP is dynamically setting the allowable feed-rate,
acceleration and (optionally) jerk limits.
Example:
When you pick & place small passives you want it to be as fast as possible, because you have dozens or hundreds of these per board. So you want to configure your machine to have the highest feed-rate, acceleration and (optionally) jerk limits.
On the other hand, when you pick & place a heavy inductor or
a large fine-pitch IC you need to make sure it does not slip on
the nozzle tip. So you need to tone down on feed-rate,
acceleration and (optionally) jerk limits.
That's why OpenPnP can set a per part speed limit. If you set 50% it will limit the feed-rate to 50%, the acceleration to 25% and the jerk to 12.5%, which due to the linear/quadratic/cubic nature of these limits, will result in exactly half the overall motion speed, i.e. double the motion time.
The importance of controlling these limits to make moves "gentler" is illustrated by these experiments:
https://www.youtube.com/watch?v=6SBDApObbz0
Not surprising, the actual "jerking around" that creates
vibration in a machine or might make a part slip on the nozzle
tip, comes from the jerk limit, not from the feed-rate
limit.
The speed control is also typically used for gentler nozzle tip changer moves and gentler feeder actuation (drag, push-pull, etc.) without shaking parts out.
https://youtu.be/5QcJ2ziIJ14?t=240
The following shows you the principle of simulated 3rd order
motion control ("jerk control") on a controller that does not have
jerk control but only acceleration control. It is very important
to reduce vibrations etc. on affordable, i.e. mechanically not
very stiff and heavy machines. It is based on shaping acceleration
limits to mimic jerk controlled ramps:
https://www.youtube.com/watch?v=cH0SF2D6FhM
A quick search shows that LinuxCNC does not seem to have G-code (M201, M204)
to set acceleration limits dynamically. I only found static
settings in an .ini file. Without acceleration control, you can
still use OpenPnP, but it would be a severe limitation.
Frankly, I'm surprised and I hope I missed something! If this is confirmed, and given the available alternatives of external controllers, I would consider this a no-go.
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/ab96c695-3954-473a-b631-c49569ad7f8cn%40googlegroups.com.
justin White
However, your series of questions has a certain "trajectory", that I'm not sure aims in the right direction.
.....Open Sources G-code controller firmwares for use with OpenPnP and to better adhere to the NIST standard.
This also explains your next question: PICK_COMMAND and PLACE_COMMAND are no longer used, because the complexity and interactiveness of these operations has since become much more sophisticated. We optionally use vacuum sensing to establish the required vacuum levels in minimal time. And to check if a part has been successfully picked, and again this decides what happens next (discard and retry a few times, then set error state and skip). We integrate Contact Probing into the pick and place operations, to auto-learn part heights or the precise PCB + solder paste height for instance. All this is also highly configurable and parametric, e.g. by the nozzle tip that is currently loaded.
There isn't a chance we can implement all the required logic in once piece of G-code, hence PICK_COMMAND and PLACE_COMMAND that are simply defined globally or per nozzle are no longer adequate. Instead this is decomposed into the smaller machine objects that are involved. The vacuum valve as an actuator, the vacuum sensing actuator, the contact probing actuator, the pump actuator, etc. OpenPnP Issues & Solutions will create and wire up all those properly for you.
A quick search shows that LinuxCNC does not seem to have G-code (M201, M204) to set acceleration limits dynamically. I only found static settings in an .ini file. Without acceleration control, you can still use OpenPnP, but it would be a severe limitation.
[JOINT_1]
MAX_VELOCITY = 6
MAX_ACCELERATION = 15
setp hm2_[HOSTMOT2](BOARD).0.stepgen.01.maxaccel [JOINT_1]STEPGEN_MAXACCEL
setp hm2_[HOSTMOT2](BOARD).0.stepgen.01.maxvel [JOINT_1]STEPGEN_MAXVEL
#!/bin/bash
maxaccel=$1
maxvel =$2
halcmd setp hm2_[HOSTMOT2](BOARD).0.stepgen.01.maxaccel $maxaccel
halcmd setp hm2_[HOSTMOT2](BOARD).0.stepgen.01.maxvel $maxvel
exit 0
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/IshRY1IM80w/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/3700f37e-1085-35c2-2d2f-771e25d4751a%40makr.zone.
mark maker
> Everytime LinuxCNC is mentioned around here it's sort of shunned off rather than taken seriously.
I beg to differ. I tried to help multiple times now, but then
never heard back. There are hurdles to be taken seriously, that's
all I'm saying.
Regarding your bash file, setting the acceleration:
Be aware that these need to be settable fully "on the fly",
during ongoing motion. They must only be effective for the motion
commands following later, not the ones already executing,
and not the ones already in the queue. I'm not saying it won't
work the way you said, just that you should double check.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MN%3DeDWbY2rXddtwcY-9P29GBZGb-KUu%2B5mcaCKf-0xCXQ%40mail.gmail.com.
justin White
Regarding your bash file, setting the acceleration:
Be aware that these need to be settable fully "on the fly", during ongoing motion. They must only be effective for the motion commands following later, not the ones already executing, and not the ones already in the queue. I'm not saying it won't work the way you said, just that you should double check.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/b03e73c6-2034-dbd0-6879-22090fd0be18%40makr.zone.
justin White


Jarosław Karwik
justin White
Jarosław Karwik
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/6531de0f-59e9-487e-9ab1-dddd90af0e0cn%40googlegroups.com.
justin White
tonyl...@gmail.com
G1 {X:X%.4f} {Y:Y%.4f} {Z:Z%.4f} {A:A%.4f} {FeedRate:F%.2f}
G1 X6.3005 Y1.2391 F4841.10
justin White
set mdi home -1
tonyl...@gmail.com
mark maker
Like I said before (quoting myself):
> Issues & Solutions will then go through all this and
propose G-code snippets for you. Some are mostly automatic,
others you must tell it. Issues & Solutions will query the
type of the controller (M115) and adapt to known firmware
dialects. For unknown firmwares, you can use the generic
profile.
https://github.com/openpnp/openpnp/wiki/Issues-and-Solutions#connect-milestone
This will propose "standard" G-code and Regex and as LinuxCNC
seems to have a full G-code dialect, this is certainly a good
start. If you really (?) need to prepend all these with set
mdi it is still easier to do it after the generic
proposal has been made.
Side note: I'm still somewhat reluctant to believe that in
the whole LinuxCNC universe, nobody made a genuine G-code
server, where you can send commands without the
proprietary "set mdi" stuff. With such a program as an
intermediary, given it is Open Source, it should be easy to add
new G- and M-codes that do stuff outside the built-in commands.
Note: M204 is likely not your only problem. I haven't seen ways
to actually report stuff back, like M105
for (analog) sensors, and M114
for position, on other controllers.
> Most of that I get, if you look at the docs it says not to use the old PICK and PLACE methods and to use the new method which was basically described as being alot more complicated.
You should just let Issues & Solutions guide you, using the
above generic profile. I'm sure you'll find it easy. I made
I&S to make things easy, but also to reduce the support load
in this group here. If you continue second-guessing everything, I
will no longer bother you with my unwanted help.
> M204 ... but I'd rather not deal with it right away if it's possible to avoid that specific Mcode. Is the "old" method possible to use?
Yes. As long as you use the primitive ToolpathFeedRate
method, any acceleration control is switched off:
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/7bec9c19-2006-454d-b956-d8407fc54c3dn%40googlegroups.com.
justin White
Like I said before (quoting myself):
> Issues & Solutions will then go through all this and propose G-code snippets for you. Some are mostly automatic, others you must tell it. Issues & Solutions will query the type of the controller (M115) and adapt to known firmware dialects. For unknown firmwares, you can use the generic profile.
When I had marlin firmware on the Octopus I initially used I went through the issues and solutions wizard, all I was getting was "not supported on this platform" and when I selected the gcodeAsync driver it just told me to use the normal GcodeDriver. OpenPnP could read the firmware on the Marlin and I could issue G0 moves so I know things were connected.
Side note: I'm still somewhat reluctant to believe that in the whole LinuxCNC universe, nobody made a genuine G-code server, where you can send commands without the proprietary "set mdi" stuff. With such a program as an intermediary, given it is Open Source, it should be easy to add new G- and M-codes that do stuff outside the built-in commands.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/5bc82320-5312-d880-de72-280fa0a4c782%40makr.zone.

Chris Campbell
For now it functions like linuxcncrsh, listening on a regular socket (telnet), checking if the input matches some specific keyword (eg. "pause", "abort", "m42", "M400" etc) and intercepting this with special behavior, otherwise it passes the input through as an MDI command to let LinuxCNC deal with it. In future I'm planning to check if the first character is "{" in which case it will be treated as JSON, and make a websocket server for convenience with web interfaces.
The code is a bit messy right now but working fairly well so far, hopefully I can tidy it up and put it on github soon. Anyway if Justin can wait a week or two this discussion might be mostly taken care of.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MOjDJyA%3DmY9Ym2DTVCgc%2B4MSH4HS%3Dp9hbzee_Gz5VjjCw%40mail.gmail.com.
justin White
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzBvM_SUw_tZQYZU9VRFDtNzZ%2Bf9jnQBDd3e4ZsNbChrYg%40mail.gmail.com.
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MPnvzeDBnKrUVhG8DSWZX1JfuEgNt2DgJE1YZwT%2BT7vWA%40mail.gmail.com.

bert shivaan
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzBY65H_PR-68QoSQ9x5AkafTirRKt9GBg5AOvsr49Me_Q%40mail.gmail.com.
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BKNHNz%2BKS2Vj3CoGd2akXuoxg%2BBYZMW1uzWoW-EgPNpthG64Q%40mail.gmail.com.
mark maker
> Here are some movements commanded by OpenPNP, seems mostly ok so far
Cool!
> Seems like 'ConstantAcceleration' would be more appropriate, and that setting does command acceleration values, but unfortunately they are given between every single segment which currently interrupts blending. With a little more work I can make my server ignore acceleration commands where the acceleration value is the same as last time, so blending can be maintained.
In this case you should be using EuclideanAxisLimits.
It will still send them each time, but they should stay stable
until the Speed % is really changed.
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type
> If I understand correctly, OpenPNP will always send a MOVE_TO_COMMAND for every individual segment? Maybe it already exists, but it would be great if there was a way to pass the overall "intent" of a movement as a whole, allowing the motion controller to deal with it in a more optimal way. For example, instead of issuing multiple G0 commands to raise the head, then move it laterally, then lower it, the 'overall intent' command would just give the target destination, acceleration, and safe height(s)
Given LinuxCNC has the cool G64 command, this should already give you good results. See also here:
https://groups.google.com/g/openpnp/c/y9mnpG-YXOI/m/kLvqwFieAAAJ
And I'm open to help optimize this. Send G64 commands and Safe Z tailored to X/Y move distance, i.e. the curving should be higher on longer X/Y moves, and lower on shorter X/Y moves, and it should never start the curving while still under Safe Z.
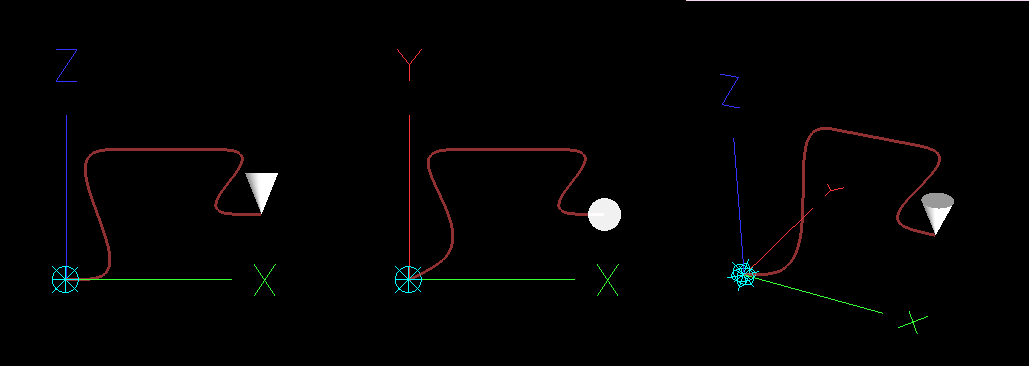
The following is for a 3rd order 7 segment controller and using a different concept. This is not blending, but letting moves be uncoordinated above Safe Z. I think you can see I spent some time thinking about and simulating this stuff. This is what the internal motion planner of OpenPnP can do. Still waiting for the controller that can do it for real:
Here, I discussed what is needed to do more or less the same with
blending:
https://groups.google.com/g/openpnp/c/Zs6PBCyBI9o/m/S9vEz1TrAQAJ
Quoting myself:
I would do it as follows (numbered for easy referencing):
- We want to save time, so it is better to think the blending in terms of time, not distance.
- By overlapping the time to decelerate Z, and the time to accelerate X/Y, we can (more or less) save that amount of time per corner (the other corner is just the same in reverse).
- If the X/Y displacement is large, then the overlap time is determined by the time it takes to decelerate Z.
- We want to drive the nozzle up as fast as possible, this means that ideally, we do not want to decelerate before we hit the minimum Safe Z height (at whatever speed and acceleration we can achieve).
- If our head-room (Safe Z Zone) is large enough to fully decelerate Z, we can take the full Z deceleration time as the overlap time. The upper Z of the arc is determined by the braking distance.
- If our head-room (Safe Z Zone) is not large enough to decelerate Z, we need to start decelerating earlier. The overlap time is then just the fraction of the deceleration time that happens above Safe Z. The upper Z of the arc is then determined by the headroom (Safe Z Zone).
- If the X/Y displacement is small, then the overlap time is no longer determined by Z deceleration, but by half the X/Y motion time.
- In that case we can take this half X/Y time and calculate the Z braking distance that is achieved in this time (reverse from still-stand). This braking distance added to Safe Z gives us the upper Z of the arc.
- This basically means that at some point smaller X/Y moves will result in less and less "overshoot" into the Z headroom, the arc becomes lower and lower. It is logical: if we just have a tiny, tiny move in X/Y, then the fastest way to go to Safe Z and then back is still to just go to Safe Z and not higher.
- Finally, simply start the motion of X/Y earlier by this overlap time, and vector-add its relative displacement to the still decelerating Z motion.
- This bleding in time gives us the shape of the arc. For large X/Y moves it will just round the corners. For small X/Y moves (7) it will create a true arc.
- With 2nd order motion control, the above rule set can directly be used to create the blending.
- With true 3rd order motion control, this is complicated by jerk control, i.e. the switch from accelerating Z to decelerating Z is not instantaneous. So computing (5) and especially (8) is probably best done using some sort of iteration/numerical solver. It does not have to be super accurate, so the solver can terminate early to avoid a computation bottleneck.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzBY65H_PR-68QoSQ9x5AkafTirRKt9GBg5AOvsr49Me_Q%40mail.gmail.com.
mark maker
Visual homing is usually just handled as G92 offsets, and
LinuxCNC has that:
http://linuxcnc.org/docs/html/gcode/g-code.html#gcode:g92
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzAbK7_Lkc-0jhRm2faUo3fQfOLfW5GLLvv7DxtKODpUrg%40mail.gmail.com.
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f59c4f95-4a53-2130-e961-4723d3490399%40makr.zone.
mark maker
> When commands are entered en-masse by pasting into telnet or via OpenPNP, in most cases all the commands can get into the queue before the first one has begun execution, and the full blend will succeed. Depending on the timing of events though, there is about a 20% failure rate, and some segments will end up with squared off corners instead of blending. I'm not aware of any way to make LinuxCNC defer execution until the queue is fully ready.
I'm so glad you clearly understand the important points. 😁
This is a common problem. Some controllers have a grace period,
where they wait for more commands to come, before they start
planning and motion. It's not only about blending, but also about
premature ramp deceleration.
For OpenPnP you can wait until you get an M400, as a marker that
the motion sequence is complete. M400 should immediately start the
planning and motion. The only exception here is manual
jogging, where OpenPnP cannot know if more jog steps will come,
and therefore leaves it to the controller to start planning/motion
(no M400 sent).
Just to see how common the problem is, see this for Duet:
https://github.com/Duet3D/RepRapFirmware/pull/471
> If each desired movement was passed as a set of
parameters rather than individual segments, the full information
for a move would be available in a single command and blends
could not get skipped or mixed up.
I believe that the M400 marker gives you plenty opportunity to do
this. You can record the motion sequences until the M400 arrives
(with timeout). Then you got the intent perfectly. You can
then make anything out of the recorded motion, recognize the
OpenPnP moveToLocationAtSafeZ()
pattern easily and apply any blending and needed Z overshoot as
needed.
I'm rather reluctant to make OpenPnP speak some special dialect instead. There is a very strong Open Source idealism behind all this, compatibility, standardization, interchangeability. I'm allergic against all kinds of lock-in. Making controllers speak mostly standardized G-code is the way to go, and your work clearly follows that path too, which is great! 😁
Note, I'm not counting G64 as proprietary. This type of motion
blending is clearly as intended by the NIST
RS274 standard (sections "2.1.2.16 Path Control Mode", and
"3.5.14 Set Path Control Mode — G61, G61.1, and G64"). Therefore,
for OpenPnP smartly support it, would be ideal. Other Open Source
controllers can then also implement G64 if they want to keep up.
😎 That's the spirit I'm after!
> Just some thoughts I had. For the time being, I think the standard behavior with G64 is pretty nice.
Definitely already much better than anything before.
Yep, also watch his cool videos:
From theoretical...
https://www.youtube.com/watch?v=hb4kSznglo0
... to practical:
https://www.youtube.com/watch?v=LTfe2ljmRpU
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzADm-tFR%3DHLUv7N_Yh3D7cLans4FhqmaUFBqm6avAR0rQ%40mail.gmail.com.
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/9621ae2f-98fe-6a68-c049-1cfd8cc0f80c%40makr.zone.
mark maker
Hi Chris
interesting discussion.
The problem from an OpenPnP perspective is that - like in any good software - the overall problem is broken up into many sub-problems, then individually solved, and then synthesized back into the final composite solution.
One issue you actually already picked up is Backlash
Compensation. It needs to be done. Could it be done on the
controller instead? Sure. Can we rely on each controller to
support it, and properly so. No. Would a controller that
supports it, know to do it right? Not sure. For instance, backlash
compensation for X/Y must be done "in the air", before actually
coming into contact with parts in feeders, or before pushing a
part into solder paste, otherwise you can imagine what happens.
This directly plays into motion blending, or transfer of intent,
for instance. The controller likely says "hey, let's do that at
the end of the move, so it can still be fluid", and that would be
bad, obviously. So you would actually have to blend it into the
down-going move, but assure it is done before actually arriving.
Because not all controllers support it, a solution must still be
implemented inside OpenPnP. In order to support it, those moves
must be de-composited. It would still be possible for it to be
disabled and deferred to controllers that are known to do it
right, but this makes the overall proposition of keeping the
"intent" intact more complex, you would need to defer
decomposition too.
Add to that other concerns like Runout
Compensation, Rotation
Wrap-around, Rotation
Mode, including nozzle Alignment,
Contact
Probing, including Tool-changer
Z calibration, and whatnot. We also want to be open for
innovation.
Transferring all that application knowledge and functionality to the controller, I would say, is bad design. Separation of Concerns.
So IMHO, sending the right G-code to do all that is still the
right way to go. And I see no reason why this should not be
possible, using well-timed G64, G1 sequences (or any textual
command language you like), assuming LinuxCNC is clever enough to
actually support parametrizing that stuff (including acceleration)
on the fly. I see no reason why externalizing such things into
scripts, as "our fried" (as you call him) did, is any different,
conceptually, from externalizing them into OpenPnP.
Also note that OpenPnP supports using multiple controllers for
the same machine, so LinuxCNC could just be one of them, perhaps
just driving the X, Y, Z but not the C axes. It must still work in
a quasi-coordinated way (this is clearly not hard realtime
coordination but enough for PnP).
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzBXgx5UWmWCNtTLYQfBbPKr-SVOHJitVwxZnP8JiAOTag%40mail.gmail.com.
justin White
One issue you actually already picked up is Backlash Compensation. It needs to be done. Could it be done on the controller instead? Sure. Can we rely on each controller to support it, and properly so. No. Would a controller that supports it, know to do it right? Not sure. For instance, backlash compensation for X/Y must be done "in the air", before actually coming into contact with parts in feeders, or before pushing a part into solder paste, otherwise you can imagine what happens. This directly plays into motion blending, or transfer of intent, for instance. The controller likely says "hey, let's do that at the end of the move, so it can still be fluid", and that would be bad, obviously. So you would actually have to blend it into the down-going move, but assure it is done before actually arriving.
Add to that other concerns like Runout Compensation, Rotation Wrap-around, Rotation Mode, including nozzle Alignment, Contact Probing, including Tool-changer Z calibration, and whatnot. We also want to be open for innovation.
Transferring all that application knowledge and functionality to the controller, I would say, is bad design. Separation of Concerns.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/bfcf67e5-22ca-6140-2a2b-85ff79cad872%40makr.zone.
mark maker
You should perhaps read the links I provided. It would also help
to test your machine with the Backlash Calibration, you can do
that as soon as something moves. The fact that we need to support
many different backlash compensation methods should make it
clear(er) to you, why it is not so simple.
> So just prior to moving negative LinuxCNC will snap it
out.
Yes, LinuxCNC also cares about compensating while moving, because most NC applications do the actual work while moving (milling, laser cutting, 3D printing). And doing so at a constant and regulated feed-rate, which is adjusted to the work being done, so the stuff will not go up in smoke or blobs of plastic (i.e. generally slow, but not too slow). For some applications, the preprocessor will even add little extra run up paths, so the nominal feed-rate is attained before the tool hits the work piece, starts lasering, starts extruding, etc. All this also makes it easier to predict the needed backlash compensation.
Pick and Place is quite different though. We don't care at all
about what happens during motion. We care about the position at
the end. We even don't care about the position up at Safe Z. we
care about the position down on the feeder, camera focal plane,
PCB. On the other hand, we do care about CPH, we simply want the
maximum speed from A to B. This means that we have completely
different situations regarding momentum, belt flex, friction,
overshoot etc. depending on how far a move is. This in turn means
that for many pragmatical machines, the Backlash Compensation must
be explicit, either one of the OneSided methods or
DirectionalSneakUp. Only few machines (if
really tuned for high speed/acceleration) can use the DirectionalCompensation.
I have yet to see one.
https://github.com/openpnp/openpnp/wiki/Backlash-Compensation#backlash-compensation-methods
I'm not even sure DirectionalCompensation is a hallmark
of the mechanically best/most expensive machines. Even if you have
(balled) lead screws, for instance, they have quite some backlash,
apparently (and "stiction" too). Heavy machines (made from metal)
or those with extreme servos supporting hefty deceleration may
more likely have overshoot, which means innertia is then
overcoming friction, which reverses backlash, but likely not
consistently across speeds and distances. I could also imagine
that aggressively tuned closed loop systems are unpredictable, you
never know which way they last nudge the motor. Maybe those with linear
encoders can make it go away.
> "blend it into the downgoing move" is a different concept from what LinuxCNC uses.
Yeah, it was specifically my argument that LinuxCNC does not know
about the peculiarities of picking and placing and therefore
cannot and should not care about this. OpenPnP should. It is the
only way I see we can mix advanced options like motion blending and
advanced Backlash Compensation and top speeds. We just
need a clever way of telling LinuxCNC how.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MPQ1d7%3D_GY2MGGxvW1z4zXhq_Ox2TddaQaqJbbGZPw8fg%40mail.gmail.com.
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/051e0ef9-ca17-2558-29de-8a943bb0866d%40makr.zone.
mark maker
Nice, I see you understand perfectly what I meant. 😁
The "intent" reconstruction is only needed, if (or as long as) it
is impossible to teach OpenPnP to send the blending
commands/parameters directly. Can you provide examples of these
scripts? Is there anything "magic" in them that prohibits us from
doing the same math and sending the same commands from OpenPnP? Is
there a performance issue?
> Yes, it would certainly be bad design to have features like runout compensation, rotation wrap-around, rotation mode, nozzle alignment, contact probing, and tool-changer Z calibration transferred to the motion controller. But I didn't suggest any of that.
The problem is, that all of these are interwoven with the moves
we are talking about (or rather individual move segments).
All the rotation stuff must happen "in the air" only, for obvious
reasons, the contact probing should seamlessly happen on the down
leg (without stopping between positioning and probing), etc.
That's why I would like to keep the "brains" inside OpenPnP,
rather than to send "intent", with a gazillion of parameters
applying all those issues to it. Among other things it would be a
configuration and versioning nightmare to get the scripts on the
LinuxCNC side in sync with the OpenPnP version.
If we absolutely need certain scripts / canned cycles for
performance reasons, is there a way, perhaps, to declare them via
your client? So they could be added to the ENABLE_COMMAND, for
instance, or even generated on demand.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzC%2Bncoe_mbD4E%3DqW_-Q81UcC0_-m3dP-ySi7m0iDZgvKw%40mail.gmail.com.
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/9c9ac85a-6b8b-24d0-d455-f8edfdaf8e40%40makr.zone.
justin White
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzBmE8AmQ87qEOi5BT1pbv6trxqUoV68Wg-6wVmXOu%3DpYA%40mail.gmail.com.
mark maker
> Everytime I read one of your posts I'm imagining you
working on the software in one of those things.
Wish I was. Nah, the software we're making is much more boring.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MPyYPME_VaJZ%3DMd5kEASPQo_m_T6%3Dppdq%3DNmWF91weyKA%40mail.gmail.com.
mark maker
Hi Chris,
thanks!
Just to be sure: the only three commands actually "doing something" are the last three in the sub, right?
So you are not adjusting G64, but working with waypoints
to ensure straight lines.
But what about moves where the blending is not wanted? Or where
it is wanted on one knee but not the other? Can you command G64 in
the middle of a move sequence and it will adapt without stopping
in between? And btw. did you manage to control acceleration in
mid-motion?
I'm talking about moves like feeder actuation moves (could also be a drag feeder for instance):
https://youtu.be/5QcJ2ziIJ14?t=248
Blinds Feeder cover opening:
https://youtu.be/dGde59Iv6eY?t=382
Nozzle tip changer moves:
I'm still convinced, OpenPnP should do the math and control waypoints and shape G64 from its side, as only it has the semantic knowledge of what is happening now, and in future versions. And frankly, it is much easier to code all that in Java, don't you think? 😁
Also I'd like for this to be machine universal, and available for
all users, even if they are not "ngc programmers". There is
existing UI to configure/capture the waypoints of these
feeder/nozzle tip changer motion sequences, and new UI could be
added for blending options, etc. If you want LinuxCNC to be a
valid option for many OpenPnP users, you cannot assume they are
able to hack their own canned cycles.
If it turns out we need to generate subs to make sure motion
sequences are executed in one fluid go, I hope we can declare them
on the fly, through your client, right?
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzBmE8AmQ87qEOi5BT1pbv6trxqUoV68Wg-6wVmXOu%3DpYA%40mail.gmail.com.
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/a73c7e54-f82b-9845-9d9b-0ee636635b36%40makr.zone.
Chris Campbell
mark maker
Hi Chris
> The subroutines are read in from files on the LinuxCNC
system, so no, my server would not be able to create them on the
fly.
Are you sure? Have you tried? Isn't your server just another
command source, internally handled the same way as files?
> Yes, coding in Java is nicer, but it doesn't solve the problem of failed/missed blends.
Are you sure the failed blending isn't simply a network latency issue, that could be solved by proper buffering?
Like I said before the M400 could be your buffer flush signal:
collect everything in a string and only feed it to LinuxCNC once
you get M400, or once you did not receive new commands for 100ms
or so.
Every simple MCU controller that I worked with, has a sort of
grace period to avoid rushing into premature deceleration. So I
would be astonished if LinuxCNC hasn't.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzDMyN4-jMb3wVR2yAOu%3DTBFysiQP-peVCsrD9gavG6a1g%40mail.gmail.com.
mark maker
> I would still like to test this on a real job log sometime...
You can load the sample test job in OpenPnP and run it:
- Replace your machine.xml with this one:
https://github.com/openpnp/openpnp/blob/test/src/test/resources/config/SampleJobTest/machine.xml
- It simulates a more realistic test machine, including simulated imperfections like nozzle run-out, non-squareness and camera vibrations. Unlike the default machine.xml it also uses real Z heights. It is connected against an internal G-code controller (GcodeServer)
- Start OpenPnP. Change the driver to connect to LinuxCNC
instead of the GcodeServer.
- Load the test job:
https://github.com/openpnp/openpnp/wiki/Quick-Start#your-first-job
- Run it.
- It should now generate G-code in real time. It reacts to the
simulated cameras of course, instead of really something
LinuxCNC does, but because of the simulated imperfections it
needs all the right compensations, part alignment corrections,
camera settling to wait for the camera to stop shaking, etc.
Unfortunately, there is no backlash simulation yet ;-) but you
can configure backlash compensation anyways.
- You can configure the machine speed on the axes, to make it
more realistic, e.g. like your planned machine.
- You can configure the imperfections on the Simulation
Mode tab.

- Alternatively, you can record a G-code script with the Log G-code option on the driver. However, IMHO this is not a real test, as it does not simulate the timing and the hand-shaking.
I did something similar, i.e., simulate a job, and at the same time drive a real controller/stepper, here (albeit for a different testing purpose of course):
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzDAMZSQNx1LVbPD5mGxZHsH9GvwA4aiFd%3D30a1-V6%3DbYw%40mail.gmail.com.

Jan
On 16.05.2023 16:53, mark maker wrote:
[...]
> 1. Replace your machine.xml with this one:
> https://github.com/openpnp/openpnp/blob/test/src/test/resources/config/SampleJobTest/machine.xml
> 2. It simulates a more realistic test machine, including simulated
> vibrations. Unlike the default machine.xml it also uses real Z
> heights. It is connected against an internal G-code controller
> (GcodeServer)
developers Wiki page?
Jan
Chris Campbell
When I tried with the simulated machine.xml, it seems like the
simulated GCodeDriver will always be in effect regardless of any other
settings made in the GUI. I made all all the required settings the
same as I did before, but it never connects to my server and the log
shows lines like:
GcodeAsyncDriver DEBUG: simulated: port 38445 commandQueue.offer(M204
S187.71 G1 X6.2580 F600.00 ; move to target, 5000)
The g-code logging does work though, so I'll try using that for some
experiments.
Regarding your earlier questions, my server uses a feature called NML
(Network Message Layer) to communicate with the underlying LinuxCNC
system over the network. Any interface that manipulates a LinuxCNC
machine will use this in some way or another, typically via Python
bindings but mine uses C++ directly. Messages like openfile, run,
pause, resume, abort, start jog, stop jog, real-time feedrate
adjustments etc are passed over a socket, which is typically running
on the same computer as the LinuxCNC core but could also be a remote
endpoint, or multiple remote endpoints. In any case it's not handled
the same way as files.
Among the messages that can be sent is one called MDI (Manual Data
Input). This allows individual g-code commands to be executed
independently of any program, which provides a convenient way to
perform ad-hoc operations or make adjustments. But by far the bulk of
commands will be executed by reading a complete program file up-front
and running through the file with full knowledge of all future
commands. Since the usage scenario for MDI messages is occasional
tweaks that the operator would be typing in by hand, there was never
any notion that these would be expected to be processed as a coherent
group. They will always be executed immediately, and no amount of
"proper buffering" by my server can prevent that.
So although the capability to provide individual commands from a
remote system does exist, it was not intended to be used as the main
source of instructions. LinuxCNC can read in programs many megabytes
in size, so the 'simple MCU controller' approach of drip-feeding
commands from some other system was probably never even conceived of.
Consequently, a 'grace period' is also a foreign concept.
Fortunately the 'o-code' subroutines allow a way to intentionally
group commands together, and have reliable blending. The catch is that
these must be files on disk. So the awkward workaround my server ended
up having to do is create a temporary subroutine file on disk, and
then issue an MDI command (eg. "o<tmp> call") to execute the
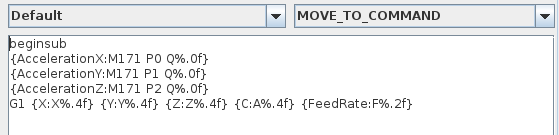
subroutine. My server will group commands inside beginsub/endsub
keywords. To ensure jogging via OpenPNP works in a timely manner (and
that clients disconnecting without giving the 'endsub' don't cause
problems) the subroutine will be finalized after some timeout even
when no further commands are given. It's possible that creating a file
as a regular job and running it might work too, but that has more
overhead involved so I suspect it would be slightly slower.
This is probably more than you cared to know about the innards of
LinuxCNC, but it might help explain some of the reasoning that went on
in my experiments.
> You received this message because you are subscribed to the Google Groups "OpenPnP" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
mark maker
> This is probably more than you cared to know about the innards of LinuxCNC, but it might help explain some of the reasoning that went on in my experiments.
No, on the contrary, it is the only way to be sure, in order to rule options out, thanks. 😁
> Among the messages that can be sent is one called MDI
(Manual Data Input). This allows individual g-code commands to
be executed
independently of any program, which provides a convenient
way to perform ad-hoc operations or make adjustments.
Are these strictly one line only? No way to send some escaped line delimiters? Any chance for a PR to add that capability?
Even if the temp file approach turns out to be the only way, I'm
not overly concerned about performance, on a Linux system. Sharing
files is handled extremely efficiently (basically via virtual
memory page mapping), and if M400 delimiting is used, the overhead
is only incurred once per motion sequence. Compared to the usual
physical machine delays, this is nothing. The only small concern
would be a shoddy implementation on the LinuxCNC side, perhaps not
properly freeing files, memory, etc. as we would be generating,
using and dismissing (tens of) thousands of scripts.
> LinuxCNC can read in programs many megabytes in size, so
the 'simple MCU controller' approach of drip-feeding commands
from some other system was probably never even conceived of.
What about this "interactive session" mdi usage?
http://linuxcnc.org/docs/devel/html/man/man1/mdi.1.html
_Mark
Chris Campbell
multiple commands are required, normal procedure would be to read them
from a file. The man page you linked to is for a "shell" type of
utility, that again only accepts one line at a time.
https://forum.linuxcnc.org/48-gladevcp/29354-multiple-mdi-commands-in-a-vcp-action-mdi-widget
Yes I think performance will be fine. The location for subroutine
files can easily be set to a tmpfs path. I'm overwriting the same file
name every time, so I assume it's not occupying much new memory over
time. This Raspberry Pi is kinda gutless but it seems to be running
things surprisingly well.
Here is a run with two boards of the simulated job where I pasted the
log into my server to replay it. I omitted set-acceleration commands
because they break blending, so acceleration is the same for all
movements.
https://youtu.be/F68xNnZgNAk
mark maker
> he man page you linked to is for a "shell" type of > utility, that again only accepts one line at a time.
interactive session
$mdi
MDI> m3 s1000
MDI> G0 X100
MDI> ^Z
$stopped
_Mark
justin White
$ mdi
MDI> G0 X10
Traceback (most recent call last):
File "/usr/bin/mdi", line 40, in <module>
mdi = eval(input("MDI> "))
^^^^^^^^^^^^^^^^^^^^
File "<string>", line 1
G0 X10
^^^
SyntaxError: invalid syntax
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/IshRY1IM80w/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/2ff12ef3-a97e-0971-2cc7-7c6d0fea4e8d%40makr.zone.
Chris Campbell
https://github.com/LinuxCNC/linuxcnc/blob/master/src/emc/usr_intf/axis/scripts/mdi.py

Calling subroutines in separate files is also more convenient than having to edit the main program. Right now I'm making a soldering bot for through-hole pins, where the actual repetitive soldering motion will be a subroutine that I can highly optimize as a separate file, and the main program can remain succinct and easy to set up for different boards, eg.:
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MPJj8xuEZworRUUd_Z7auudtDOh9Lor5CoKoAxZtr%3D14A%40mail.gmail.com.
Mark
> On LinuxCNC gcode commands are expected to be read from some kind of disk file 99.9% of the time, and the socket connection is for non-gcode controls like start, pause, abort, jog etc. I think MDI would have been created merely as a convenience to not require a disk file for the occasional adjustment where manual jogging wasn't quite precise enough.
Agree. I have since browsed LinuxCNC source a bit and I guess it
has evolved over many iterations/generations, has "sedimentary"
layers upon layers, including, if I understand correctly, quite
some Python stuff calling back and forth from/to C/C++ with some
ugly looking string based bindings. Does not make it any simpler
to understand, let alone modernize it. This seems to confirm what
you say: LinuxCNC is designed to spool off prerecorded G-code
files, where it doesn't matter if some cumbersome (and slow)
preprocessing takes place. Guess you'd have to live with generated
temp files.
Needless to say, this is not ideal. The same brain effort
invested into extending/developing a modern MCU based controller
firmware, i.e. to add blending, combine it with 3rd order motion
control (or similar), looks ever more promising to me.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzBJNUuZQj%2BRduy8pq3B%2BBhKunTYM0SdfU48r3d1RyAZnw%40mail.gmail.com.
justin White
btw that utility does actually work for me, at least on the RPi.
Needless to say, this is not ideal. The same brain effort invested into extending/developing a modern MCU based controller firmware, i.e. to add blending, combine it with 3rd order motion control (or similar), looks ever more promising to me.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/238326fd-c017-215f-2020-9b1190de574f%40makr.zone.
mark maker
> Honestly the work Chris has done is more than I expected to be necessary and it seems he's done a hell of a job.
In case this was somehow unclear (was it?): in no way was it intended to denigrate Chris' work, or whatever. On the contrary, I was asking myself if his obvious talent was somewhat "wasted" on the wrong approach. 😇
> Just out of curiosity, what CNC controllers actually support the "send me Gcode" idea, besides the 3D printer firmwares?
I only know Open Source controllers. It could be argued that
Grbl, the grandfather of them all, and TinyG are not per se 3D
printing controllers, AFAIK they are used for NC routers first and
foremost.
> AFAIK this is a relatively new trend that started with 3D printers
Actually, the "reactiveness" is not needed for 3D printing, at
all.
But I guess it is a very important hallmark of any robotic use
case that employs computer vision or other forms of "sensing",
"reasoning" and "reacting" in ways beyond mere touch probing. It
just opens up massive new possibilities. Think machine learning.
I'm not saying these use cases can't be done with LinuxCNC. But
based on the facts available to me, after having browsed the code
a bit, this would be highly proprietary, in many ways rigid and
old style (files only?), unnecessarily complex, and still
quite limited, for instance in not supporting third order motion
control, or even fluid acceleration control. And those features
would be almost impossible to add, given this system is clearly
"grown organically" with a gazillion layers and module
dependencies.
The "proprietary" in there is also very important to me. Open
Source can only thrive if interfaces are more or less
standardized, as G-code is. So stuff in every shape and form can
be put to work together. So an enthusiast community can evolve an
NC router into a 3D printer, into a laser cutter, into a PnP
machine. "Entry cost" is also important. The simplest controller
can be an Arduino and driver shield for a few bucks.
All this leads me to conclude that Chris should not spend too much time into making this work in too elaborate ways. There would be more worthwhile endeavors! 😎
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MOVxT%3D%3DVUjQFztSM_3JnrZS9WAxG412yoAZmbzk8Omo1w%40mail.gmail.com.
justin White
All this leads me to conclude that Chris should not spend too much time into making this work in too elaborate ways. There would be more worthwhile endeavors! 😎
The simplest controller can be an Arduino and driver shield for a few bucks
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/eddfbde2-3bd0-cc61-fb11-f35a2e148ab3%40makr.zone.
mark maker
Thanks for the effort. I think, I understand all that more or less, and still come to a different conclusion, maybe because ultimately, I am talking about finding a nice lean and mean solution for PnP, not about finding new use cases for LinuxCNC.
But frankly, that Remora project (quote:
"Remora was primarily developed to use LinuxCNC for 3D
Printing") is like rectal dentistry. It can be done, I'm
sure, and it is amazing that it can be done. But it is not
reasonable to do so. The supported
controllers are perfectly capable of 3D-Printing all by
themselves, offline, while you can do something else on your
computer, or switch it off. I for one have two 3D-printers, and I
would not want to only use one at a time.
And yes, after browsing the source code, I do believe that
everything LinuxCNC can do
in its motion planner core, can be done on these modern
32bit controllers. We'd need a reasonable subset of (inverse)
Kinematics. Plus a reasonable subset of the G-code
interpreter. You would, of course, do away with all the
Python back and forth, intermediate file handling, and that nasty
user space to kernel interface, plus the HAL would have to be much
more focused. You have to realize, that when LinuxCNC was
implemented (with about these core capabilities), PCs' CPUs were
weaker than today's MCUs (at least those with FPUs, although I'm
not sure the first LinuxCNC PCs necessarily had FPUs). The lines
even blur more if you talk about the Raspi.
Note that I still left out a whole lot of the LinuxCNC universe.
If you absolutely insist on using an FPGA card for Servo closed
loop driving, instead of buying a dedicated servo driver, then
LinuxCNC it is.
The Arduino I only mentioned because it is actively used with OpenPnP now (Grbl). Certainly I would not build a new controller firmware with it. 😇
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MNDRhQdbLwRJtGgH_NP-KMxy-kURtV3SDve1EUU1fXkLA%40mail.gmail.com.
justin White
But frankly, that Remora project (quote: "Remora was primarily developed to use LinuxCNC for 3D Printing") is like rectal dentistry. It can be done, I'm sure, and it is amazing that it can be done
You have to realize, that when LinuxCNC was implemented (with about these core capabilities), PCs' CPUs were weaker than today's MCUs (at least those with FPUs, although I'm not sure the first LinuxCNC PCs necessarily had FPUs).
If you absolutely insist on using an FPGA card for Servo closed loop driving, instead of buying a dedicated servo driver, then LinuxCNC it is.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/c15fedcb-97df-b0c6-9e2e-b19f3eaaa939%40makr.zone.
Bert Lewis

On May 19, 2023, at 5:33 AM, justin White <blaz...@gmail.com> wrote:
<Selection_1200.png>
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MNjJsWqVLq%3D-go599d-E4UDcEDg0-wHDFLChdEBaO%2B%3Dqw%40mail.gmail.com.
mark maker
It almost seems, you deliberately try to misunderstand and misrepresent what I'm saying. 😭 I hope others following this, read what I really said, and in the context.
The retrofit argument I don't get. Reading this group for years, I remember people have retrofitted (old) PnP machines with the common MCU based controllers many times. Why should LinuxCNC be easier?
Remember: Unless when I said otherwise, I was and
still am always talking about PnP. Conversely, I do see how
LinuxCNC can be an ideal candidate for retrofitting a router etc.
as most of its peripheral software and GUIs seem ready-made for
that (I'm not a router guy, so this may be a false impression).
But make no mistake: I do welcome LinuxCNC as a valuable option
for OpenPnP. I provided help and information to Chris in many
iterations. Yes, I'm a tech guy, I want to know facts, rather than
opinions, so I asked hard questions too. Chris provided the
answers quick and very competent. We might have had different
opinions about some things, but as far as I understood, this was
all in the realm of constructive tech talk. Chris must say.
Yes, I do become extra critical, when OpenPnP is supposed to
somehow handle LinuxCNC differently than other controllers. When
we are effectively asked to break up the existing motion model and
partially transfer it to LinuxCNC, and in proprietary ways. I'm
not completely ruling such solutions out, but it must provide a
super-duper advantage, and no alternative way to achieve the same
result, in order to justify the breaking of the current model. So
I'm asking hard questions about the super duper advantage, and
about the complete ruling-out of alternative ways, and when I
don't see both, I do speak my mind.
My current take is that Chris can make the connection to LinuxCNC
working through G-Code. In order to support stable blending (and
likely also to avoid premature deceleration), he likely needs to
script the recorded commands into files and then execute them,
when M400 is received, or after a small timeout (for manual
jogging).
Then OpenPnP would be extended (by me) to support the G64
blending parametrization on the fly (corners with and without
allowable blending), and to control how far the Z overshoot should
be (effective Safe Z), based on X/Y move distance, and Z travel
(run up) at the beginning and end. All that can be communicated
through standard G-code. These cool options would be configurable
in the OpenPnP GUI, and thus available to non-expert users.
The blending is a big speed winner for Pick & Place, so the
LinuxCNC option would be duly noted, once the first videos are
published. I do like this all the more, because it actually
benefits the simpler DIY machines too, those would be able to run
faster, due to much reduced vibrations.
Anything more elaborate, like transferring "intent" for larger
move sequences, and by necessity then also transferring
responsibility for all the different backlash compensation
methods, runout-compensation etc. pp. as listed earlier, and thus
breaking up OpenPnP's motion model, I don't see. I would have been
more open to such options, if LinuxCNC turned out to be sooooo
advanced in comparison, that it would have made sense to
practically "bow to it". Based on my current information, it does
not. That's all I'm really saying.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MNjJsWqVLq%3D-go599d-E4UDcEDg0-wHDFLChdEBaO%2B%3Dqw%40mail.gmail.com.
mark maker
> When I tried with the simulated machine.xml, it seems like the simulated GCodeDriver will always be in effect regardless of any other settings made in the GUI.
Sorry, yes, I completely forgot about how this works inside. Will fix it.
_Mark
mark maker
Hi Chris,
It is now possible to connect to a real controller, while still simulating everything else. Details here:
https://github.com/openpnp/openpnp/pull/1561
You need to switch off the checkbox:

Please download/upgrade the newest test version, allow
some minutes to deploy.
https://openpnp.org/test-downloads/
Note, I wasn't actually able to test with a real external controller, so your giving this a quick test job run and reporting back would be very welcome, thanks! 💯 😁
_Mark
Chris Campbell
https://youtu.be/cxrg2g4NGII
Since this ping-pong interaction actually tests the M400 properly, it
uncovered some issues where an unexpected endsub would be
inadvertently passed through to LInuxCNC, and the lack of 'ok' reply
for beginsub/endsub would cause OpenPNP to timeout waiting. After
fixing these issues it seems to be fine, although it took many hours
to get a clean run for the video. Even after setting "ideal machine"
and disabling all the simulated problems like runout, noise, homing
error etc I still had huge problems with constant errors from the
vision complaining it couldn't find tape fiducials or see the picked
part with the bottom cam.
After a looooong time I realised the problem was that the vision
detection will trigger immediately when the M400 reply arrives, but
the simulated camera frame might not yet have caught up. This was
caused by me lowering the axis feedrates to closely match the (slow!)
display of the RPi LinuxCNC, in an attempt to make the video look
better. The fix was to just make the OpenPNP side move faster, so that
the camera frames would always be ready for detection when the M400
arrived. So in the video the two sides are not synchronized very well,
but at least I didn't have to keep manually prodding it to get a job
finished. This would not happen in an actual installation where the
camera always sees reality.
After running some real job gcode with it, the main inconvenience I
see is that acceleration settings cannot be handled well. The reason
is that changing the acceleration will interrupt blending. This is
another consequence of LinuxCNC being created for a different world,
where the tool does not pick up and carry things, and the mass of an
endmill is miniscule compared to the mass of the machine itself. So
the acceleration for each axis would typically be defined just once
after building the machine, the only consideration being that the
motors can actually perform the
demanded acceleration without losing steps. Anyway, acceleration can
be set only once per sequence of contiguous blended segments.
To ensure that blending occurred in my video I set the acceleration
manually before the job, low enough that blended corners will be
visible, and the job does not issue any acceleration changes at all. I
suspect it would be ok to do this for real jobs, either by setting it
low enough to accommodate whatever the heaviest package requires and
taking a speed hit on the smaller parts, or by setting up a separate
job where smaller parts are free to accelerate at warp speed.
I could modify my server so that only one acceleration per 'batch'
would actually be applied, and the move would remain blended. But this
would then rely on OpenPNP supplying the first acceleration as one
that could be suitable across the whole movement, which I don't think
is how it works at all right now. It also starts to look like passing
an intent which we don't talk about. I'm kinda thinking this type of
workaround is not really necessary, although I have never actually
used a PnP to know how annoying it would be to not have accelerations
individually tailored for every move.
On Sat, May 20, 2023 at 6:54 AM mark maker <ma...@makr.zone> wrote:
>
> Hi Chris,
>
> It is now possible to connect to a real controller, while still simulating everything else. Details here:
>
> https://github.com/openpnp/openpnp/pull/1561
>
> You need to switch off the checkbox:
>
mark maker
Great news, Chris, and thanks for the testing!
> After running some real job gcode with it, the main
inconvenience I see is that acceleration settings cannot be
handled well.
I think I could optimize the Motion Control Type EuclideanAxisLimits
in OpenPnP, where the axis accelerations are constant as long as
the desired speed factor does not change. Consequently, I could
make sure the acceleration command is only sent once, when the
speed factor was deliberately changed by code (or user).
But I would need an M-code that sets acceleration limits for individual axes, something like this:
https://reprap.org/wiki/G-code#M201:_Set_max_acceleration
Change of speed factor only happens at specific waypoints:
- In normal Pick&Place it is only changed when a
particularly delicate or heavy part is picked (Speed % setting
on part), and then reset once that part is placed. Both at
still-stand, so no penalty there.
- In the nozzle tip changer motion sequence, as well as in
PushPullFeeder and BlindsFeeder motion sequences, the speed
factor may change on individual legs of the motion sequence, but
these are so rare it won't matter and I guess we don't want
blending there anyways.
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type
Regarding G64. I can parametrize G64 (P
word) specifically for the OpenPnP moveToLocationAtSafeZ()
move sequence, along with the optimal Z overshoot. This move
sequences are from still-stand to still-stand (except in case of
contact probing, which I guess is difficult anyways). I'm not yet
sure how the G64 P word must be set to ensure straight Z
up until it reaches nominal Safe Z, and only then allow
it to blend. The inverted consideration happens at the diving end.
We don't want it to knock over parts that were already placed:
think of a large electrolyte condenser on the nozzle and being
inserted between two already placed. Also note that the optimal
overshoot curve may be lopsided, if the Z raise/dive is
asymmetric, or even twisted (S shaped) on dual nozzle shared Z
machines.
I'm also not entirely sure if LinuxCNC can blend more than two
segments (I think I've seen some evidence in the source, that it
can only blend the deceleration/acceleration phases of two
subsequent segments, but there could be some overreaching
optimization, I missed). If it can't blend beyond segments, we can
work with extra waypoints at normal Safe Z, and just allow full
Safe Z Zone blending via P word.
to fix your problems. Especially the section on Satisfying Build Dependencies." 😕
_Mark
justin White
If I understand this correctly:
I could just install the user space part on my Linux, right? This would likely give me the best graphical simulation speed.
Or is a VM better? If yes, which .iso should I use? And would a VM (hosted on a powerful PC) be fast enough to simulate graphically with true speeds (unlike the Raspi)?
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/IshRY1IM80w/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/e5938744-5cae-9c9e-13d9-be5c3cee5e00%40makr.zone.
Chris Campbell
Hi Mark,


Any further 'beginsub' will be ignored if a buffer is already in progress. Full details are outlined in my github readme near the bottom.
To set acceleration I'm using M171 which simply calls a bash script I made with file name "M171", and passes up to two parameters. See "M Codes" in the LinuxCNC docs.
https://linuxcnc.org/docs/html/gcode/m-code.html#mcode:m100-m199
Currently I'm only using a single parameter and setting the same acceleration value for all axes. Since this functionality only allows two parameters, it would require separate commands to set all three axes separately. It's no problem to make M172, M173 etc to handle all axes individually, or maybe use one parameter for XY and one for Z, I'm assuming the X and Y accelerations would not actually be different? Eg.
M171 {AccelerationXY:P%.0f} {AccelerationZ:Q%.0f}
Yes, LinuxCNC will not blend more than two segments, that's correct. The path will pass through the midpoint of each segment tangentially. This is a little more primitive than would be optimal in many cases, on the other hand it makes waypoints a predictable way to direct the path around obstacles. For example in this screenshot, all four paths start from x0y0. The three paths on the left are:
g1 z20
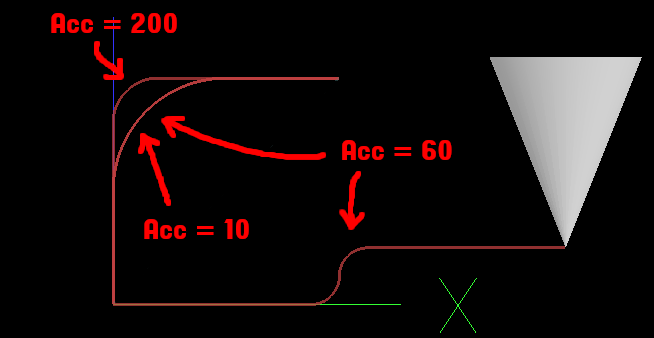
There is no difference between accelerations 10 and 60 because the path is constrained to pass through the midpoint of the up-going segment. If there was more room (longer segments) the acceleration of 10 would follow a larger radius.
g1 x20
g1 z5
g1 x40
Note here that the radius is much smaller than the other case where acceleration was also 60, because it is constrained to be vertical at the midpoint. Obeying this constraint affects velocity. The line on the right needed to slow down to about half the velocity to achieve that tighter radius within acceleration limits. Anyway, for segments that start and end a blend sequence, we can depend on the first (or last) half of those segments being straight. So for example if the safe-Z was 15mm, you could set the Z-rise to 30mm and not have to worry about what blending will do.
If your Linux is a Debian variant I think those uspace installs would work fine (unless you want to actually spin a motor smoothly), although I have not tried that myself. There is an RPi image floating around somewhere which might also be a convenient way to quickly try it. Building on Debian is actually not too bad, the section about satisfying build dependencies just lets you know how to generate a list of required packages which you can then pass to "apt install". My main development computer is Fedora which is *not* easy to build LinuxCNC on, which is why I'm using RPi for these tests (and also because I want to run my solderbot with RPi). If your Linux is not a Debian variant and you don't have any RPi around, then I suppose VM it would be.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/e5938744-5cae-9c9e-13d9-be5c3cee5e00%40makr.zone.
justin White
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/IshRY1IM80w/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzBfJvuxzhGH5i679MsbY17wbMiuKiVFnN4RS5dxvqgZHg%40mail.gmail.com.
mark maker
> Best bet if you are running Debian Bookworm or
maybe Ubuntu Kinetic is just install it from apt since it's in
the repos
> $ apt install linuxcnc-uspace linuxcnc-uspace-dev.
Thanks Justin, will investigate (my Kubuntu LTS is too old, but
maybe it is time to upgrade...).
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MM2Gag-D6Pz7X5oUBV6dpZYATiyh4894kEz67ZVrR0w2w%40mail.gmail.com.
mark maker
> I'm assuming the X and Y accelerations would not actually
be different?
They will often be quite different, as we want to accelerate as quick as possible. But because in a Cartesian machine the whole portal is much heavier than just the head, and unless a design compensates with a much stronger Y motor, this means maximum possible Y acceleration will be much lower than X acceleration.
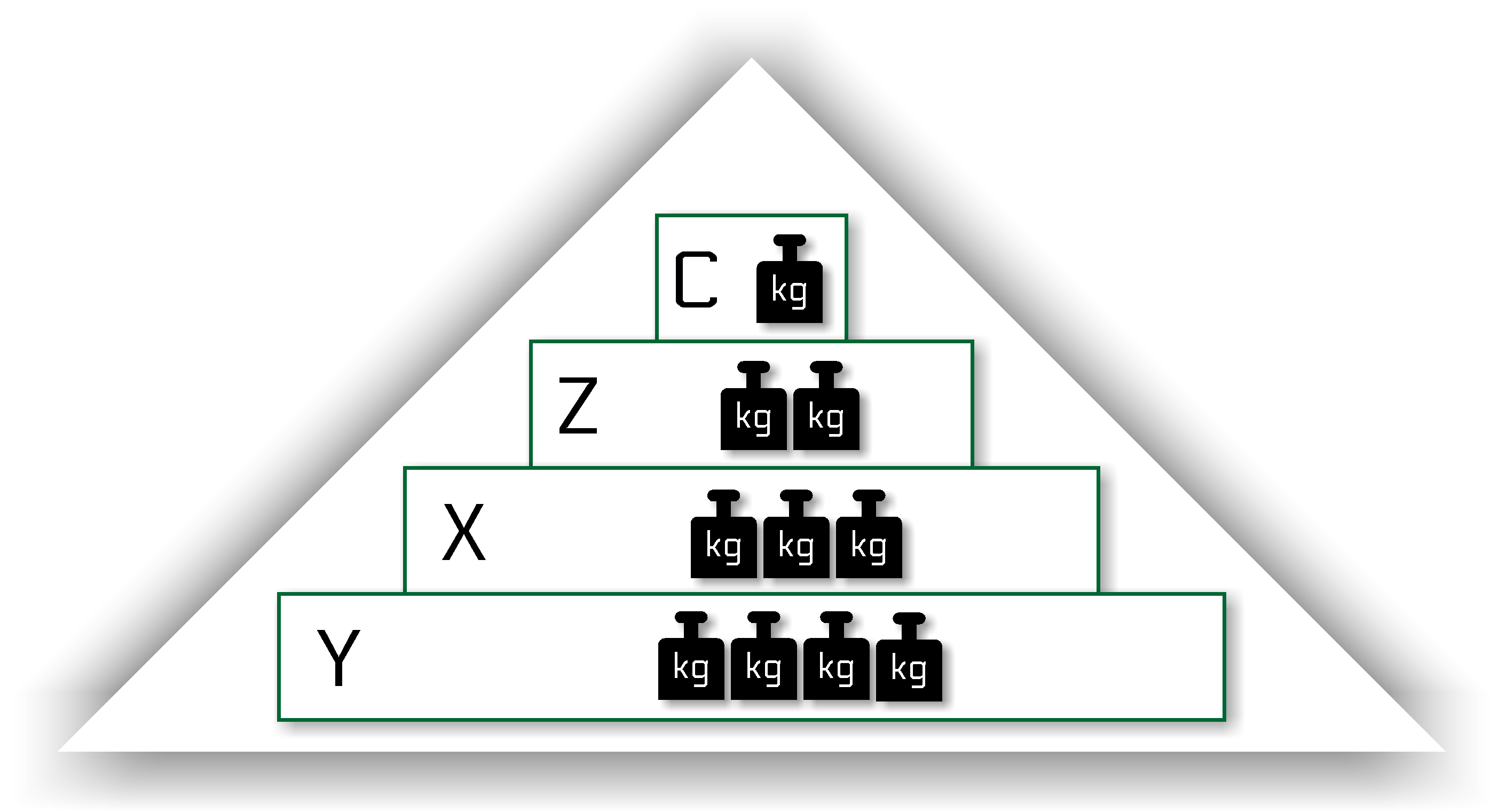
https://makr.zone/thinking-machine/82/
So we really need individual control for best performance.
> See "M Codes" in the LinuxCNC docs.
This is really a strange limitation. In that case I suggest using
M117 P<axis/joint> Q<accel>
with the axes/joints numbered according to "Trivial Kinematics":
http://linuxcnc.org/docs/html/motion/kinematics.html#_trivial_kinematics
> Yes, LinuxCNC will not blend more than two segments,
that's correct.
Good to know.
> So for example if the safe-Z was 15mm, you could set the Z-rise to 30mm and not have to worry about what blending will do.
That would not be optimal for short distances. You'd want part of
the deceleration taking place in the straight leg, otherwise the
excessive blending might actually lengthen the overall
move. But perhaps we can still rely on the blending algo to do the
right thing, because it simply cannot blend more, due to the short
X/Y deceleration/acceleration phases. Or like I said, we simply
add waypoints at nominal Safe Z. The following also shows how it
could be asymmetric (just hand drawn):

_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzAaz%2BFWGBV85dOyBa3bpF%2Bsd_AEPdt%2B%2BDaCaTAd_TCfyQ%40mail.gmail.com.
justin White
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/IshRY1IM80w/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/db30db19-2ab4-d84e-0fbb-18be0cc418e7%40makr.zone.
mark maker
Interesting video. If these methods are still the same used
today, then different acceleration in X, Y, Z are likely not
really useful. I thought it used parabolic blending, but it
actually uses circular arcs (constant R, constant max feed-rate),
which means accelerations will have to be uniform across axes (it
likely takes the minimum of all involved axes).
Chapter
"Future Work": Is it still limited to X, Y, Z? That would be
bad, as we routinely need to rotate nozzles while moving. But I
guess that was in the test job, and it still blended, right?
All important to know!
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MNP9Vt88%3D9RwbfbF7i4m-VZteO5%3DcZr-CuMi7M_yd6_3g%40mail.gmail.com.
Chris Campbell
But anyway yes, a format like this would work fine:
M171 P<axis> Q<accel>
Regarding the simultaneous blending of the A axis, yeah I also read somewhere that blending would not function when more than XYZ were involved. So I was expecting to see that in my experiments, but it looks like the 4th axis is moving just fine, at least on the GUI display. Not really sure what's happening there, maybe that info is old...?
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/e21fc1e9-3969-e4d5-592e-739ed4caf04e%40makr.zone.
justin White
Not really sure what's happening there, maybe that info is old...?
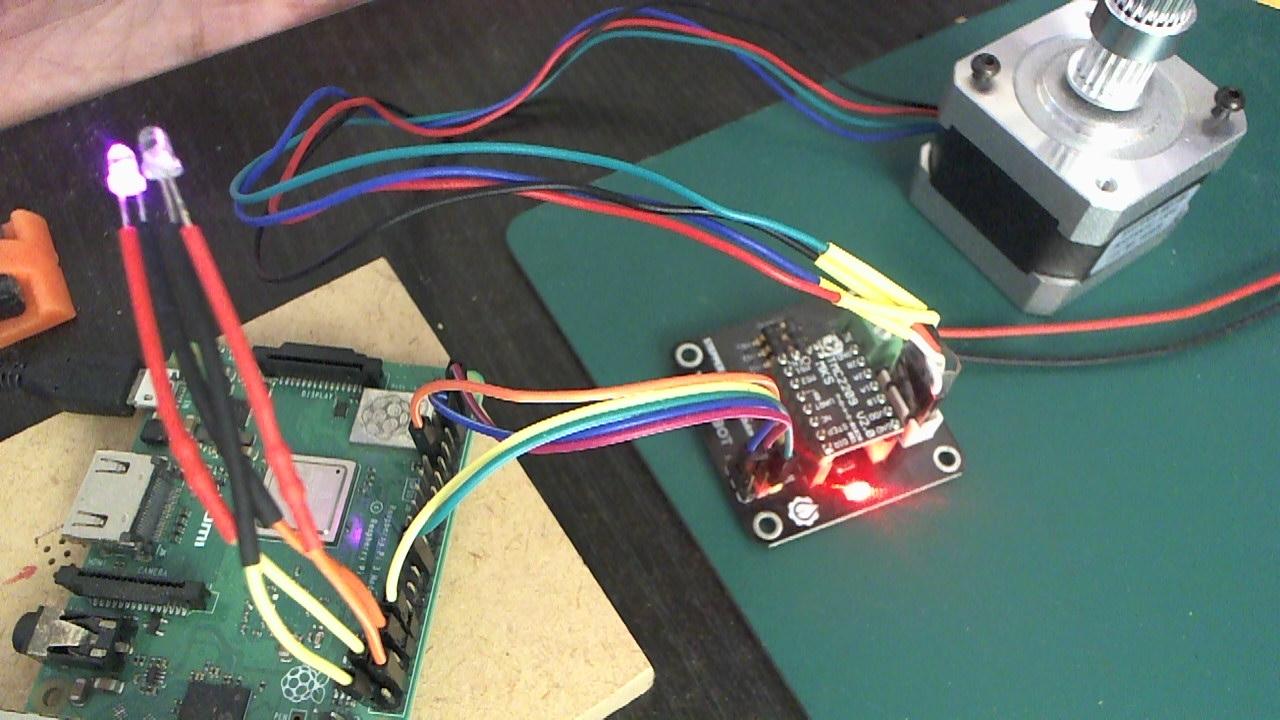
I'm using software stepgen, going straight into a TMC2209 breakout/mount board. With a RPi 3B the speed you see in the video is about as fast as it can go without following errors.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzCuWc9of2MxOdiRc_yEa%3D9EdvNZ0vbWMxRndgivoNZJrA%40mail.gmail.com.
mark maker
> My understanding was that the reason OpenPNP needs to set
accelerations is because some parts require lower acceleration
in order not to fall off the nozzle. Surely that's the same for
X and Y? I don't see why OpenPNP should be responsible for (or
even aware of) the maximum limits of the machine, which would be
a permanent setting in the machine configuration (even for
TinyG/grbl etc), and not something g-code could violate anyway.
In an ideal world that would probably be true, but we are catering to real world machines, often on a low budget (numbers for easy reference):
- We have Machines that flex, wobble and vibrate. Infinite jerk
is for the math book, in the real world it translates to complex
elastic responses, with resonances in the machines, often
different per axis. For instance my Liteplacer resonates on a
much lower frequency on Y than on X. And it being a simple,
affordable DIY extrusion and belt machine, that (unnecessarily)
happens to be very badly balanced, it resonates a lot!
- You kinda see it here (this video is about something
completely different, but that scene shows how the head and
nozzle shakes on 1mm Y moves, which kinda hit the resonance):
https://youtu.be/5QcJ2ziIJ14?t=166
- Vibration/ringing after motion of course results in
inaccuracies.
- In the camera we can detect it, hence we have camera settling.
https://makr.zone/openpnp-advanced-camera-settling/431/
https://youtu.be/Pxg6g3KI5_E?t=4
- But on the nozzle tip, or any other kind of "blind" actuation, we still have the same (or likely worse) shaking and ringing, resulting in inaccurate picking/placing etc.
- Therefore, we need to shape acceleration well below
the point where the steppers would stall, if you know what
I mean.
- In its simplest form, we just reduce acceleration to the
practical maximum per axis. I agree this could also be done on
the controller side.
- But personally, I still like to make the distinction between
"absolute maximum" (set on the controller to prevent motor
stalling and such) and a practical "precision enabling maximum",
set in OpenPnP.
- Plus you can then offer a nice centralized GUI, not some
obscure .ini File, you forget where it is and how it works after
a few months.
- Plus of course we can do better: we also have the ModeratedConstantAcceleration motion control type, where the ramps are calculated as 3rd order jerk controlled motion, and the resulting average acceleration then used. This results in smaller moves accelerating gentler, which helps a lot to reduce vibrations.
- We also have the Simulated3rdOrderControl motion
control type, where again the ramps are calculated as 3rd order
jerk controlled motion, and the motion segment then interpolated
into small staircase steps with varying acceleration limits, to
shape the jerk control curve approximately. See the diagnostics
of such a move built-into OpenPnP (strong lines show 3rd order
theory, faint lines show the interpolated move). These work on
some 32bit controllers like Smoothie and Duet:

- This works wonders against vibrations (you already know that
video):
https://youtu.be/cH0SF2D6FhM - In addition and combination with all that, some OpenPnP
machines have multiple drivers/controllers, not only to get a
larger number of axes (four-nozzle machines need at least 8
axes), but also because it can make sense for simpler wiring,
for instance to place a small controller board on the head, both
for nozzle motion and various IO.
- While not strictly necessary in most cases, it is then nice
that OpenPnP can coordinate motion across these controllers,
not in hard real-time, of course, but sufficiently to move in
ways the user expects (diagonals instead of "hockey sticks").
Hence we control feed-rate, acceleration (and jerk) to make this
happen across controllers. In some (admittedly not ideal) "DIY
cases", this might avoid collisions when a move must insert into
a forest of protruding feeders, or avoid a nozzle-tip changer,
etc.
- Furthermore, if you want your speed factor to
be meaningful (50% means a move takes twice as long, hence
feedrate is 50%, acceleration 25%, jerk 12.5%), then you need to
know the baseline feed-rate, acceleration and jerk limits too.
- Because we have this internal 3rd order motion planner, we can
also accurately simulate a machine, before it is actually built,
or before an upgrade is made. Theoretically, one could optimize
the design of their machine by trying different rates and their
effect on CPH,
then plan the motors etc. accordingly (weight and cost vs. power
trade-off).
- Finally, when we are talking about calculating the optimal Z overshoot and amount of blending that really saves time, we equally must know these rate limits too, as I already explained.
- I hope it becomes clear, why OpenPnP would want to know all it can about how exactly the motion is going to be executed on the machine, the time it takes, etc. 😉
> If I understand correctly we could then set a rule like this and OpenPNP would only give the acceleration values when they actually change, when EuclideanAxisLimits is used right?
Correct.
> Regarding the simultaneous blending of the A axis, yeah...
I since confirmed that blending works across rotation axes (using LinuxCNC user mode). But there are strange asymmetries I don't understand.
g90 g21
g64 p5 q0
g0 a0
g0 b0
g0 x0 y0 c0
g4 p0
g1 z8 F2000
g1 z10
g1 x30 c90
g1 z8
g1 z0
g4 p0
m2

> I have seen people using level shifters and
opto-isolators between the Pi and the stepper driver so that's
probably a safer method, but I'm just gonna try this and see how
it goes.
The most important thing, I guess, is making sure the Raspi
supply and all of its connectors are floating (no earthing to the
mains), so the ground connector from the stepper driver (and its
PSU) gives you the ground, regardless of it bouncing when the
motor draws (or back-generates) large currents (relatively
speaking). The keyword is Star Topology.
I'm no expert and found little info about this, so just carried
together what I found, here:
https://makr.zone/grounding-the-machine/283/
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzCuWc9of2MxOdiRc_yEa%3D9EdvNZ0vbWMxRndgivoNZJrA%40mail.gmail.com.
mark maker
> I'm using software stepgen
With quad 1.8GHz cores, and the realtime kernel, surely it can
generate any step rate you'd reasonably want? Right?
Is this the way to go?
https://forum.linuxcnc.org/9-installing-linuxcnc/39779-rpi4-raspbian-64-bit-linuxcnc?start=150#253623
I hope this is outdated:
"The maximum step rate
depends on the CPU and other factors, and is usually in the
range of 5KHz to 25KHz."
http://linuxcnc.org/docs/html/man/man9/stepgen.9.html
Just for reference (don't bite off my head, Justin, this is just about tech facts):
A Duet 3 MB6HC 300MHz MCU controller (firmware version is outdated, don't know if still accurate):
https://forum.duet3d.com/topic/18694/duet-maximum-achievable-step-rates?_=1684667410378
Or on a 600MHz, 32$ Teensy 4.1 with grblHAL:

https://www.grbl.org/single-post/how-fast-can-it-go
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BQ02MO2feE9-w80LnHbTxo7dH84rPCTk7SOXawEuNokEQkHzA%40mail.gmail.com.
justin White
With quad 1.8GHz cores, and the realtime kernel, surely it can generate any step rate you'd reasonably want? Right?
"The maximum step rate depends on the CPU and other factors, and is usually in the range of 5KHz to 25KHz."
http://linuxcnc.org/docs/html/man/man9/stepgen.9.html
Just for reference (don't bite off my head, Justin, this is just about tech facts):
A Duet 3 MB6HC 300MHz MCU controller (firmware version is outdated, don't know if still accurate):
https://forum.duet3d.com/topic/18694/duet-maximum-achievable-step-rates?_=1684667410378
Or on a 600MHz, 32$ Teensy 4.1 with grblHAL:
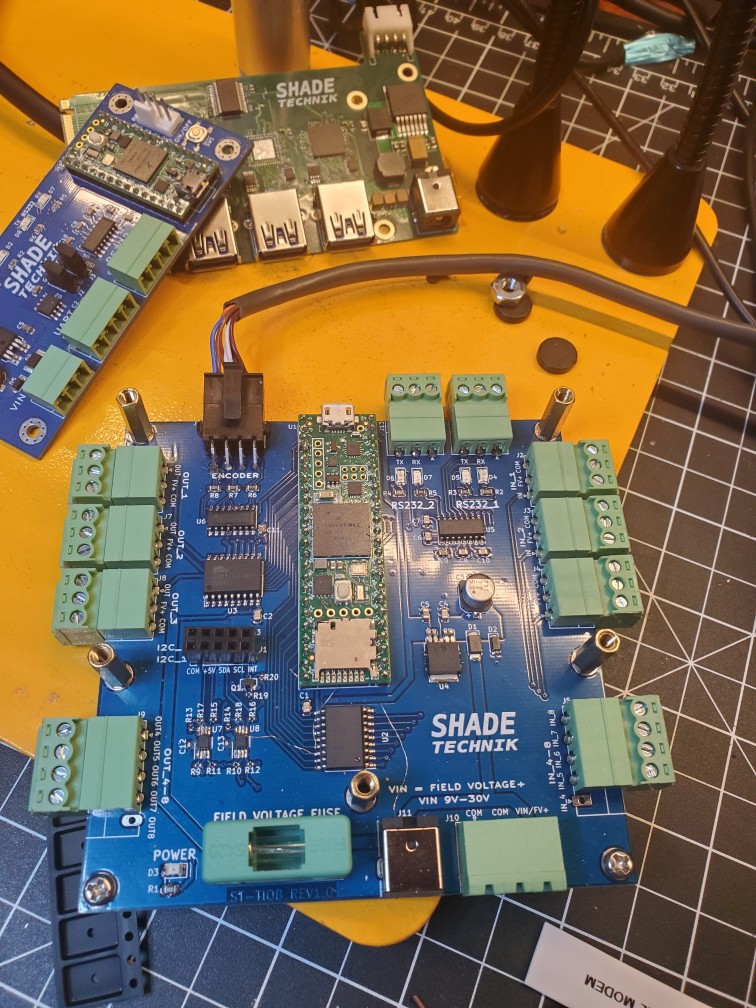
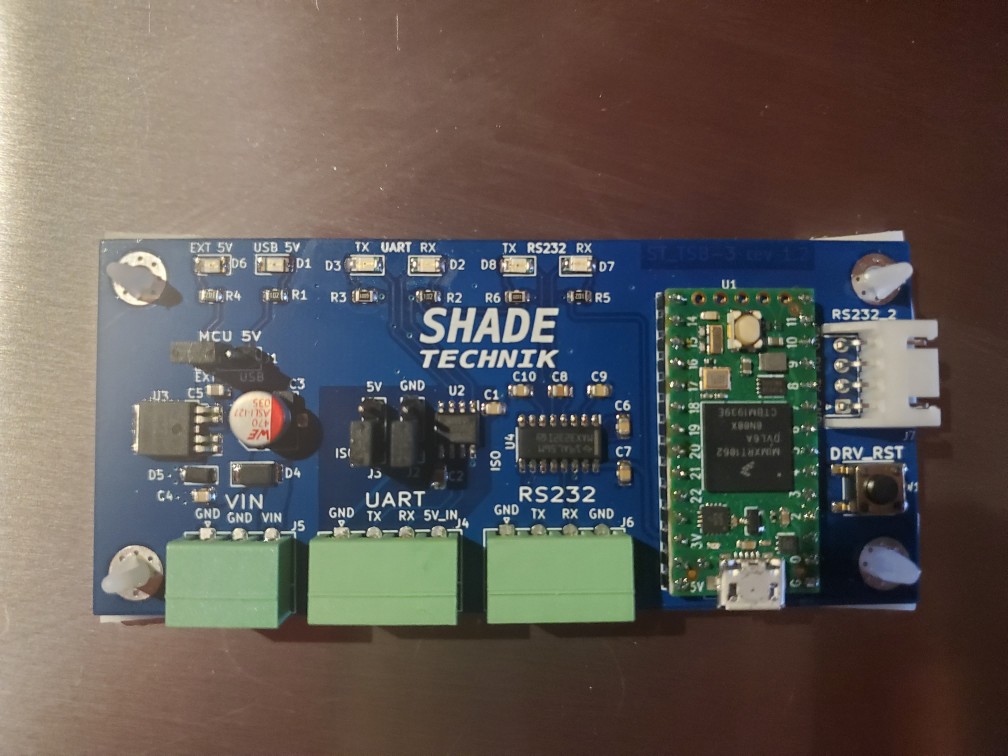

To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/2f9cec3a-fdff-71f0-2631-eecacb12f904%40makr.zone.
justin White
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/0aa12583-3786-4fd1-9400-ddae062b8770n%40googlegroups.com.
justin White
Chris Campbell

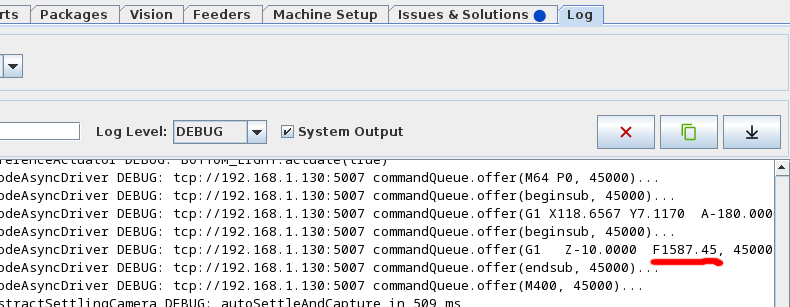
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/3a3b44ab-b6be-4564-b706-5c42f4c74311n%40googlegroups.com.
justin White
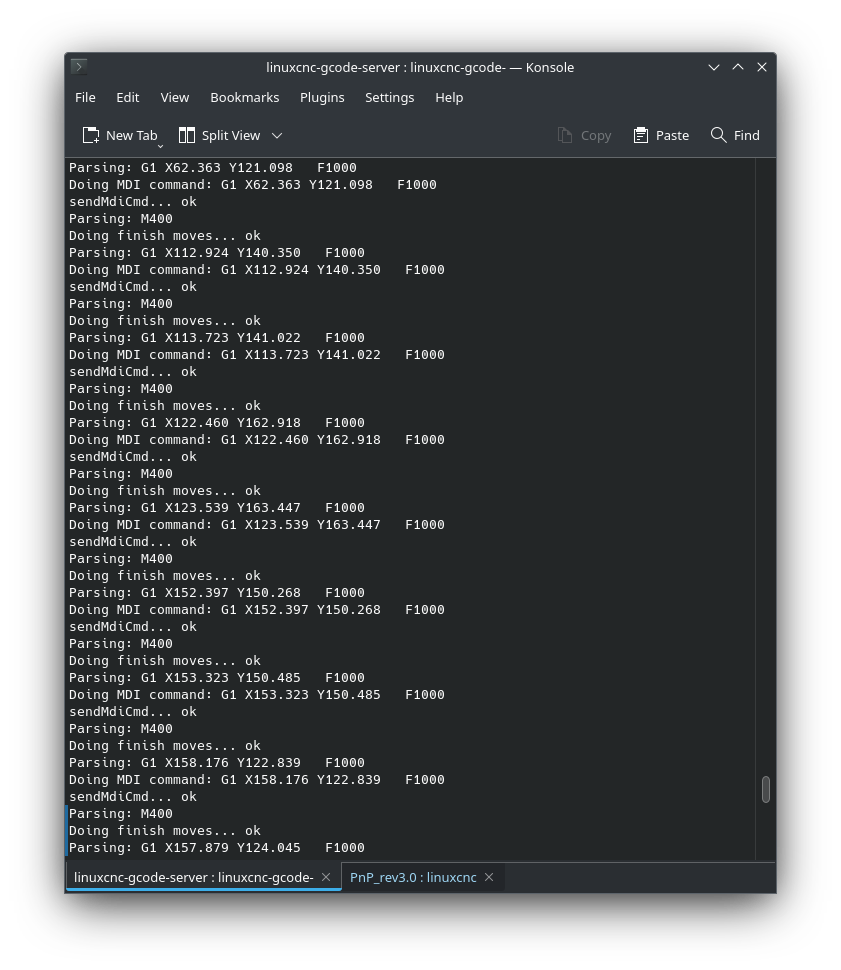
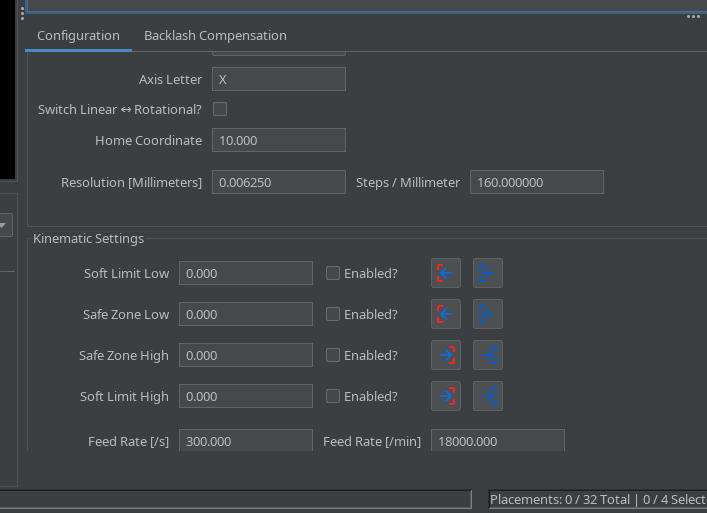
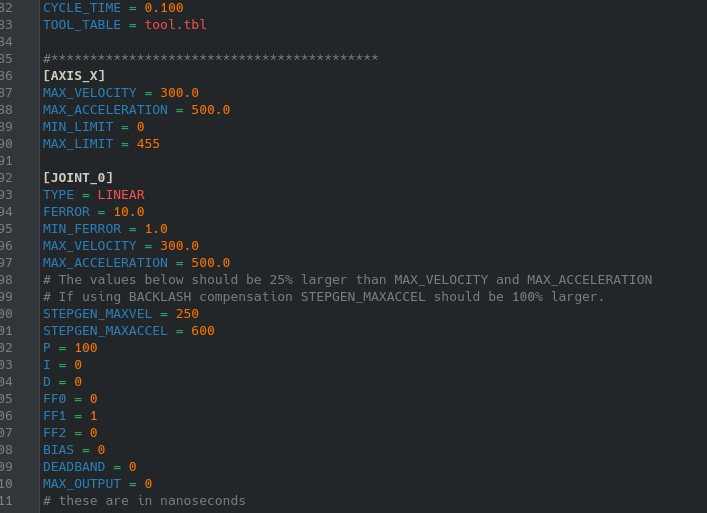
justin White
Chris Campbell
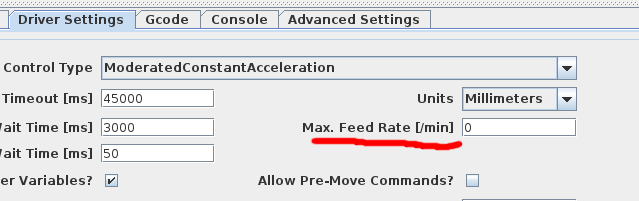
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/9eaf10a3-86ca-4101-a98e-44fb0f4db8bbn%40googlegroups.com.
Chris Campbell
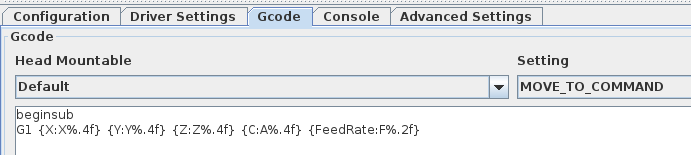
justin White
Chris Campbell
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/53c56e5d-eb8e-45f2-9323-5694a087ae52n%40googlegroups.com.
mark maker
> That's it, didn't dawn on me that that was in driver settings. Not sure how it got set to 1000.
Use Issues & Solutions, it would tell you to get rid of it.
The 1000 setting is the default.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAOMuCzDKjVj1d-18MGmQUxCD6Rr4dEb%3DSGeB3bKxfF-XwgA%3DJQ%40mail.gmail.com.
justin White
mark maker
> I'm not sure how many people use the Linux version
I'm personally using mostly Linux nowadays, and this surely is
not OS dependent.
> issues and solutions almost never suggests
anything at all.
Try the "Include Dismissed?" switch.
Some proposed settings are dependent on others. So if you dismissed one of the prerequisites (like setting a better "Control Type"), then it is not [yet] suggesting removing the driver feed-rate.
For instance:

Leads to ->

And that's just one example prerequisite (I don't know them all
by heart).
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/78c006bb-6da4-433d-9103-08b1c47f66f6n%40googlegroups.com.