Entupimento do Hotend
356 views
Skip to first unread message

Airton Carlos Nichele Júnior
Nov 27, 2021, 7:51:42 AM11/27/21
to repr...@googlegroups.com
Olá, pessoal. Tudo certo? Alguém pode me dar dicas do que pode estar acontecendo?
Tenho uma impressora que eu mesmo montei, meio que um frankenstein, pois tem recursos de vários impressoras e juntos "funcionaram".
Vamos lá, o que acontece é o seguinte. Ela nunca foi 100%, agora eu acabei instalando um BLTouch para fazer o nivelamento automático da mesa, imaginei que boa parte dos meus problemas estava ali, erro meu.
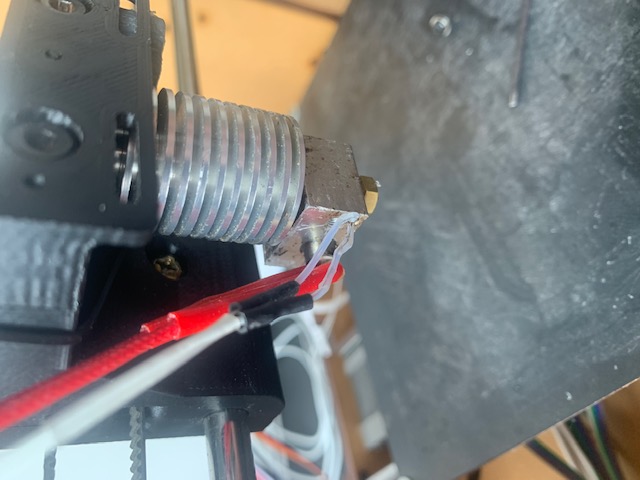
Atualmente eu não consigo imprimir mais nada, pois o hotend vive entupindo. Ele não entope no bico, e sim no pescoço. Quando eu consigo tirar o filamento de dentro, noto que a ponta (cerca de 4 mm) está mais grossa.
Tenho a impressão que ele não retrai o suficiente e fica numa área onde o calor ainda deixa ele mole, o que pela lógica, faria ele escorrer pela gravidade. Aí não sei se o problema está na montagem do meu hotend (o que imagino estar correto, pois não tem folgas entre o pescoço e o bico), se está na configuração da minha impressora (retração ou outra configuração - os passos estão conferidos), se é algo no Marlin, se é a altura do bico em relação à mesa, ou ainda se tenho algum problema na extrusora, que não recolhe o suficiente, ou que continua enviando filamento enquanto deveria travar.
Sempre tive este tipo de problema com ela, mas nunca consegui entender 100% o que é.
Sobre filamentos, estou usando um barato - eu sei - não testei ainda com uma alta qualidade, mas será que ele faria isso? Além disso, ainda sobre filamento, é um PLA e estou usando a temperatura de 180º, se usar mais, entope no bico, estou pensando em usar com 170º, mas já é abaixo do mínimo recomendado para este material.
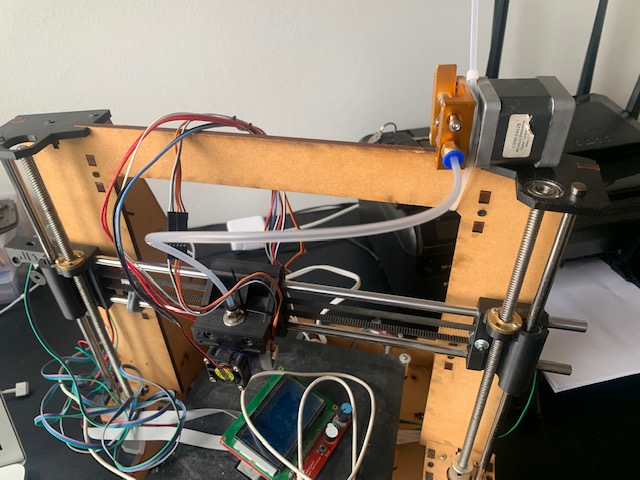
Em anexo seguem algumas fotos da extrusora e do hotend, não reparem a bagunça de fios, pois recém havia desmontado toda ela.
Abraços,
Tenho uma impressora que eu mesmo montei, meio que um frankenstein, pois tem recursos de vários impressoras e juntos "funcionaram".
Vamos lá, o que acontece é o seguinte. Ela nunca foi 100%, agora eu acabei instalando um BLTouch para fazer o nivelamento automático da mesa, imaginei que boa parte dos meus problemas estava ali, erro meu.
Atualmente eu não consigo imprimir mais nada, pois o hotend vive entupindo. Ele não entope no bico, e sim no pescoço. Quando eu consigo tirar o filamento de dentro, noto que a ponta (cerca de 4 mm) está mais grossa.
Tenho a impressão que ele não retrai o suficiente e fica numa área onde o calor ainda deixa ele mole, o que pela lógica, faria ele escorrer pela gravidade. Aí não sei se o problema está na montagem do meu hotend (o que imagino estar correto, pois não tem folgas entre o pescoço e o bico), se está na configuração da minha impressora (retração ou outra configuração - os passos estão conferidos), se é algo no Marlin, se é a altura do bico em relação à mesa, ou ainda se tenho algum problema na extrusora, que não recolhe o suficiente, ou que continua enviando filamento enquanto deveria travar.
Sempre tive este tipo de problema com ela, mas nunca consegui entender 100% o que é.
Sobre filamentos, estou usando um barato - eu sei - não testei ainda com uma alta qualidade, mas será que ele faria isso? Além disso, ainda sobre filamento, é um PLA e estou usando a temperatura de 180º, se usar mais, entope no bico, estou pensando em usar com 170º, mas já é abaixo do mínimo recomendado para este material.
Em anexo seguem algumas fotos da extrusora e do hotend, não reparem a bagunça de fios, pois recém havia desmontado toda ela.
Abraços,

Wanderson Lucena
Nov 27, 2021, 8:01:54 AM11/27/21
to repr...@googlegroups.com
pode ser varia coisas, mas vou dar algums detalhes que vc pode observar, para utilizar o pla é bom colocar um filtro com alguma gotas de oleo singer na espuma assim vai facilitar, outra coisa que vc deve levar em consideração pla traba ate 210° tranquilo. então da uma verificada no hotend se a gara esta encaixando certinho com o bico. e tb se o termopar esta encaixado certinho na possição dele. pois se não estiver ele vai apresentar uma falsa temperatura. sobre a retração pelo tamanho do ptfe coloca 4mm a 40mms de velocidade e testa e vai acertando. se caso ainda não conseguir retorna que podemos ver mais alaguma coisa.
--
Página da Lista: http://groups.google.com/group/reprapbr/about?hl=pt-BR
Versão Forum: https://groups.google.com/d/forum/reprapbr
---
Você está recebendo esta mensagem porque se inscreveu no grupo "RepRapBR" dos Grupos do Google.
Para cancelar inscrição nesse grupo e parar de receber e-mails dele, envie um e-mail para reprapbr+u...@googlegroups.com.
Para ver esta discussão na web, acesse https://groups.google.com/d/msgid/reprapbr/EA715DA1-AD29-4A01-BF32-88AAF8D3DD09%40jrmania.com.br.
--
Página da Lista: http://groups.google.com/group/reprapbr/about?hl=pt-BR
Versão Forum: https://groups.google.com/d/forum/reprapbr
---
Você está recebendo esta mensagem porque se inscreveu no grupo "RepRapBR" dos Grupos do Google.
Para cancelar inscrição nesse grupo e parar de receber e-mails dele, envie um e-mail para reprapbr+u...@googlegroups.com.
Para ver esta discussão na web, acesse https://groups.google.com/d/msgid/reprapbr/EA715DA1-AD29-4A01-BF32-88AAF8D3DD09%40jrmania.com.br.
--
Página da Lista: http://groups.google.com/group/reprapbr/about?hl=pt-BR
Versão Forum: https://groups.google.com/d/forum/reprapbr
---
Você está recebendo esta mensagem porque se inscreveu no grupo "RepRapBR" dos Grupos do Google.
Para cancelar inscrição nesse grupo e parar de receber e-mails dele, envie um e-mail para reprapbr+u...@googlegroups.com.
Para ver esta discussão na web, acesse https://groups.google.com/d/msgid/reprapbr/EA715DA1-AD29-4A01-BF32-88AAF8D3DD09%40jrmania.com.br.
--
Página da Lista: http://groups.google.com/group/reprapbr/about?hl=pt-BR
Versão Forum: https://groups.google.com/d/forum/reprapbr
---
Você está recebendo esta mensagem porque se inscreveu no grupo "RepRapBR" dos Grupos do Google.
Para cancelar inscrição nesse grupo e parar de receber e-mails dele, envie um e-mail para reprapbr+u...@googlegroups.com.
Para ver esta discussão na web, acesse https://groups.google.com/d/msgid/reprapbr/EA715DA1-AD29-4A01-BF32-88AAF8D3DD09%40jrmania.com.br.
--
Página da Lista: http://groups.google.com/group/reprapbr/about?hl=pt-BR
Versão Forum: https://groups.google.com/d/forum/reprapbr
---
Você está recebendo esta mensagem porque se inscreveu no grupo "RepRapBR" dos Grupos do Google.
Para cancelar inscrição nesse grupo e parar de receber e-mails dele, envie um e-mail para reprapbr+u...@googlegroups.com.
Para ver esta discussão na web, acesse https://groups.google.com/d/msgid/reprapbr/EA715DA1-AD29-4A01-BF32-88AAF8D3DD09%40jrmania.com.br.
Abraços,
Airton Júnior
(54) 99931-0631
--
Página da Lista: http://groups.google.com/group/reprapbr/about?hl=pt-BR
Versão Forum: https://groups.google.com/d/forum/reprapbr
---
Você está recebendo esta mensagem porque se inscreveu no grupo "RepRapBR" dos Grupos do Google.
Para cancelar inscrição nesse grupo e parar de receber e-mails dele, envie um e-mail para reprapbr+u...@googlegroups.com.
Para ver esta discussão na web, acesse https://groups.google.com/d/msgid/reprapbr/EA715DA1-AD29-4A01-BF32-88AAF8D3DD09%40jrmania.com.br.

fle...@gmail.com
Nov 27, 2021, 8:40:41 AM11/27/21
to RepRapBR
Eu apostaria na falta de resfriamento do heatbreak, a parte onde tem as aletas do hotend.
O filamento derrete no bloco de aquecimento mas antes ele tem de estar frio o suficiente pra poder empurrar a massa derretida no bico, se não esfria o suficiente o filamento engrossa e acaba travando na garganta.
Eu sei disso pq "pastei" um tempão no começo achando que o cooler do hotend era ligado na saída da ramps que vai pro "part cooler", que resfria a peça, vivia entupindo. Minha impressora tb é home made.
fle...@gmail.com
Nov 27, 2021, 8:44:04 AM11/27/21
to RepRapBR
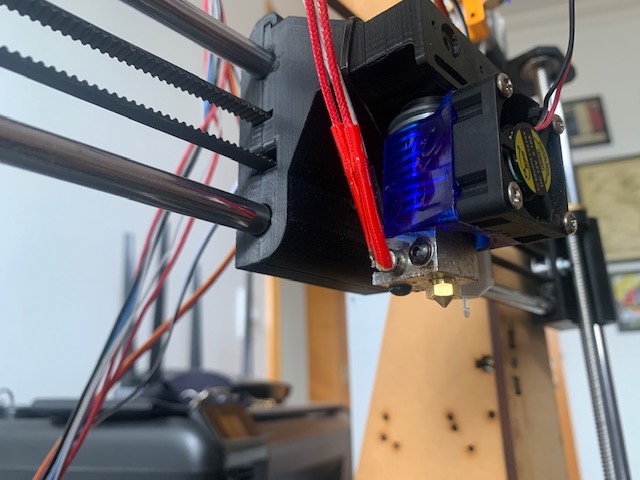
Outra coisa, olhando a foto do seu cooler do hotend, eu acho que ele está mau posicionado do jeito que está na foto parece que ele está ao contrário.

Mauro Perides
Nov 27, 2021, 12:38:24 PM11/27/21
to repr...@googlegroups.com
Olha, com PLA desde sempre tive problema com hotend all metal. Pode ser esse o caso tbm. Da uma conferida se o seu heatbreak tem o ptfe por dentro, se não tiver, a sugestão é trocar por um que tenha para ver se melhora.
Você recebeu essa mensagem porque está inscrito no grupo "RepRapBR" dos Grupos do Google.
Para cancelar inscrição nesse grupo e parar de receber e-mails dele, envie um e-mail para reprapbr+u...@googlegroups.com.
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/f4880bc3-0e8b-4b4e-88c6-367981400f65n%40googlegroups.com.

Eduardo HCS
Nov 27, 2021, 1:48:14 PM11/27/21
to repr...@googlegroups.com
Airton,
Vc já descobriu o problema!
Esse pescoço da sua impressora, com certeza, é de teflon. Não é ?!
O teflon tem um ponto de fusão lá pelos 300ºC, mas antes disso ele vai saindo do regime elástico para o regime plástico, por efeito da temperatura, e sofre uma "deformação plástica" permanente, daí o que vc observou, o filamento fica preso, com o diâmetro da ponta aumentado.
A solução é trocar esse teflon, e periódicamente, porque vai acontecer sempre, ou usar um pescoço metálico, que é a solução definitiva, mas te levará a outros problemas, até conseguir chegar no ponto certo.
Vc já descobriu o problema!
Esse pescoço da sua impressora, com certeza, é de teflon. Não é ?!
O teflon tem um ponto de fusão lá pelos 300ºC, mas antes disso ele vai saindo do regime elástico para o regime plástico, por efeito da temperatura, e sofre uma "deformação plástica" permanente, daí o que vc observou, o filamento fica preso, com o diâmetro da ponta aumentado.
A solução é trocar esse teflon, e periódicamente, porque vai acontecer sempre, ou usar um pescoço metálico, que é a solução definitiva, mas te levará a outros problemas, até conseguir chegar no ponto certo.
Em sáb., 27 de nov. de 2021 às 09:51, Airton Carlos Nichele Júnior <air...@jrmania.com.br> escreveu:
Airton Carlos Nichele Júnior
Nov 27, 2021, 3:35:10 PM11/27/21
to repr...@googlegroups.com
Na verdade não, o pescoço é All metal. Quando montei a impressora ele tinha o teflon, aí li sobre isso e troquei.
Eu vou tentar mudar os valores de retração como falaram, e também citaram o cooler não parte de alumínio do hot end. Como seria a posição correta?
Abraços,
Airton Júnior
(54) 99931-0631
Em 27 de nov. de 2021, à(s) 15:48, Eduardo HCS <eduar...@gmail.com> escreveu:
Você recebeu essa mensagem porque está inscrito no grupo "RepRapBR" dos Grupos do Google.
Para cancelar inscrição nesse grupo e parar de receber e-mails dele, envie um e-mail para reprapbr+u...@googlegroups.com.
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/CAL81ZA2tyEcpHLYFpo-Vn8SNRCcLWdAKFATVTgnU-GdDYbFSBg%40mail.gmail.com.
Eduardo HCS
Nov 27, 2021, 3:56:39 PM11/27/21
to repr...@googlegroups.com
Se o pescoço é todo de alumínio (alguns são alumínio por fora e teflon por dentro), só há uma possibilidade do filamento ficar com a ponta com diâmetro aumentado.
Deve haver uma espaço entre a ponta quente e o pescoço, ou seja, na transição do pescoço, para o canal dentro da ponta quente.
Só assim o filamento pode ficar com a ponta aumentada, dentro do pescoço "todo" de alumínio, não.
Deve haver uma espaço entre a ponta quente e o pescoço, ou seja, na transição do pescoço, para o canal dentro da ponta quente.
Só assim o filamento pode ficar com a ponta aumentada, dentro do pescoço "todo" de alumínio, não.
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/F34502E8-ADFF-421E-9897-7491BDDA4519%40jrmania.com.br.
Airton Carlos Nichele Júnior
Nov 27, 2021, 6:35:22 PM11/27/21
to repr...@googlegroups.com
Eu coloco o pescoço no bloco de alumínio e depois coloco o bico. Noto que eles de fato se encostam. Pois consigo mexer na altura do bico em relação ao bloco quando desenrosco o pescoço.
Além disso, depois de aquecido o bico eu dou mais uma apertada.
Este é o processo, certo?
Abraços,
Airton Júnior
(54) 99931-0631
Em 27 de nov. de 2021, à(s) 17:56, Eduardo HCS <eduar...@gmail.com> escreveu:
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/CAL81ZA2SYEmGi0k8PhQF3xF_BofPFE9pNefUYWPRh0Jux3Mjsg%40mail.gmail.com.
Eduardo HCS
Nov 27, 2021, 7:00:53 PM11/27/21
to repr...@googlegroups.com
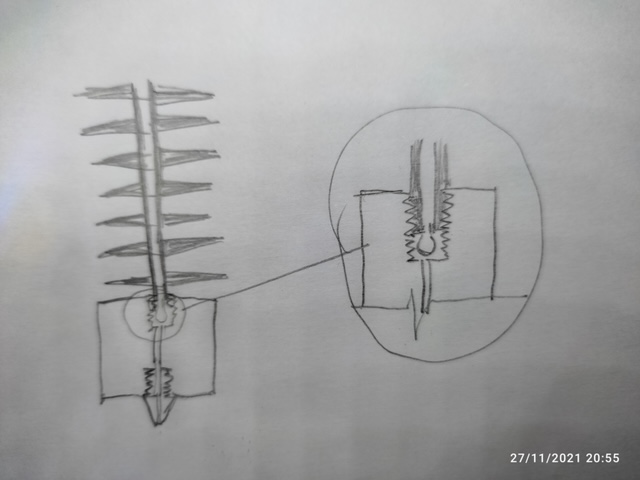
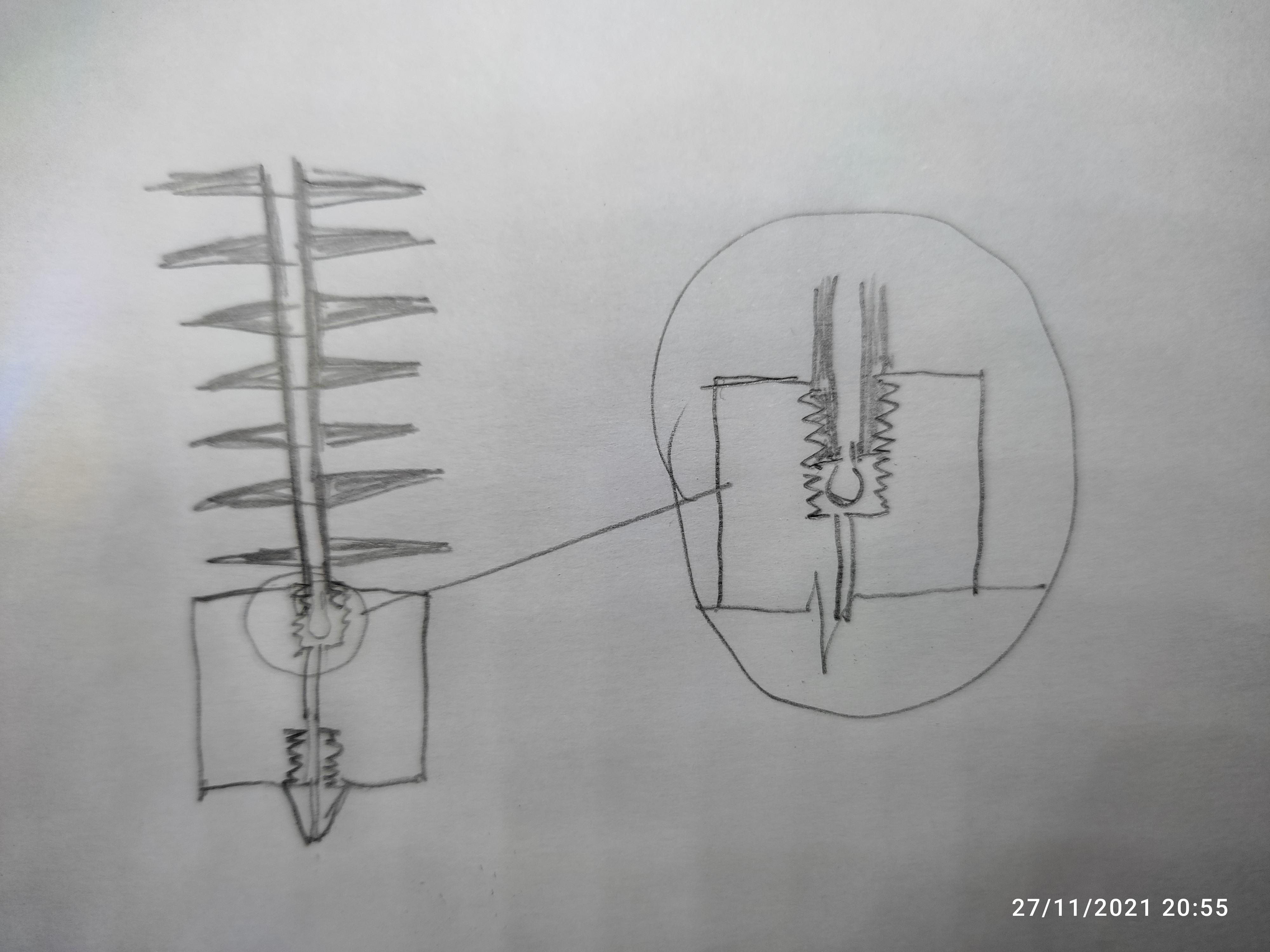
Coloquei o que disse no esboço, anexo
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/F9CC4564-6D78-45B4-9377-3E759894E265%40jrmania.com.br.
fle...@gmail.com
Nov 27, 2021, 7:14:50 PM11/27/21
to RepRapBR
Olhando melhor, não parece invertido mas, sim, parece que o suporte do cooler está mal posicionado, acho que o suporte do hotend está atrapalhando o posicionamento correto.
Airton Carlos Nichele Júnior
Nov 27, 2021, 8:13:52 PM11/27/21
to repr...@googlegroups.com
De fato ele está ficando um pouco mais pra baixo. Mas em teoria deveria dar problema mais em cima, neste caso, não?
Abraços,
Airton Júnior
(54) 99931-0631
Em 27 de nov. de 2021, à(s) 21:14, fle...@gmail.com <fle...@gmail.com> escreveu:
Olhando melhor, não parece invertido mas, sim, parece que o suporte do cooler está mal posicionado, acho que o suporte do hotend está atrapalhando o posicionamento correto.

Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/18ea17f0-9135-4d75-971e-f723390bd139n%40googlegroups.com.
Airton Carlos Nichele Júnior
Nov 27, 2021, 8:16:09 PM11/27/21
to repr...@googlegroups.com
Acho que entendi, amanhã vou desmontar ele e mando algumas fotos aqui no grupo, mas me parece que onde você cita elas se encontram certinho.
Abraços,
Airton Júnior
(54) 99931-0631
Em 27 de nov. de 2021, à(s) 21:00, Eduardo HCS <eduar...@gmail.com> escreveu:
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/CAL81ZA1afPu_BV4vkgYFU6jKXUg-p3XAfGKibQLc2xaa4Jsj0Q%40mail.gmail.com.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Airton Carlos Nichele Júnior
Nov 28, 2021, 7:06:16 AM11/28/21
to repr...@googlegroups.com
Pessoal, desmontei o hotend é realmente tem algo no pescoço, estou anexando várias fotos, e vocês vão notar que o filamento ficou preso dentro do pescoço, mesmo ele sendo All metal.
Outra dúvida, no dissipador de alumínio, o filamento pode ficar tão folgado do jeito que está numa das fotos, ou deve correr justo como no pescoço?
Alguém já passou por isso?
Também anexo a foto da ponta do filamento. Parece que há um espaço dentro do pescoço, pois vejam que a ponta está grossa, mas havia filamento preso dentro dele.







Abraços,
Airton Júnior
(54) 99931-0631
Em 27 de nov. de 2021, à(s) 22:13, Airton Carlos Nichele Júnior <air...@jrmania.com.br> escreveu:
De fato ele está ficando um pouco mais pra baixo. Mas em teoria deveria dar problema mais em cima, neste caso, não?
fle...@gmail.com
Nov 28, 2021, 2:23:33 PM11/28/21
to RepRapBR


 Olha só Airton, eu acho que pra imprimir com os filamentos mais comuns acho melhor usar a garganta com o teflon, o all metal eu acho que seria pra filamento que precisa de mais temperatura como o nylon, se eu estiver enganado o pessoal me corrija por favor.
Olha só Airton, eu acho que pra imprimir com os filamentos mais comuns acho melhor usar a garganta com o teflon, o all metal eu acho que seria pra filamento que precisa de mais temperatura como o nylon, se eu estiver enganado o pessoal me corrija por favor.Quanto ao formato filamento, aqui quando eu faço a troca, a ponta realmente sai nesse formato de "gota", inclusive, acho que no desenho do colega Eduardo ele mostra isso, então, se quando vc puxar o filamento e ele sair inteiro vai ter mesmo esse formato. Agora o que não pode é o filamento estar mais "gordo" na região onde o cooler trabalha, senão ele trava mesmo.
Voltando ao desenho do Eduardo, nele vc pode ver a importância da parte que precisa esfriar e a parte que precisa estar aquecida, se vc colocar o cooler trabalhando na altura do bloco aquecedor vc perde eficiência pq ali precisa estar quente, por outro lado, as aletas recebem menos fluxo de ar e não resfriam o filamento o suficiente pra manter ele na espessura certa pra poder empurrar e retrair.
Eu nunca usei all metal então não vou saber te dizer se é normal essa folga, mas na sua última foto parece que tem um resto de tubo ptfe nele. Tem uma foto onde vc mostra o conjunto garganta, bloco e bico, ali me parece que o bico não rosqueou todo até o bloco. Eu não uso mais esse modelo, mas lembro que eu primeiro rosqueava o bico e depois a garganta pra ficar na posição correta e o filamento derreter dentro da região do bico que está no bloco, coloquei uma foto pra vc ver, pra mim nunca deu problema assim.
Eu estou postando tb uma foto de um pedaço de filamento que tirei para fazer a troca, veja o diâmetro dele e um pedaço que não passou pela garganta, o diâmetro é o mesmo, só muda na parte que entra no bloco.
Eduardo HCS
Nov 28, 2021, 4:20:47 PM11/28/21
to repr...@googlegroups.com
Airton,
Uma coisa que, pra mim ajuda bastante, é colocar um script de finalização, que faz recolher o filamento, de forma que ele fique alojado na região mais acima, na parte fria, tipo recolher 2cm de filamento e na inicialização mando extrudar os 2 cm mais alguma coisa.
Dessa forma, o filamento vai ficar sempre livre para ser puxado/trocado.
Isso só não funciona, se a impressora for desligada antes da finalização da impressão.
Dessa forma, o filamento vai ficar sempre livre para ser puxado/trocado.
Isso só não funciona, se a impressora for desligada antes da finalização da impressão.
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/3D6E8F64-858C-4C3E-99BE-568E029CA425%40jrmania.com.br.
Airton Carlos Nichele Júnior
Nov 28, 2021, 7:52:11 PM11/28/21
to repr...@googlegroups.com
Meu problema acaba sendo durante a impressão. Este script que você cita, eu já faço manualmente. Então creio que não seja o problema.
De qualquer forma, quando desmontei para tirar as fotos, troquei o pescoço por outro novo que tinha e consegui imprimir uma peça em 54 minutos.
Notei que ela não ficou 100%, mas agora preciso apenas fazer as calibrações.
Aproveitando, como vocês calibram os passos da extrusora? Alguns que vi, usam o modelo todo montado, inclusive com o bico aquecido. Outros dizem apenas para medir quanto sai de filamento na boca da extrusora, ou na entrada. Qual é o mais acertivo?
Abraços,
Airton Júnior
(54) 99931-0631
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/CAL81ZA1osoko%3DJVXYu%2BPPeGQW0M%2B1g54cgtLWDeM36krRzEF0g%40mail.gmail.com.
fle...@gmail.com
Nov 29, 2021, 7:54:26 AM11/29/21
to RepRapBR
Eu uso o método da régua mesmo, usando um paquímetro digital, mando extrudar e vejo se avançou a quantidade certa.
Wanderson Lucena
Nov 29, 2021, 9:10:37 AM11/29/21
to repr...@googlegroups.com
Para calibrar vc faz a calibração dos passos. Depois vc imprime um cubo sem a parte de cima e de baixo e medi com paquimetro as laterais e vai bater com a medida das paredes tipo se vc imprimir em 2 parede seu bico é 0.4 entao ele tem que marcar 0.8 nas paredes. Fez esses passos esta pronta a calibração da estrusora.
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/e8f4619b-6585-4463-8bd8-7bb81c74ea6bn%40googlegroups.com.
Airton Júnior
Dec 19, 2021, 9:14:50 AM12/19/21
to RepRapBR
Olá, pessoal. Tudo certo por aí?
Acabei esperando algumas peças chegarem, e acho legal dar a continuidade no conteúdo, para caso alguém tenha o mesmo problema saber o que fiz.
Vamos lá. Desmontei todo o hotend novamente, limpei tudo, inclusive coloquei um bico novo.
Além disso, comprei uma pasta térmica que coloquei na garganta do hotend, na parte que fica em contato com o dissipador de alumínio. Além disso, nessas idas e vindas estraguei o termistor do hotend, então já foi um novo.
Atualizei o Marlin e ativei o Bed Leveling UBL (lembrando que uso BL Touch). Achei incrível o resultado e pretendo manter ele.
Tudo montado, comecei a seguir o tutorial de calibração da impressora deste tutorial aqui: (inclusive recomendo muito)
Cheguei quase até o fim de todas as etapas sem nenhum tipo de problema, ajustei eixos, steps, e na parte de temperatura e retração a impressora começou a entupir. Desmontei o hot end de novo, e na parte côncava da garganta (onde teria o tubo PTFL, mas o meu all metal) havia muito resíduo que estava entupindo. Nem chegava até o bico, tirei esse resíduo e notei que estava tudo esfarelado, parecia uma areia grossa. Então cheguei a conclusão que o meu filamento realmente é um lixo. Pois imprimi muita coisa sem problemas, e do nada isso aconteceu. Deve ser bem contaminado.
Sendo assim, comprei um novo filamento que deve chegar essa semana que se inicia e farei novos testes. De qualquer forma, com os ajustes do tutorial, pasta térmica, nivelamento UBL e as dicas que vocês me deram, tive excelentes resultados.
Assim que chegar no novo filamento atualizarei o conteúdo!
Abraços,
Em seg., 29 de nov. de 2021 às 12:49, Airton Júnior <air...@jrmania.com.br> escreveu:
Marcos, obrigado pelo retorno. De fato são os passos que sigo (tirando a parte da fita "veda rosca").Wanderson, existem vários tipos de calibração, este que você cita é do flow (vazão) que é feita no software normalmente. Entendo que também faz parte do processo, mas como meu problema de entupimento do bico não está no sentido da qualidade ainda (que é o caso deste teste que você sugeriu) pode ser que os passos da minha extrusora estão muito altos, então ao invés de empurrar 10mm de material, ele empurra 15mm e entope o bico. Por isso quero acertar isso antes de partir para as calibrações.Obrigado por enquanto, pessoal. Toda ajuda está sendo bem válida!Em seg., 29 de nov. de 2021 às 10:53, Marcos Oliveira <marcosra...@gmail.com> escreveu:Salve Airton, td bem amigo?Estive dando uma acompanhada na sua saga e mesmo estando na pressa, tenho umas dicas a te passar, espero que ajude.Aquela parte mais grossa que sai na ponta do filamento, pela foto que vc mandou, está normal, ela fica um pouco mais grossa mesmo. Inclusive demonstra que quando vc sacou o filamento, ele realmente trouxe a parte sólida completa e limpou o canal do heatbreak, ok? A furação do local onde entra o filamento é mais largo mesmo, não está errado.Mas para montar o conjunto, siga os passos:1- monte a garganta (roscada) no dissipador e no bloco de aquecimento - se você tiver pasta térmica para passar na rosca será melhor ainda, mas não é obrigatório;2- passe umas duas voltas de fita teflon (aquela branca usada pra cano d'agua) na rosca do bico e rosqueie - não precisa apertar muito, mas vc tem que ter certeza de que a base do bico encostou na base da garganta;3- instale a resistência, sensor...toda a fiação.4- Ligue o aquecimento em uns 200ºC, após aquecido, trave o bloco com uma chave e dê o aperto final no bico (sem exagerar). Quando apertado a quente, os metais vão se acomodar melhor, só que para retirar depois quando frio é muito difícil, na desmontagem precisará aquecer também.Faça esses passos, coloque o filamento e aqueça o conjunto, atenção que PLA não deverá trabalhar a menos de 185ºC, qualquer marca. Nessa temperatura você deverá conseguir empurrar o filamento bem facilmente com as mãos. Depois disso, coloque para trabalhar normalmente com o extrusor/tracionador.Já passei por isso e esses passos resolveram meu problema.Espero que dê certoAbraçoMarcos Oliveira
Para ver essa discussão na Web, acesse https://groups.google.com/d/msgid/reprapbr/3D6E8F64-858C-4C3E-99BE-568E029CA425%40jrmania.com.br.
--Airton Júnior(54) 99931-0631
--
Airton Júnior
(54) 99931-0631
Reply all
Reply to author
Forward
0 new messages