Tuning settings for PLA

Ian Gibbs

Alex Gibson
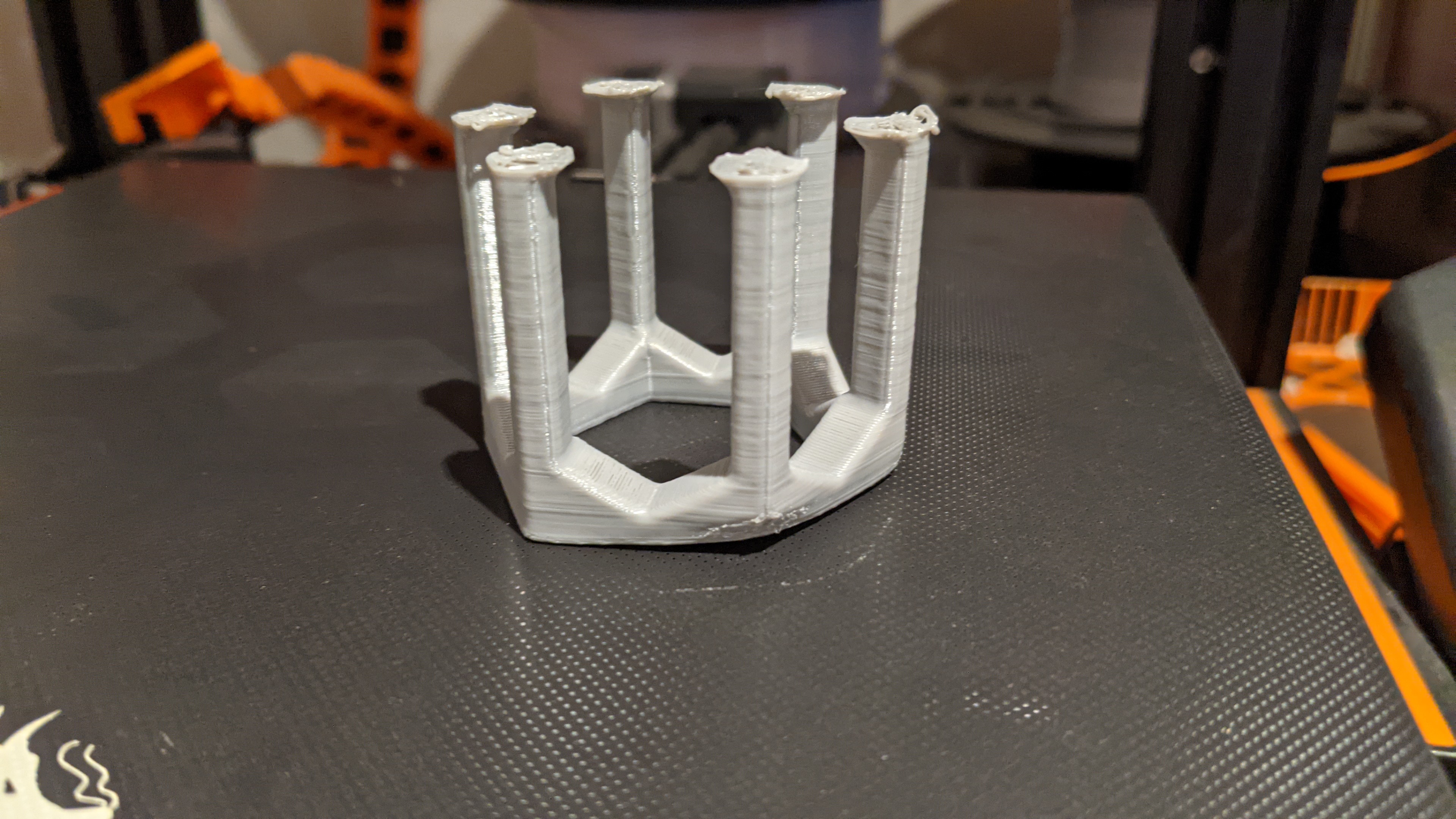
What sort of temperature were you printing at? I recently did a job where Eryone white was specifically requested, and printed at 200C which is a fair bit lower than I usually work at.
It is fairly waxy and tends to shrink on itself a little - suggest thick and very slow first layer.
Alex Gibson
+44 7813 810 765 @alexgibson3d 37 Royal Avenue, Reading RG31 4UR
admg consulting
edumaker limited
· Project management
· Operations & Process improvement
· 3D Printing
--
---
You received this message because you are subscribed to the Google Groups "TVRepRapUG" group.
To unsubscribe from this group and stop receiving emails from it, send an email to tvreprapug+...@googlegroups.com.
To view this discussion on the web, visit https://groups.google.com/d/msgid/tvreprapug/05c5daf8-ec19-452c-a29d-6812ce236fd6n%40googlegroups.com.

daprigoo
perhaps also increase retraction distance a little?
To view this discussion on the web, visit https://groups.google.com/d/msgid/tvreprapug/020701d7ec51%247e82dad0%247b889070%24%40alexgibson.net.
Ian Gibbs
Alex Gibson
That’s a helpful benchmark, as I was printing using Cura defaults for Ender-3 machines, at 200/60 with Eryone white, and zero issues.
Try going back to basics with cleaning – both vigorously rubbing down the bed with isopropyl alcohol to get rid of any grease, and cleaning out (or replacing) the nozzle.
[https://all3dp.com/2/3d-printer-nozzle-cleaning-the-easiest-way-to-do-it/]
Then check the first layer is appropriately ‘smooshed’ into the build bed – just to the point the 1st bead of filament is slightly flattened, but not transparently thin.
Finally, check while printing if you can hear little pops coming from the nozzle (like rice krispies!) indicating excess moisture in the filament escaping and causing inconsistency.
Finally, do you have another reel of the same? I had good luck with 3 of 3 reels, but the designer who specified the filament has had ‘bad’ reels before. It’s at the cheap end of filament and can be inconsistent – but that’s only hearsay for me.
Cheers,
To view this discussion on the web, visit https://groups.google.com/d/msgid/tvreprapug/5436e22a-d92f-4a6d-9b34-2df6ed29d798n%40googlegroups.com.

{kind=link}
Ian Bowden
Ian G,
I would like you to know that, in my experience at least, curling
and warping can be caused by air movements, draughts, in the
vicinity.
So, unless your printer is a fully-enclosed model, it will be worthwhile hacking a cardboard box into a temporary shelter by way of experiment.
Even though you had no problems until you changed brand of
filament, cooler air could still be a factor.
Ian B.
To view this discussion on the web, visit https://groups.google.com/d/msgid/tvreprapug/021b01d7ec55%247ac9a690%24705cf3b0%24%40alexgibson.net.