[Refinery Pedia] Specifications of Refinery Gases
76 views
Skip to first unread message

Moneer
Sep 8, 2011, 6:27:57 AM9/8/11
to refine...@googlegroups.com
Introduction
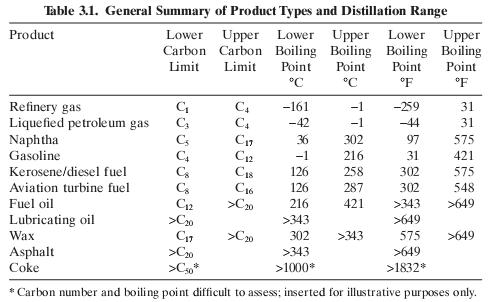
The terms of "petroleum gas" and "refinery gas" are often used to allow identifyng LPG (Liquefied Petroleum Gas) or even gas that come from the top of a refinery distillation column. "petroleum gas” not only describes LPG but also refinery gas and natural gas .In this Post, each gas is refered by its name instead of the term petroleum gas (ASTM D-4150). Also, the composition of each gas different (Table 3.1)and recognition here is very important before testing any protocols applied.
The first and most important aspect of gaseous testing is the measurement of the volume of gas (ASTM D-1071). In this test method, several techniques are described can be used for any purpose where it is necessary to know the quantity of gas fuel (ASTM D-1071). Besides, the thermophysical properties of methane (ASTM D-3956), ethane (ASTM D-3984),propane (ASTM D-4362), n-butane (ASTM D-4650), and iso-butane (ASTM D-4651) should be ready to use.
Liquefied Petroleum Gas
(LPG) is a blend of the gaseous hydrocarbons propane and butane that are produced during natural gas refining, petroleum stabilization, and petroleum refining. The propane and butane can be derived from natural gas or from refinery operations,but in the latter case substantial proportions of the corresponding olefins will be present and must be separated.The hydrocarbons are normally liquefied under pressure for transportation and storage.
The presence of propylene and butylenes in liquefied petroleum gas used as fuel gas is not critical. The vapor pressures of these olefins are slightly higher than those of propane and butane and the flame speed is substantially higher, but this may be an advantage because the flame speeds of propane and butane are slow.However,one issue that often limits the amount of olefins in liquefied petroleum gas is the propensity of the olefins to form soot.
In addition, liquefied petroleum gas is usually available in different grades (usually specified as Commercial Propane, Commercial Butane, Commercial Propane-Butane (P-B) Mixtures, and Special Duty Propane)(Rawlinson and Ward,1973). During the use of liquefied petroleum gas,the gas must vaporize completely and burn satisfactorily in the appliance without causing any corrosion or producing any deposits in the system. Commercial Propane consists predominantly of propane and/or propylene, whereas Commercial Butane is mainly composed of butanes and/or butylenes. Both must be free from harmful amounts of toxic constituents and free from mechanically entrained water (which may be further limited by specifications) (ASTM D-1835). Analysis by gas chromatography is possible.
Commercial Propane-Butane mixtures are produced to meet particular requirements such as volatility, vapor pressure, specific gravity, hydrocarbon composition, sulfur and its compounds, corrosion of copper, residues, and water content.These mixtures are used as fuels in areas and at times where low ambient temperatures are less frequently encountered.Analysis by gas chromatography is possible (ASTM D-5504,ASTM D-6228). Special Duty Propane is intended for use in spark-ignition engines, and the specification includes a minimum motor octane number to ensure satisfactory antiknock performance. Propylene CH3CHCH2 has a significantly lower octane number (ASTM D-2623) than propane, so there is a limit to the amount of this component that can be tolerated in the mixture. Analysis by gas chromatography is possible (ASTM D-5504, ASTM D6228)
Liquefied petroleum gas and liquefied natural gas can share the facility of being stored and transported as a liquid and then vaporized and used as a gas.To achieve this,liquefied petroleum gas must be maintained at a moderate pressure but at ambient temperature.The liquefied natural gas can be at ambient pressure but must be maintained at a temperature of roughly –1 to 60°C (30–140°F).In fact,in some applications it is actually economical and convenient to use liquefied petroleum gas in the liquid phase. In such cases, certain aspects of gas composition (or quality such as the ratio of propane to butane and the presence of traces of heavier hydrocarbons, water, and other extraneous materials) may be of lesser importance compared with the use of the gas in the vapor phase.
For normal (gaseous) use, the contaminants of liquefied petroleum gas are controlled at a level at which they do not corrode fittings and appliances or impede the flow of the gas. For example, hydrogen sulfide (H2S) and carbonyl sulfide (COS) should be absent. Organic sulfur to the level required for adequate odorization (ASTM D-5305), or stenching, is a normal requirement in liquefied petroleum gas; dimethyl sulfide (CH3SCH3) and ethyl mercaptan (C2H5SH) are commonly used at a concentration of up to 50 ppm.Natural gas is similarly treated,possibly with a wider range of volatile sulfur compounds. The presence of water in liquefied petroleum gas (or in natural gas) is undesirable because it can produce hydrates that will cause, for example, line blockage due to the formation of hydrates under conditions where the water dew point is attained (ASTM D-1142). If the amount of water is above acceptable levels, the addition of a small amount of methanol will counteract any such effect.
In addition to other gases,liquefied petroleum gas may also be contaminated by higher-boiling constituents such as the constituents of middle distillates to lubricating oil.These contaminants become included in the gas
In addition to other gases,liquefied petroleum gas may also be contaminated by higher-boiling constituents such as the constituents of middle distillates to lubricating oil.These contaminants become included in the gas
during handling and must be prevented from reaching unacceptable levels. Olefins and especially diolefins are prone to polymerization and should be removed.
Natural Gas
Natural gas is found in petroleum reservoirs as free gas (associated gas), in solution with petroleum in the reservoir (dissolved gas),or in reservoirs that contain only gaseous constituents and no (or little) petroleum (unassociated gas) (Austin, 1984; Speight, 1999; Cranmore and Stanton,2000).The hydrocarbon content varies from mixtures of methane and ethane with very few other constituents (dry gas) to mixtures containing all of the hydrocarbons from methane to pentane and even hexane (C6H14) And heptane (C7H16) (wet gas) In both cases, some carbon dioxide (CO2) and inert gases, including helium (He), are present together with hydrogen sulfide (H2S) and a small quantity of organic sulfur. Although the major subject of this chapter is liquefied petroleum gas,the term “petroleum gas(es)” in this context is also used to describe the gaseous phase and liquid phase mixtures comprised mainly of methane to butane (from C1 to C4 Hydrocarbons) that are dissolved in the crude oil and natural gas, as well as gases produced during thermal processes in which the crude oil is converted to other products. It is necessary, however, to acknowledge that in addition to the hydrocarbons, gases such as carbon dioxide, hydrogen sulfide, and ammonia are also produced during petroleum refining and will be constituents of refinery gas that must be removed. Olefins are also present in the gas streams of various processes and are not included in liquefied petroleum gas but are removed for use in petrochemical operations (Crawford et al.,1993).
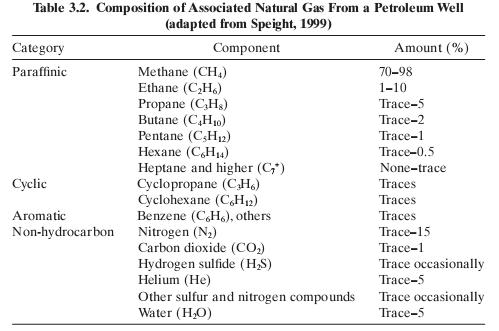
Raw natural gas varies greatly in composition (Table 3.2), and the constituents can be several of a group of hydrocarbons (Table 3.3) and non-hydrocarbons. The treatment required to prepare natural gas for

distribution as a industrial or household fuel is specified in terms of the use and environmental regulations. Carbon dioxide (ASTM D-1137, ASTM D-1945, ASTM D-4984) in excess of 3% is normally removed for reasons of corrosion prevention (ASTM D-1838).Hydrogen sulfide (ASTM D-2420,ASTM D-2385,ASTM D-2725, ASTM D-4084, ASTM D-4810) is also removed, and the odor of the gases must not be objectionable (ASTM D-6273) so mercaptan content (ASTM D-1988, ASTM D-2385) is important. A simple lead acetate test (ASTM D-2420, ASTM D-4084) is available for detecting the presence of hydrogen sulfide and is an additional safeguard that hydrogen sulfide not be present (ASTM D-1835). Methyl mercaptan, if present, produces a transitory yellow stain on the lead acetate paper that fades completely in less than 5 min. Other sulfur compounds (ASTM D-5504, ASTM D-6228) present in liquefied petroleum gas do not interfere.
In the lead acetate test (ASTM D-2420),the vaporized gas is passed over moist lead acetate paper under controlled conditions. Hydrogen sulfide reacts with lead acetate to form lead sulfide, resulting in a stain on the
paper varying in color from yellow to black depending on the amount of hydrogen sulfide present. Other pollutants can be determined by gas chromatography (ASTM D-5504,ASTM D-6228).
The total sulfur content (ASTM D-1072,ASTM D-2784,ASTM D-3031) is normally acceptably low and frequently so low that it needs augmenting by means of alkyl sulfides,mercaptans,or thiophenes to maintain an accept able safe level of odor. The hydrocarbon dew point is reduced to such a level that retrograde condensation, that is, condensation resulting from pressure drop, cannot occur under the worst conditions likely to be experienced in the gas transmission system. Similarly, the water dew point is reduced to a level suffi cient to preclude formation of C1 to C4 hydrates in the system.
The natural gas after appropriate treatment for acid gas reduction,odorization, and hydrocarbon and moisture dew point adjustment (ASTM D-1142) would then be sold within prescribed limits of pressure, calorific value,and possibly Wobbe index [cv/(sp.gr.)].
Refinery gas is the noncondensable gas that is obtained during distillation or treatment (cracking, thermal decomposition) of petroleum (Austin, 1984; Speight, 1999; Robinson and Faulkner, 2000). It consists mainly of hydrogen (H2), methane (CH4), ethane (C2H6), propane (C3H8), butane (C4H10), and olefins (RCH=CHR1, where R and R1 can be hydrogen or a methyl group) and may also include off-gases from petrochemical processes (Table 3-3). Olefins such as ethylene (ethene, CH2=CH2, boiling point: –104°C, –155°F), propene (propylene, CH3CH=CH2, boiling point: –47°C, –53°F), butene (butene-1, CH3CH2CH=CH2, boiling point: –5°C, 23°F) iso-butylene [(CH3)2C=CH2, boiling point –6°C, 21°F], cis- and trans-butene-2 (CH3CH=CHCH3, boiling point: ~1°C, 30°F), and butadiene (CH2=CHCH=CH2, boiling point: –4°C, 24°F) as well as higher-boiling olefins are produced by various refining processes.

Refinery Gas
Refinery gas is the noncondensable gas that is obtained during distillation or treatment (cracking, thermal decomposition) of petroleum (Austin, 1984; Speight, 1999; Robinson and Faulkner, 2000). It consists mainly of hydrogen (H2), methane (CH4), ethane (C2H6), propane (C3H8), butane (C4H10), and olefins (RCH=CHR1, where R and R1 can be hydrogen or a methyl group) and may also include off-gases from petrochemical processes (Table 3-3). Olefins such as ethylene (ethene, CH2=CH2, boiling point: –104°C, –155°F), propene (propylene, CH3CH=CH2, boiling point: –47°C, –53°F), butene (butene-1, CH3CH2CH=CH2, boiling point: –5°C, 23°F) iso-butylene [(CH3)2C=CH2, boiling point –6°C, 21°F], cis- and trans-butene-2 (CH3CH=CHCH3, boiling point: ~1°C, 30°F), and butadiene (CH2=CHCH=CH2, boiling point: –4°C, 24°F) as well as higher-boiling olefins are produced by various refining processes.
In all cases, it is the composition of the gas in terms of hydrocarbon type that is more important in the context of the application. For example, in petrochemical applications, the presence of propylene and butylene above 10% v/v can have an adverse effect on hydrodesulfurization before steam reforming. On the other hand, petrochemical processes, such as in the production of iso-octane from iso-butane and butylene, can require the exclusion of the saturated hydrocarbons. Refinery gas specifications will vary according to the gas quality available and the end use (Rawlinson and Ward, 1973; Johansen, 1998). For fuel uses, gas as specified above presents little difficulty when used as supplied. Alternatively, a gas of constant Wobbe index, say for gas turbine use, could readily be produced by the user. Part of the combustion air would be diverted into the gas stream by a Wobbe index controller. This would be set to supply gas at the lowest Wobbe index of the undiluted gas.
Residual refinery gases, usually in more than one stream, which allows a degree of quality control, are treated for hydrogen sulfide removal, and gas sales are usually on a thermal content (calorific value, heating value) basis with some adjustment for variation in the calorific value and hydrocarbon type (Rawlinson and Ward, 1973; McKetta, 1993; Speight, 1993; Cranmore and Stanton, 2000).
SAMPLING
One of the more critical aspects for the analysis of low-boiling hydrocarbons is the question of volumetric measurement (ASTM D-1071) and sampling (ASTM D-1145, ASTM D-1247, ASTM D-1265). However, sampling liquefied petroleum gas from a liquid storage system is complicated by existence of two phases (gas and liquid), and the composition of the supernatant vapor phase will, most probably, differ from the composition of the liquid phase. Furthermore, the compositions of both phases will vary as a sample
(or sample) is removed from one or both phases. An accurate check of composition can only be made if samples are taken during filling of the tank or from a fully charged tank.
In general, the sampling of gaseous constituents and of liquefied gases is the subject of a variety of sampling methods (ASTM D-5503), such as the manual method (ASTM D-1265, ASTM D-4057), the floating piston cylinder method (ASTM D-3700), and the automatic sampling method (ASTM D-4177, ASTM D-5287). Methods for the preparation of gaseous and liquid blends are also available (ASTM D-4051, ASTM D-4307), including the sampling and handling of fuels for volatility measurements (ASTM D-5842).
Sampling methane (CH4) and ethane (C2H6) hydrocarbons is usually achieved using stainless steel cylinders, either lined or unlined. However, other containers may also be used depending on particular situations. For
example, glass cylinder containers or polyvinyl fluoride (PVF) sampling bags may also be used but, obviously, cannot be subjected to pressures that are far in excess of ambient pressure. The preferred method for sampling propane (C3H8) and butane (C4H10) hydrocarbons is by the use of piston cylinders (ASTM D-3700), although sampling these materials as gases is also acceptable in many cases. The sampling of propane and higher-boiling hydrocarbons is dependent upon the vapor pressure of the sample .
Piston cylinders or pressurized steel cylinders are recommended for high-vapor-pressure sampling where significant amounts of low-boiling gases are present, whereas atmospheric sampling may be used for samples having a low vapor pressure.
PROPERTIES AND TEST METHODS
Hydrocarbon gases are amenable to analytical techniques, and there has been the tendency (and it remains) for the determination of both major constituents and trace constituents more than is the case with the heavier
hydrocarbons.The complexity of the mixtures that are evident as the boiling point of petroleum fractions and petroleum products increases makes identification of many of the individual constituents difficult, if not impossible. In addition, methods have been developed for the determination of physical characteristics such as calorific value, specific gravity, and enthalpy from the analyses of mixed hydrocarbon gases, but the accuracy does suffer when compared with the data produced by methods for the direct determination
of these properties.
Bulk physical property tests, such as density and heating value, as well as some compositional tests, such as the Orsat analysis and the mercuric nitrate method for the determination of unsaturation, are still used. However, the choice of a particular test rests on the decision of the analyst that, in turn, depends on the nature of the gas under study. For example, judgment by the analyst is necessary as to whether or not a test
that is applied to liquefied petroleum gas is suitable for natural gas insofar as inference from the non-hydrocarbon constituents will be minimal.
Calorific Value (Heat of Combustion)
Satisfactory combustion of hydrocarbon gases depends on the matching of burner and appliance design with certain gas characteristics. Various types of test methods are available for the direct determination of calorific value (ASTM D-900, ASTM D-1826, ASTM D-3588, ASTM D-4981).
The most important of these are the Wobbe index [WI; or Wobbe number = calorific value/(specific gravity] and the flame speed, usually expressed as a factor or an arbitrary scale on which the value of hydrogen is 100. This factor can be calculated from the gas analysis. In fact, calorific value and spe-
cific gravity can be calculated from compositional analysis (ASTM D-3588).
The Wobbe number gives a measure of the heat input to an appliance through a given aperture at a given gas pressure. By using this as a vertical coordinate and the flame speed factor (fsf) as the horizontal coordinate a combustion diagram can be constructed for an appliance, or a whole range of appliances, with the aid of appropriate test gases. This diagram shows the area within which variations in the WI and fsf of gases may occur for the given range of appliances without resulting in incomplete combustion, flame lift, or the lighting back of preaerated flames. This method of prediction of combustion characteristics is not sufficiently accurate to eliminate entirely the need for the practical testing of new gases.
Another important combustion criterion is the gas modulus, M = P/W, where P is the gas pressure and W is the Wobbe number of the gas. This must remain constant if a given degree of aeration is to be maintained in a preaerated burner using air at atmospheric pressure.
Composition
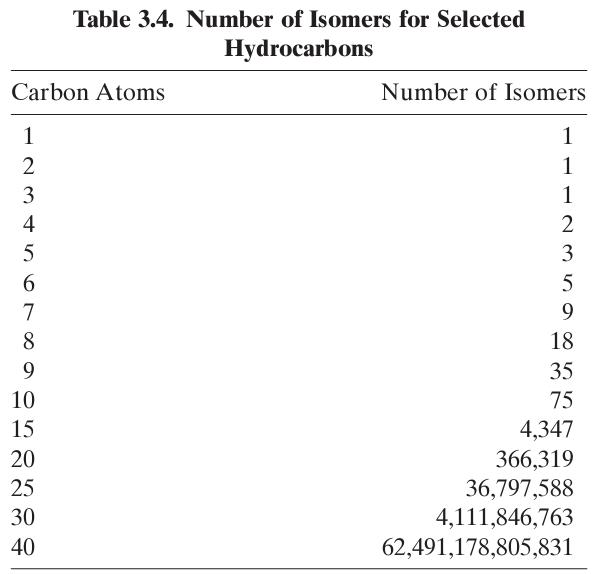
Liquefied petroleum gas, natural gas, and refinery gas are mixtures of products or naturally occurring materials and, fortunately, are relatively simple mixtures that do not suffer the complexities of the isomeric variations of the higher-molecular-weight hydrocarbons (Table 3.4; Drews, 1998).
Thus, because of the lower-molecular-weight constituents of these gases and their volatility, gas chromatography has been the technique of choice for fixed gas and hydrocarbon speciation and mass spectrometry is also a method of choice for compositional analysis of low-molecular-weight hydrocarbons (ASTM D-2421, ASTM D-2650). More recently, piggyback methods (such as gas chromatography/mass spectrometry and other double-technique methods) have been developed for the identification of gaseous and low-boiling liquid constituents of mixtures. The hydrocarbon composition is limited as to the total amount of ethane, butane, or pentane as well as ethylene and total dienes.
By limiting the amount of hydrocarbons that are lower boiling than the main component, the vapor pressure control is reinforced.Tests are available for vapor pressure at 100°F (38°C) (ASTM D-1267) and at 113°F
(45°C). The limitation on the amount of higher-boiling hydrocarbons supports the volatility clause. The vapor pressure and volatility specifications will often be met automatically if the hydrocarbon composition is correct.
The amount of ethylene is limited because it is necessary to restrict the amount of unsaturated components so as to avoid the formation of deposits caused by the polymerization of the olefin(s). In addition, ethylene (boiling point: –104°C, –155°F) is more volatile than ethane (boiling point: –88°C, –127°F), and therefore a product with a substantial proportion of ethylene will have a higher vapor pressure and volatility than one that is predominantly ethane. Butadiene is also undesirable because it may also produce polymeric products that form deposits and cause blockage of lines.
Currently the preferred method for the analysis of liquefied petroleum gas, and indeed for most petroleum-related gases, is gas chromatography (ASTM D-2163). This technique can be used for the identification and measurement of both main constituents and trace constituents. However, there may be some accuracy issues that arise in the measurement of the higher-boiling constituents because of relative volatility under the conditions in which the sample is held.
Capillary column gas chromatography is an even quicker and equally accurate alternative. Mass spectrometry (ASTM D-1137) is also suitable for analysis of petroleum gases. Of the other spectroscopic techniques, infrared and ultraviolet absorption may be applied to petroleum gas analysis for
some specialized applications. Gas chromatography has also largely supplanted chemical absorption methods of analysis, but again these may have some limited specialized application.
Once the composition of a mixture has been determined it is possible to calculate various properties such as specific gravity, vapor pressure, calorific value and dew point.
Simple evaporation tests in conjunction with vapor pressure measurement give a further guide to composition. In these tests a liquefied petroleum gas sample is allowed to evaporate naturally from an open graduated vessel. Results are recorded on the basis of volume/temperature changes, such as the temperature recorded when 95% has evaporated or the volume left at a particular temperature (ASTM D-1837).
Because dew point can be calculated from composition, direct determination of dew point for a particular liquefied petroleum gas sample is a measure of composition. It is, of course, of more direct practical value and
if there are small quantities of higher-molecular-weight material present, it is preferable to use a direct measurement.
Specific gravity again can be calculated, but if it is necessary to measure it several pieces of apparatus are available. For determining the density or specific gravity of liquefied petroleum gas in its liquid state there are two methods using a metal pressure pycnometer. A pressure hydrometer may be used (ASTM D-1267) for the relative density that may also be calculated from composition al analysis (ASTM D-2598). Various procedures, manual and recording, for specific gravity or density in the gaseous state are given in two methods (ASTM D-l070). Calculation of the density is also possible using any one of four models, depending on the composition of the gas (ASTM D-4784).
Gases such as ethane that are destined for use as petrochemical feedstocks must adhere to stringent composition controls that are dependent on the process. For example, moisture content (ASTM D-1142), oxygen content (ASTM D-1945), carbon dioxide content (ASTM D-1945), and sulfur content (ASTM D-1072) must be monitored because they all interfere with catalyst performance in petrochemical processes.
The hydrocarbon composition of natural gasoline (although not specifically a gas) for petrochemical use must undergo a compositional analysis (ASTM D-2427) and a test for total sulfur (ASTM D-1266).
The presence of any component substantially less volatile than the main constituents of the liquefied petroleum gas will give rise to unsatisfactory performance. It is difficult to set limits for the amount and nature of the “residue” that will make a product unsatisfactory. Obviously, small amounts of oily material can block regulators and valves. In liquid vaporizer feed systems even gasoline-type material could cause difficulty.
The residue (ASTM D-2158) is a measure of the concentration of contaminants boiling above 37.8°C (100°F) that may be present in the gas.
Determination of the residue by the end point index (EPI) endeavors to give a measure of the heavier hydrocarbons, but the relationship between EPI, hydrocarbon range, and performance is not established.
Other methods are available that measure residue more directly, and for particular applications it may be possible to relate the values obtained to the performance required and so to set satisfactory limits.
Analytical methods are available in standard form for determining volatile sulfur content and certain specific corrosive sulfur compounds that are likely to be present. Volatile sulfur determination is made by a com-
bustion procedure (ASTM D-l26) that uses a modification of the standard wick-fed lamp. Many laboratories use rapid combustion techniques with an oxy-hydrogen flame in a Wickbold or Martin-Floret burner (ASTM D-2784 ).
This test method (ASTM D-2784) is valid for sulfur levels of >1 mg/g of sulfur in liquefied petroleum gas, but the samples should not contain more than 100 mg/g of chlorine. In the test, the sample is burned in an oxyhydrogen burner or in a lamp in a closed system in a carbon dioxide-oxygen atmosphere. The latter is not recommended for trace quantities of sulfur because of the inordinately long combustion times needed. The sulfur oxides produced are absorbed and oxidized to sulfuric acid in a hydrogen peroxide solution. The sulfate ions are then determined by either titrating with barium perchlorate solution and a thorinmethylene blue mixed indicator or by precipitating as barium sulfate and measuring the turbidity of
the precipitate with a photometer.
Trace hydrocarbons that may be regarded as contaminants may be determined by the gas chromatographic methods already discussed. Heavier hydrocarbons in small amounts may not be completely removed from the
column. If accurate information is required about the nature and amount of heavy ends then temperature programming or a concentration procedure may be used.
Analytical methods for determining traces of various other impurities, such as chlorides (ASTM D-2384), are known to be in use. The presence of acetylenes in refinery gases, although unlikely, must still be considered. Acetylenes can be determined with a chemical test method, whereas carbonyls are determined by the classic hydroxylamine hydrochloride reaction (ASTM D-1089).
The determination of traces of higher-boiling hydrocarbons and oily matter involves use of a method for residue that involves a preliminary weathering. The residue after weathering is dissolved in a solvent, and the
solution is applied to a filter paper. The presence of residue is indicated by the formation of an oil stain. The procedure is taken further by combining the oil stain observation with other observed values to calculate an end point index (ASTM D-2158). The method is not very precise, and work is proceeding in several laboratories to develop a better method for the determination of residue in the form of oily matter.
In liquefied petroleum gas where the composition is such that the hydrocarbon dew point is known to be low, a dew point method will detect the presence of traces of water (ASTM D-1142).
The odor of liquefied petroleum gas must be detectable to avoid the risk of explosion. Odor is a very subjective matter, and no standard method is available. It is desirable to set up some system in which the concentration of gas can be measured in relation to its explosive limits and in which some variables can be standardized, for example, flow rate and orifice size. This will ensure that in any one location the liquefied petroleum gas is always being assessed under similar conditions from day to day.
Propane, iso-butane (boiling point: –12°C, 11°F), and butane generally constitute this sample type and are used for heating and motor fuels and as chemical feedstocks (ASTM D-2597, ASTM D-2504, ASTM D-2505).
Procedures for the determination of hydrogen, helium, oxygen, nitrogen, carbon monoxide, carbon dioxide, methane, ethene, ethane, propane, butanes, pentanes, and hexanes-plus in natural and reformed gases by packed column gas chromatography are available (ASTM D-1945, ASTM D-1946). These compositional analyses are used to calculate many other properties of gases, such as density, heating value, and compressibility. The first five components listed are determined with a molecular sieve column (argon carrier gas), whereas the remaining components are determined with polydimethylsiloxane partition or porous polymer columns. The hexanes-plus analysis is accomplished by backflushing the column after the
elution of pentane or by the use of a backflushed precolumn.
Important constituents of natural gas not accounted for in these analyses are moisture (water) and hydrogen sulfide, as well as other sulfur compounds (ASTM D-1142, ASTM D-1988, ASTM D-5454, ASTM D-4888, ASTM D-5504, ASTM D-6228).
Olefins (ethylene, propylene, butylenes, and pentylenes) that occur in refinery (process) gas have specific characteristics and require specific testing protocols (ASTM D-5234, ASTM D-5273, ASTM D-5274).
Thus hydrocarbon analysis of ethylene is accomplished by two methods (ASTM D-2505, ASTM D-6159), one of which (ASTM D-6159) uses widebore (0.53 mm) capillary columns, including a Al2O3/KCl PLOT column. Another method (ASTM D-2504) is recommended for determination of noncondensable gases, and yet another (ASTM D-2505) is used for the determination of carbon dioxide.
Hydrocarbon impurities in propylene can be determined by gas chromatographic methods (ASTM D-2712, ASTM D-2163), and another test is available for determination of traces of methanol in propylene (ASTM Test Method D4864). A gas chromatographic method (ASTM D-5303) is available for the determination of trace amounts of carbonyl sulfide in propylene with a flame photometric detector. Also, sulfur in petroleum gas can be determined by oxidative microcoulometry (ASTM D-3246).
Commercial butylenes, high-purity butylenes, and butane-butylene mixtures are analyzed for hydrocarbon constituents (ASTM D-4424), and hydrocarbon impurities in 1,3-butadiene can also be determined by gas
chromatography (ASTM D-2593). The presence of butadiene dimer and styrene is determined in butadiene by gas chromatography (ASTM D-2426).
Carbonyls in C4 hydrocarbons are determined by a titrimetric technique (ASTM D-4423) and by use of a peroxide method (ASTM D-5799).
In general, gas chromatography will undoubtedly continue to be the method of choice for characterization of light hydrocarbon materials. New and improved detection devices and techniques, such as chemiluminescence, atomic emission, and mass spectroscopy, will enhance selectivity, detection
limits, and analytical productivity. Laboratory automation through autosampling, computer control, and data handling will provide improved precision and productivity, as well as simplified method operation.
Compositional analysis can be used to calculate calorific value, specific gravity, and compressibility factor (ASTM D-3588).
Mercury in natural gas is also measured by atomic fluorescence spectroscopy (ASTM D-6350) and by atomic absorption spectroscopy (ASTM D-5954)
Density
The density of light hydrocarbons can be determined by several methods (ASTM D-1070) including a hydrometer method (ASTM D-1298) and a pressure hydrometer method (ASTM D-1657). The specific gravity (relative density) (ASTM D-1070, ASTM D-1657) by itself has little significance compared with its use for higher-molecular-weight liquid petroleum products and can only give an indication of quality characteristics when combined with values for volatility and vapor pressure. It is important for stock quantity calculations and is used in connection with transport and storage.
Sulfur
The manufacturing processes for liquefied petroleum gas are designed so that the majority, if not all, of the sulfur compounds are removed. The total sulfur level is therefore considerably lower than for other petroleum fuels, and a maximum limit for sulfur content helps to define the product more completely. The sulfur compounds that are mainly responsible for corrosion are hydrogen sulfide, carbonyl sulfide, and, sometimes, elemental sulfur. Hydrogen sulfide and mercaptans have distinctive unpleasant odors.
Control of the total sulfur content, hydrogen sulfide, and mercaptans ensures that the product is not corrosive or nauseating. Stipulating a satisfactory copper strip test further ensures control of corrosion.
Total sulfur in gas can be determined by combustion (ASTM D-1072), by the lamp method (ASTM D-1266), or by hydrogenation (ASTM D-3031, ASTM D-4468). Trace total organic and bound nitrogen is determined (ASTM D-4629). The current test method for heavy residues in liquefied petroleum gas (ASTM D-2158) involves evaporation of a liquefied petroleum gas sample, measuring the volume of residue and observing the residue for oil stain on a piece of filter paper.
Corrosive sulfur compounds can be detected by their effect on copper and the form in which the general copper strip corrosion test (ASTM D-l838) for petroleum products is applied to liquefied petroleum gas. Hydrogen sulfide can be detected by its action on moist lead acetate paper, and a procedure is also used as a measure of sulfur compounds. The method follows the principle of the standard Doctor test.
Volatility and Vapor Pressure
The vaporization and combustion characteristics of liquefied petroleum gas are defined for normal applications by volatility, vapor pressure, and, to a lesser extent, specific gravity.
Volatility is expressed in terms of the temperature at which 95% of the sample is evaporated and presents a measure of the least volatile component present (ASTM D-1837). Vapor pressure is, therefore, a measure of the most extreme low-temperature conditions under which initial vaporization can take place. By setting limits on vapor pressure and volatility jointly the specification serves to ensure essentially single-component products for the butane and propane grades (ASTM D-1267, ASTM D-2598). By
combining vapor pressure/volatility limits with specific gravity for propane-butane mixtures, essentially two-component systems are ensured.
The residue (ASTM D-1025, ASTM D-2158), that is, nonvolatile matter, is a measure of the concentration of contaminants boiling above 37.8°C (100°F) that may be present in the gas.
For natural gasoline, the primary criteria are volatility (vapor pressure) and knock performance. Determination of the vapor pressure (ASTM D-323, ASTM D-4953, ASTM D-5190, ASTM D-5191) and distillation profile (ASTM D-216) is essential. Knock performance is determined by rating in knock test engines by both the motor method (ASTM D-2700) and the research method (ATSM-2699). The knock characteristics of liquefied petroleum gases can also be determined .
Other considerations for natural gasoline are copper corrosion (ASTM D-130) and specific gravity (ASTM D-1298), the latter determination being necessary for measurement and transportation.
Water
It is a fundamental requirement that liquefied petroleum gas should not contain free water (ASTM D-2713). Dissolved water may give trouble by forming hydrates and giving moisture vapor in the gas phase. Both of these will lead to blockages. Therefore, test methods are available to determine the presence of water using electronic moisture analyzers (ASTM D-5454), dew-point temperature (ASTM D-1142), and length-of-stain detector tubes (ASTM D-4888).
REFERENCES ASTM. 2000. Annual Book of ASTM Standards. American Society for Testing and Materials, West Conshohocken, PA.
|
--
Posted By Moneer to Refinery Pedia at 9/08/2011 03:27:00 AM
Reply all
Reply to author
Forward
0 new messages