Bulge P-91 Pipe after PWHT

pradip kumar Sil

shanmuganathan .subbiah
--
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To post to this group, send email to material...@googlegroups.com.
Visit this group at http://groups.google.com/group/materials-welding.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAB%3DAs8kfusRiywON4c0YxkK74WcPtsqTEFnp9QH-4KyzX%2BrSrA%40mail.gmail.com.
For more options, visit https://groups.google.com/d/optout.
Regards
PO.Box-420, PC -116
MAF, Sultanate of Oman
Tel: +968 24565771
Fax: +968 24565772
Mob: +968 92096714
Web:www.vincotte.com
pradip kumar Sil
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAD2bsBTodkTQm%3DdqiJ2XZ70MFxExzinYdhn4fHJ96StPy1A6WQ%40mail.gmail.com.

VHEER RAJHU
Mr shanmugan,
Job is kept in vertical condition where and when the job is heated locally the material softens at that particular area where all the weight of the job is acted on that softened area which leads to bulging locally
Preferred to do PWHT HORIZONTALLY
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAD2bsBTodkTQm%3DdqiJ2XZ70MFxExzinYdhn4fHJ96StPy1A6WQ%40mail.gmail.com.
pradip kumar Sil
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAFz2VvSzYO2qNL6SWL4ww0jhoRZLxcr2GRp%2Bc9%3DfN9uuKiAUBg%40mail.gmail.com.

Thompson, Dennis
Hi Pradap,
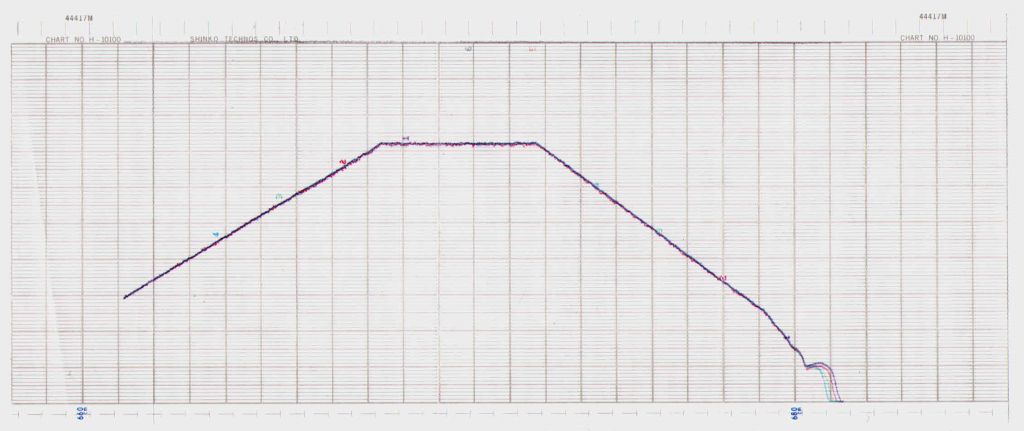
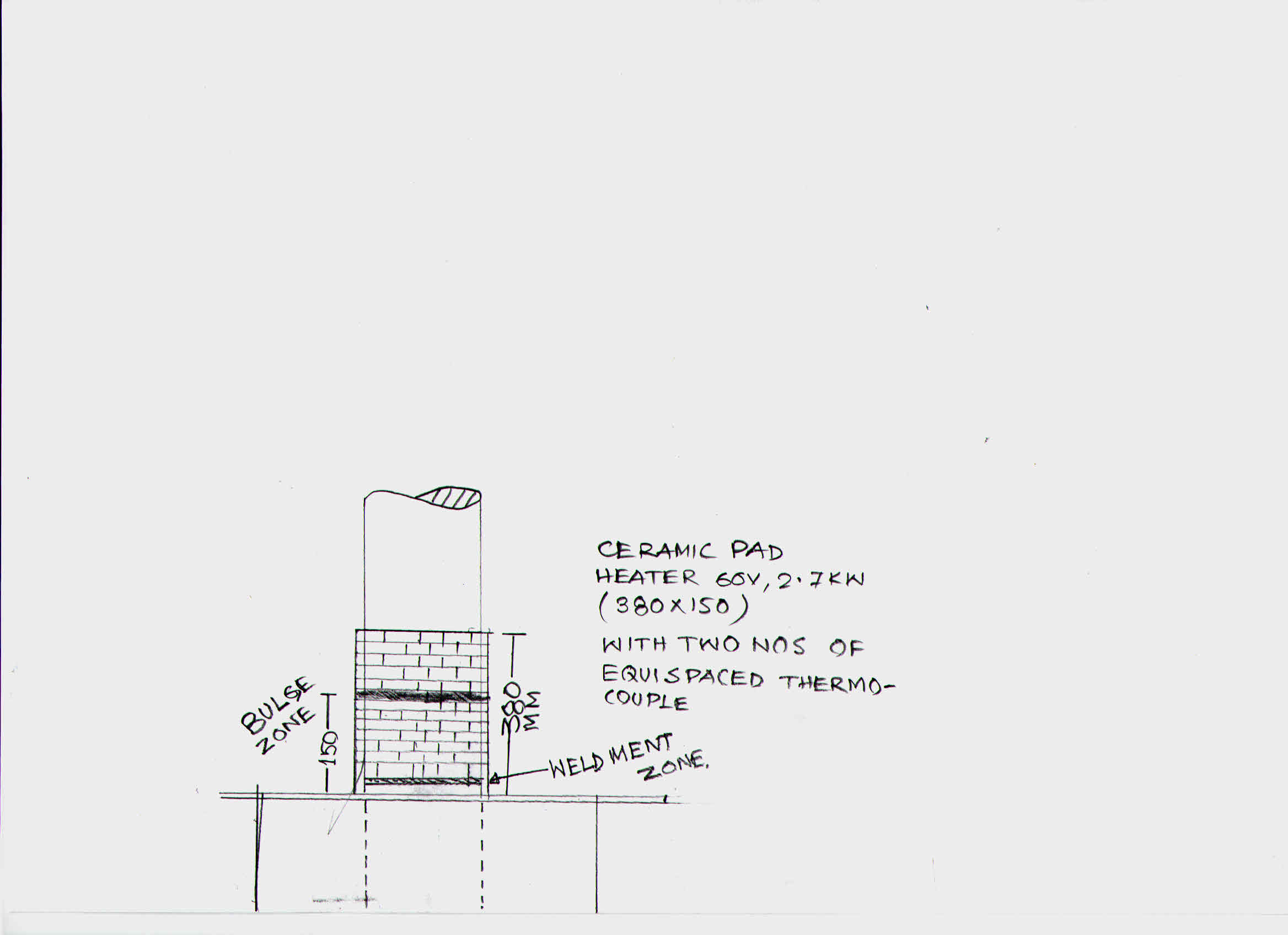
Please email us a drawing of the heater and thermocouple arrangement that was employed for your PWHT, along with a copy of your temperature-time chart. Both are needed to help diagnose your failure.
Regards,
Dennis Thompson, P. E.
Team IHT Technical Support Manager
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAB%3DAs8nALCfhN%3DG6V5%3DA%2BHnJYRw85%3DGXNoUFSCQfxYiQvrqtYw%40mail.gmail.com.

Rems Okonkwo
Hello Pradip,
I believe the bulging did not occur on the weld zone but rather on the pipe and I believe that this area where part of the PWHT heat band.
There are two possible thing that will lead to this bulge.
1. The pipe collapsing on its weight during the PWHT as a result of softening effect.
2. The PWHT soaking temperature might be greater than the material heat treatment during the forming process which will also lead to softening and both 1&2 combining effect can lead to this bulge.
You will have to find a way to support the collapsing weight of the vertical pipe and also check if you have exceeded during the PWHT the tempering temperature during the pipe forming.
Rems Okonkwo
IWE Nigeria
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAB%3DAs8miDTWGNgbSh83dN5QoQ8mNT1505m8n-2zcZX-k2DJHsA%40mail.gmail.com.
pradip kumar Sil
Thompson, Dennis
Hi Pradip,
Thanks for emailing us the temperature-time chart.
However, we still need a sketch or drawing of the heater and thermocouple arrangement.
You stated that you utilized 2 thermocouples, 180o apart. However, where were they relative to their heaters and relative to the header-tube weld?
Specifically:
1. What are the diameters and thicknesses of the header and tube(s)?
2. What size heaters were attached to the header, and where were they and their control thermocouples relative to the location of the header-tube weld?
3. What size heater was attached to the tube, and where was it and its thermocouple relative to the header-tube weld?
4. The fact that the softened, bulged section of tube was 140 mm from the header-tube weld indicates that the temperature of the tube at that location may have exceeded the PWHT soak temperature.
5. Your sketch/drawing of heater sizes and thermocouple locations will help diagnose the cause of your problem.
Regards,
Dennis
pradip kumar Sil
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAEpWm6ue%2Bx0qDiGdCDXYH29%3Di7VceAZVVXWoKNurqs1A1-OL0Q%40mail.gmail.com.

Kannayeram Gnanapandithan
Why longer soaking for 12.7mm thick. The Hardness is very less on the bulged area, may be over heating?
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAB%3DAs8mB%3DL6WAQHm%3D5Y940oaERLpFWaSnK1pwYVMTW9hBEC2cg%40mail.gmail.com.

george....@gr.bureauveritas.com
| From: pradip kumar Sil Sent: Τρίτη, 24 Νοεμβρίου 2015 - 12:42 To: materials-welding Reply To: material...@googlegroups.com |
Subject: Re: [MW:23914] Bulge P-91 Pipe after PWHT |
george....@gr.bureauveritas.com
| From: Thompson, Dennis Sent: Τρίτη, 24 Νοεμβρίου 2015 - 14:08 Reply To: material...@googlegroups.com Subject: RE: [MW:23915] Bulge P-91 Pipe after PWHT |
george....@gr.bureauveritas.com
| From: pradip kumar Sil Sent: Τετάρτη, 25 Νοεμβρίου 2015 - 04:50 To: Thompson, Dennis Reply To: material...@googlegroups.com Cc: materials-welding Subject: Re: [MW:23921] Bulge P-91 Pipe after PWHT |
pradip kumar Sil
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/OF76FD078B.0F768801-ONC1257F08.00264730-1448434686040%40LocalDomain.

pgoswami
Pradip,
Something definitely had gone wrong with the PWHT process causing the headers to bulge. I’ve tried to put all of your back and forth correspondence in one place. The root cause analysis looks to me are as follows:-
- The PWHT temperature is not very clear, but something in the vicinity of 760-780 Deg C and of 2hrs of soaking time for ½” wall thickness is high.
- Please follow Sec-I guidelines (as below)
- The PWHT chart should be very clear. It’s not clear from the PWHT chart what was the temperature adopted vs the soaking time .Needs to be specified in the chart
- I’m not sure, but from the hand drawn sketch, it looks two heating pads were overlapped. If so it definitely would add to overheating .
- It’s not a mandatory requirement. However as per D-10.10 it’s advisable to place additional thermocouples in the soaking and heating zone to monitor PWHT temperature accurately. This is required for CSEF steels such as Grade -91 Or else over tempering would destroy the Creep Resistance of this steel.
- I would think one needs to discuss these issues upfront with the heat treaters, then approve the PWHT procedure and monitor well in the field.
I hope the attached information would help you.
Thanks.
Pradip Goswami, P.Eng,IWE
Welding & Metallurgical Engineering Specialist
Ontario,Canada.
ca.linkedin.com/pub/pradip-goswami/5/985/299
All provided answer are personal opinions or personal judgements only. It's not connected with any employers by any means.

*******************************************************************************************************************************************************************************************************************************************************
Subject: Re: [MW:23914] Bulge P-91 Pipe after PWHT
Dear Dennis,
Pls find the PWHT chart & in 10" we used two nos of thermocouple with equal distance i.e 180 degree. We checked the hardness in the weldment as well as HAZ zone & found 210 to 238 HB (This is fine) but in bulge zone ( Parent Material ) which is 140 mm away from weldment is coming 155 to 175 HB.—Over tempered, Poor Creep Strength
Thanks in advance.
Regards,
Pradip
|
Dear Mr. Rems, Bulge happened just outside PWHT heat band. Pipe thickness is 12.70mm & did soaking 2 hrs. I already attached Time temp. chart. Header has eight nos of pipe but during PWHT only two pipes are bulge. Thanks & Regards, Pradip
From: pradip kumar Sil |
Sent: Τρίτη, 24 Νοεμβρίου 2015 - 12:42 To: materials-welding Reply To: material...@googlegroups.com Subject: Re: [MW:23914] Bulge P-91 Pipe after PWHT |
It is not possible to do PWHT horizontally because spool piece is welded at location
On Tue, Nov 24, 2015 at 12:26 PM, pradip kumar Sil <prad...@gmail.com> wrote:
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAB%3DAs8nMfJN7_dDF0rqRTVR4mOJPWHgF57PDwbk01XxBqRtLrw%40mail.gmail.com.
pradip kumar Sil
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/E1B1F078BE194EF28C9E63CC65D582D8%40homepg.

{kind=link}
{kind=link}
{kind=link}
Vishwas Keskar Welding Manager Pune India
Due to restraints at the end of the pipes, the bulging might have taken place.
Also pl note that PWHT temperature is a bit high ie 750 - 760 Deg C for GR 91 as compare of GR 22 , GR 11 ETC