Auto Welding Copper back up strip fused with Root run
271 views
Skip to first unread message

Ri@z
Dec 4, 2018, 1:39:01 AM12/4/18
to Materials & Welding
Dear All,
We are introduced auto welding on 6.62 MM thickness , API 5L X 70 . J groove prepared with 2 mm root face and zero root opening.
Root has supported with copper back up strip/Shoes
But after welding we observed that copper back up strip is melted and fused with root run.
Kindly help to resolve the issue. What are the possible reason for the problem ??
With Regards
Riaz Rafeeque

Perumal Govindan
Dec 4, 2018, 1:57:27 AM12/4/18
to material...@googlegroups.com
Hi
Please confirm, have you qualified the PQR, if qualified what was the material used as backing strip?
With Kind Regards
P Govindan
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
Visit this group at https://groups.google.com/group/materials-welding.
For more options, visit https://groups.google.com/d/optout.

munee...@gmail.com
Dec 4, 2018, 2:07:52 AM12/4/18
to materials-welding
What is the construction code? demonstrated procedure? desiner approved?
Regards,
Mohamed Muneeb Mahaboob
CSWIP 3.2-89247/2
ASNT-NDT-L2-RTFI-RT-UT-MT-PT.
SAP#:70021650 APs:JAPID, QCS & QCI.
(6:8) They say, “Why has no ˹visible˺ angel come with him?” Had We sent down an angel, the matter would have certainly been settled ˹at once˺, and they would have never been given more time ˹to repent˺.
--
munee...@gmail.com
Dec 4, 2018, 2:13:41 AM12/4/18
to materials-welding
Hi,
Please confirm whether you incorporated below requirements,
Check para 328.3.2 WBM, (b) says If two abutting surfaces are to be welded to a third member used as a backing ring and one or two of the three members are ferritic and the other member or members are austenitic, the satisfactory use of such materials shall be demonstrated by welding procedure qualified as required by para. 328.2.
or
(c) Nonferrous and Nonmetallic Backing Rings. Backing rings of nonferrous or nonmetallic material may be used, provided the designer approves their use and the welding procedure using them is qualifiedas required by para. 328.2.
I had a same similar observation in my previous projects where like 500 welds were completed with SS backing strip which is a longitudinal welds of full encirclement, so not to get puncture with the base materials they have used SS plate backing strip removable without procedure qualifications, still i found some fusion / depostion in the backing and they said it is temporary, BM is CS BS is SS, so i made a violation, but you know it went in different level.
Anyhow even if you are working for SA projects, even tempeory backing strips shall be of same materials, please confirm whether you on SA projects? and did you demonstrate procedure qualification or your designer approved?
Thanks.
Regards,
Mohamed Muneeb Mahaboob
CSWIP 3.2-89247/2
ASNT-NDT-L2-RTFI-RT-UT-MT-PT.
SAP#:70021650 APs:JAPID, QCS & QCI.
(6:8) They say, “Why has no ˹visible˺ angel come with him?” Had We sent down an angel, the matter would have certainly been settled ˹at once˺, and they would have never been given more time ˹to repent˺.
From: Ri@zDate: 2018-12-04 11:14Subject: [MW:28719] Auto Welding Copper back up strip fused with Root run
--
riaz rafeeque
Dec 4, 2018, 3:30:30 AM12/4/18
to material...@googlegroups.com
On Tue, Dec 4, 2018, 1:41 PM riaz rafeeque <riaz.r...@gmail.com wrote:
Thanks for replies,We are following EIL specification , and API 1104. This is natural gas pipeline of API 5L x 70, 6.62 mm. We deployed auto welding machine of PIPE WELDING TECHNOLOGY ITALY.During PQT , we observed that the root backing strip of Copper fused with Root run. We are using GMAW process , with argon and Co2 gas mixture. Root 40 % CO2. Filler wire ER 80S-D2Attaching here few pics of same.Me assuming few things based on discussion with site rep on Pipe Welding Technology ,1) High Current or excess penetration.2) High Flowrate, or Density Caused by high percentage of CO2 led to high penetration.3) Small root face. Currently it is 2 mm.4) Also someone suggested that 0.5mm of ID bevel may avoid root penetration and can eliminate fusion with copper backing strip.I need you guys help for resolving issue . Thank to all for responses so far.Riaz Rafeeque
You received this message because you are subscribed to a topic in the Google Groups "Materials & Welding" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/materials-welding/kjXye15frFA/unsubscribe.
To unsubscribe from this group and all its topics, send an email to materials-weld...@googlegroups.com.
Perumal Govindan
Dec 4, 2018, 4:29:19 AM12/4/18
to material...@googlegroups.com
Hi
I believe you will get the welding parameter set up information from the backing strip manufacturer as well.
So, please check and share the backing strip material manufacturer name.
With Kind Regards
P Govindan
riaz rafeeque
Dec 4, 2018, 4:29:19 AM12/4/18
to material...@googlegroups.com
We are doing PQT. We are using Copper Back strip. GMAW process
You received this message because you are subscribed to a topic in the Google Groups "Materials & Welding" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/materials-welding/kjXye15frFA/unsubscribe.
To unsubscribe from this group and all its topics, send an email to materials-weld...@googlegroups.com.
Perumal Govindan
Dec 4, 2018, 5:24:37 AM12/4/18
to material...@googlegroups.com
Hi
Still I have not received the required information, please share if possible, send me also photographs of backing strip.
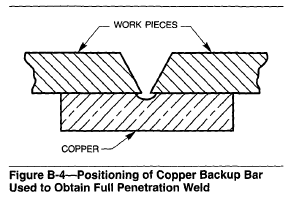
Set root gap from 2 to 3 mm and ensure that the copper backing strip shape as per below picture,
With Kind Regards
P Govindan

Kannayeram Gnanapandithan
Dec 4, 2018, 7:27:37 AM12/4/18
to material...@googlegroups.com
Copper pick up may lead to hot cracking. It is better to use ASS or Ceramic
munee...@gmail.com
Dec 4, 2018, 9:35:56 PM12/4/18
to materials-welding
Basically, you have J groove, which has included angle less than 30 Deg, in this case you have attached a backing strip of copper material seems to be fixed in the permanent position, which may get fused with the root run, where as temporay shall fixed with removable shaped backing bar/run as per below, anyhow what is the purpose to get inline with copper? I doubt your copper fused because of permanent backing strip fixed and welded with high current?? confirm.
Adesive tapes / ceramic temperory backing bar is more recommended in your case.
But as you are having process GMAW and your concern is Excess root protrusion, in this case i recommend you to go for manual TIG + GMAW, i mean make a 2 mm root run with a welder and then proeced to machine, it will be like MAN vs MACHINE, in my previous project we did like GTAW (MAN) vs GMAW and SAW with (MACHINE), procedure qualified similarly, with this you will have less criticality and more productivity, no need worry about backing.

Thanks

{kind=link}
{kind=link}
{kind=link}
TDK YOKESH
Dec 4, 2018, 11:41:56 PM12/4/18
to material...@googlegroups.com
Dear Riaz ,
Copper inclusion is normal in auto welding of pipelines . Considering your thickness the extent of copper inclusion at root is higher . Identify the area where this issue prevails buy making trials and removing/cutting the joint in form of rings . You can therefore visually see the root and location . Explain the issue to Auto welding technician and see if he can modify the root parameters . But if the change is parameter is beyond the allowable range you need your PQR to be re qualified .
Between did the AUTO UT or your approved NDE pick up this copper inclusion???4
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
Visit this group at https://groups.google.com/group/materials-welding.
For more options, visit https://groups.google.com/d/optout.
Kannayeram Gnanapandithan
Dec 4, 2018, 11:41:56 PM12/4/18
to materials-welding
No one allow to get copper fused with material which is detrimental
munee...@gmail.com
Dec 5, 2018, 7:15:50 AM12/5/18
to materials-welding
Yes, you should not allow impinging directly on the bar, contaminting the weld pool, which is detrimental, backing bars may be water cooled to aid heat loss and may be grooved to provide a mould for the molten weld metal. Welding conditions and fit-up must be carefully controlled as prevention of impinging.
Copper is not an issue but you need hands of experience especially fabricator / welder and with a sound welding engineer.
- Ceramic backing bars can be obtained in a variety of sizes with shaped grooves to form a weld pool mould. They may be rigid bars of ceramic or articulated such that they can be wrapped around the inside diameter of a pipe or tube. Ceramic tapes are also available.
- These tapes have wide strips of adhesive either side of the ceramic tile to enable the tape to be held in place during welding and peeled off on completion.
Or make a stitch (Lengthy Tacks) welding with TIG, followed by GMAW, if you are planning to avoid bars.
Thanks.
Regards,
Mohamed Muneeb Mahaboob
CSWIP 3.2-89247/2
ASNT-NDT-L2-RTFI-RT-UT-MT-PT.
SAP#:70021650 APs:JAPID, QCS & QCI.
62:8) Say, "Indeed, the death from which you flee - indeed, it will meet you. Then you will be returned to the Knower of the unseen and the witnessed, and He will inform you about what you used to do."
TDK YOKESH
Dec 5, 2018, 8:08:50 AM12/5/18
to material...@googlegroups.com
Dear Riaz ,
I did not see the attached photograph . The copper contamination looks pretty high and will cause a problem for sure . The root parameter needs to looked on and internal clamp copper shoes needs to be cleaned thoroughly and apply proper heat on the copper shoes prior to fit up .
Reply all
Reply to author
Forward
0 new messages