WPS from AWS to BS Standards
592 views
Skip to first unread message

Hani Al Masry
Oct 15, 2020, 9:17:19 AM10/15/20
to material...@googlegroups.com
Dear Experts
Our client is asking to convert our WPS from AWS to BS Standards
can you please advise
which BS standards we need to use
what the mean steps to be changed according to this BS
Requirement of back stip for pipe welding
Regards,
H.A

Vinoth Rajendran
Oct 15, 2020, 11:29:44 PM10/15/20
to material...@googlegroups.com
Please go through EN ISO 15609, EN ISO 15614-1, EN ISO 9606
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAKOkEzfjuGE1OGLGRz%2B7gY0syR5F8ifC9jRFWdyzzR3n7bZDXA%40mail.gmail.com.
Hani Al Masry
Oct 16, 2020, 11:50:23 PM10/16/20
to material...@googlegroups.com
how about
· BS EN ISO 15614-1 Specification and qualification of welding procedures for metallic materials — Welding procedure test — Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys
what is the major changes i need to made to the current WPS to convert it from AWS to
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CA%2Ba0BHbLE%2BRtObsF4XaaMcen325c4QbBTeGs4DK5VDC%2ByeQV%2Bg%40mail.gmail.com.
Hani Al Masry
Oct 20, 2020, 10:43:14 AM10/20/20
to material...@googlegroups.com
Dear
Vinoth / Experts
i had prepared preliminary WPS as per ISO 15614-1 so please check all parameters and inputs are ok or not
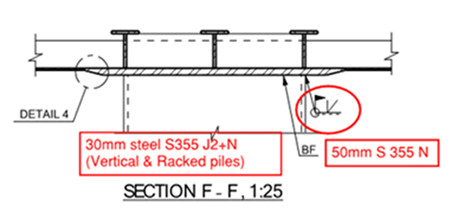
additionally , check if this cover welding positions up to 6G and steel grade S355 and thickness up to 32mm
Appreciate your fast action and assistance
Regards,
H.A

Mayur Hiremath
Oct 20, 2020, 11:19:00 AM10/20/20
to material...@googlegroups.com
Hello,
PG will not cover 6G, Refer attached Welding positions.
Also need to change the Current , voltage according to Consumable Manufacturer Data sheet as per the thickness of electrodes. Then heat input <=3KJ/mm.
When preparing pWPS parameters need to consider as per data sheet of consumable.
Regards,
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAKOkEzeQ36kA5njY74o4nv-c8QPGy7mmKGc4XywouR3mbmCFEg%40mail.gmail.com.
Hani Al Masry
Oct 20, 2020, 11:38:22 PM10/20/20
to material...@googlegroups.com
Welding position here is as per ISO 15614-1 Not AWS D1.1 as i said before and clearly mentioned in WPS and subject title 
as per ISO 15164-1
This means only PG and H-LO45 need to be separately qualified , and if qualified for any position all other position will be qualified except PG and HI-LO45
My case here in over head welding (5G See below Sketch ) so PG will cover all position expect HI-LO45
For Current and voltage this values are taken already from actual WPS/PQR but according to AWS D1.1 as i told you i need only to convert it to BS EN
this Preliminary WPS as you know actual values will be recorded and written during running of final PQR
Trade name and brand is not mandatory variable here too
Hope it is clear now
Regards,
H.A
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAGQ515wG_%3DMQkEYDQDTVYdM8pW161EpHdbJ_p2MZzqUcDY8jBA%40mail.gmail.com.

{kind=link}
Vinayak Naik
Oct 21, 2020, 10:13:12 AM10/21/20
to material...@googlegroups.com
Can any one tell me how to read this?
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CA%2Ba0BHbLE%2BRtObsF4XaaMcen325c4QbBTeGs4DK5VDC%2ByeQV%2Bg%40mail.gmail.com.
{kind=link}
Mayur Hiremath
Oct 21, 2020, 10:36:41 AM10/21/20
to material...@googlegroups.com
Kindly send your AWS WPS with PQR, let look into details and get back to you.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAKOkEzf_kjM4EoG-WJiB%3DGJQP26NH_-bwBDkhQ5M3_%3DT3SjmPQ%40mail.gmail.com.
Reply all
Reply to author
Forward
0 new messages