Block XY movement below safeZ

Łukasz

Litterio Andrea Guainella

{kind=link}
{kind=link}
mark maker
Hi Łukasz
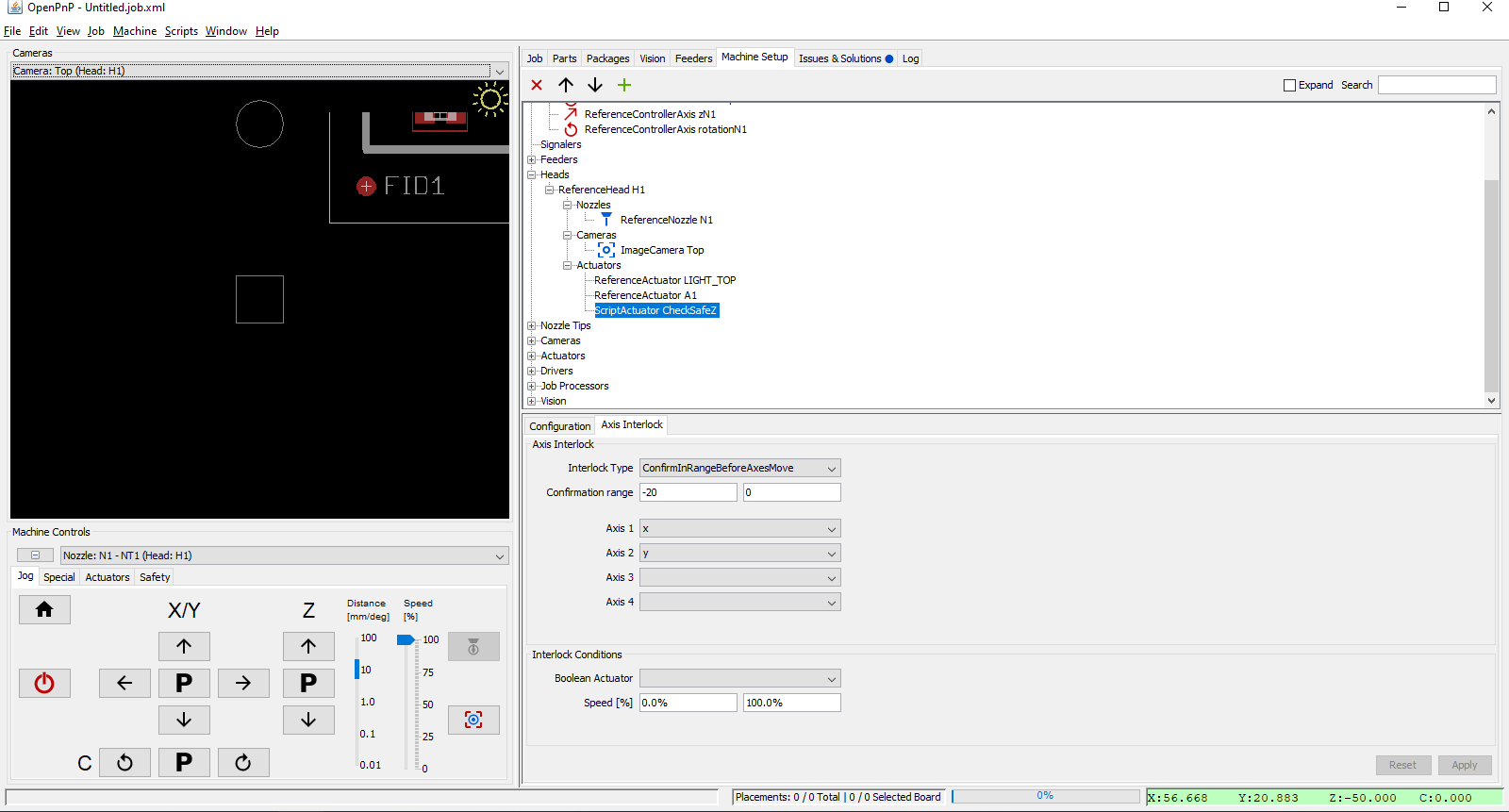
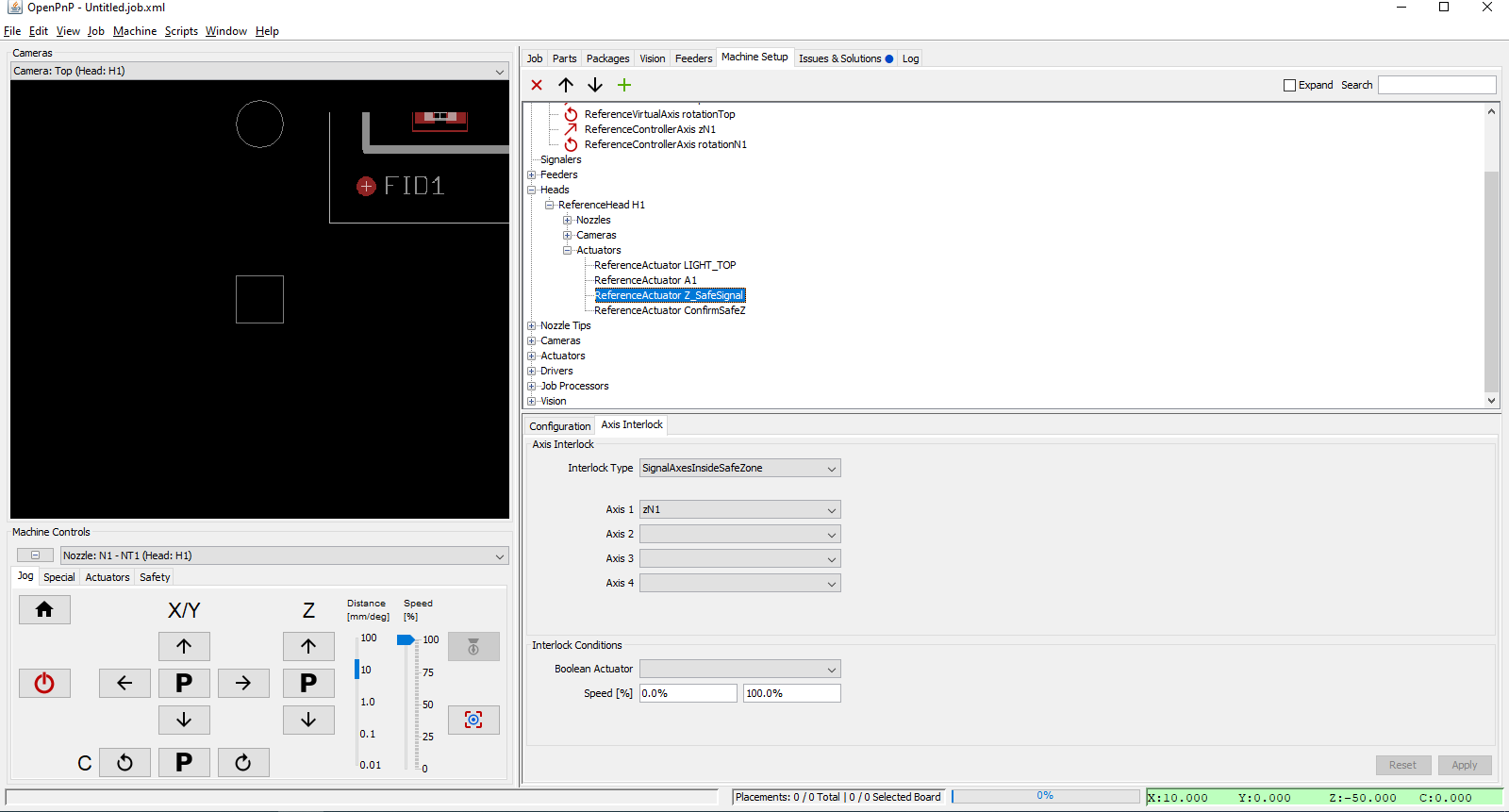
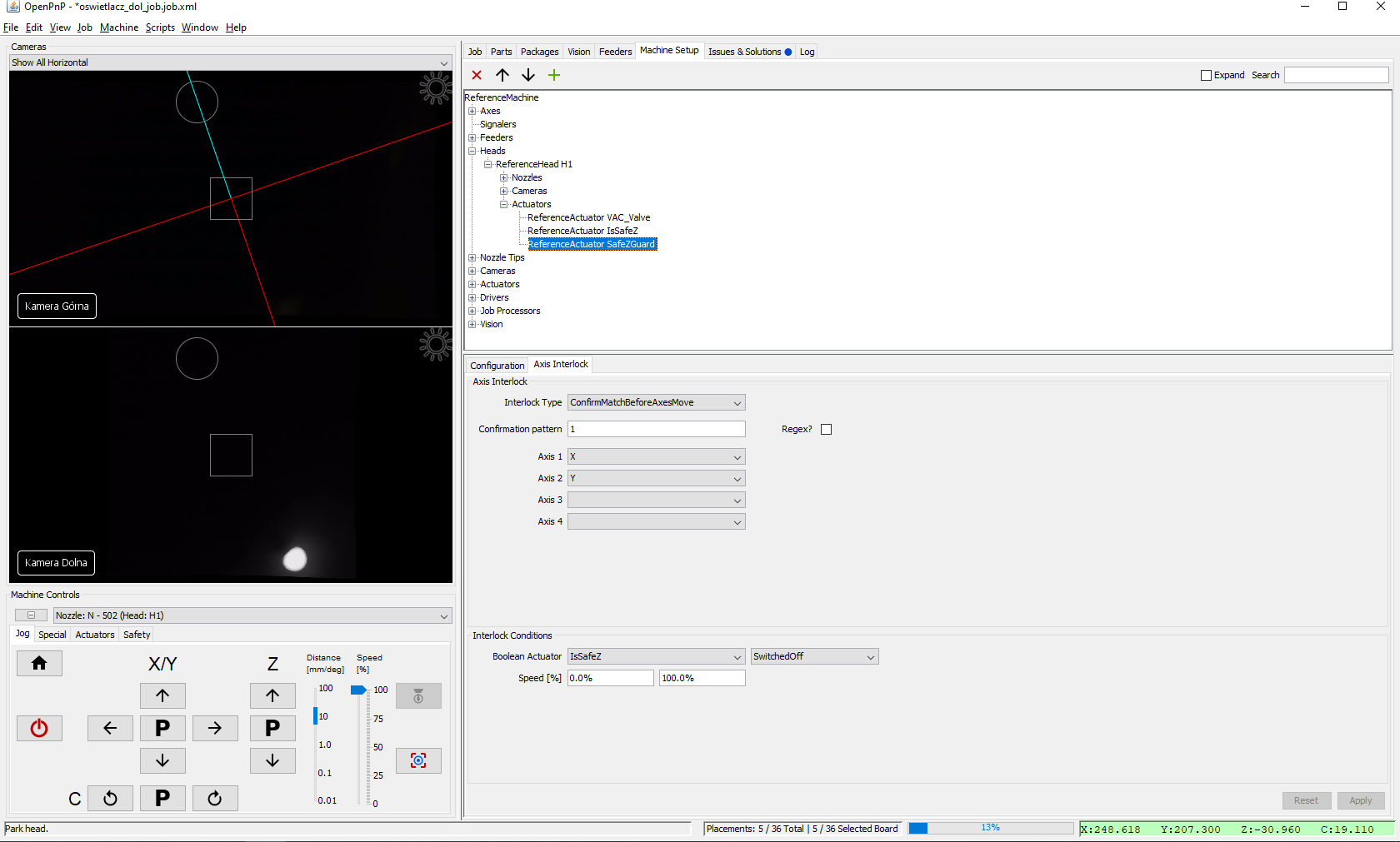
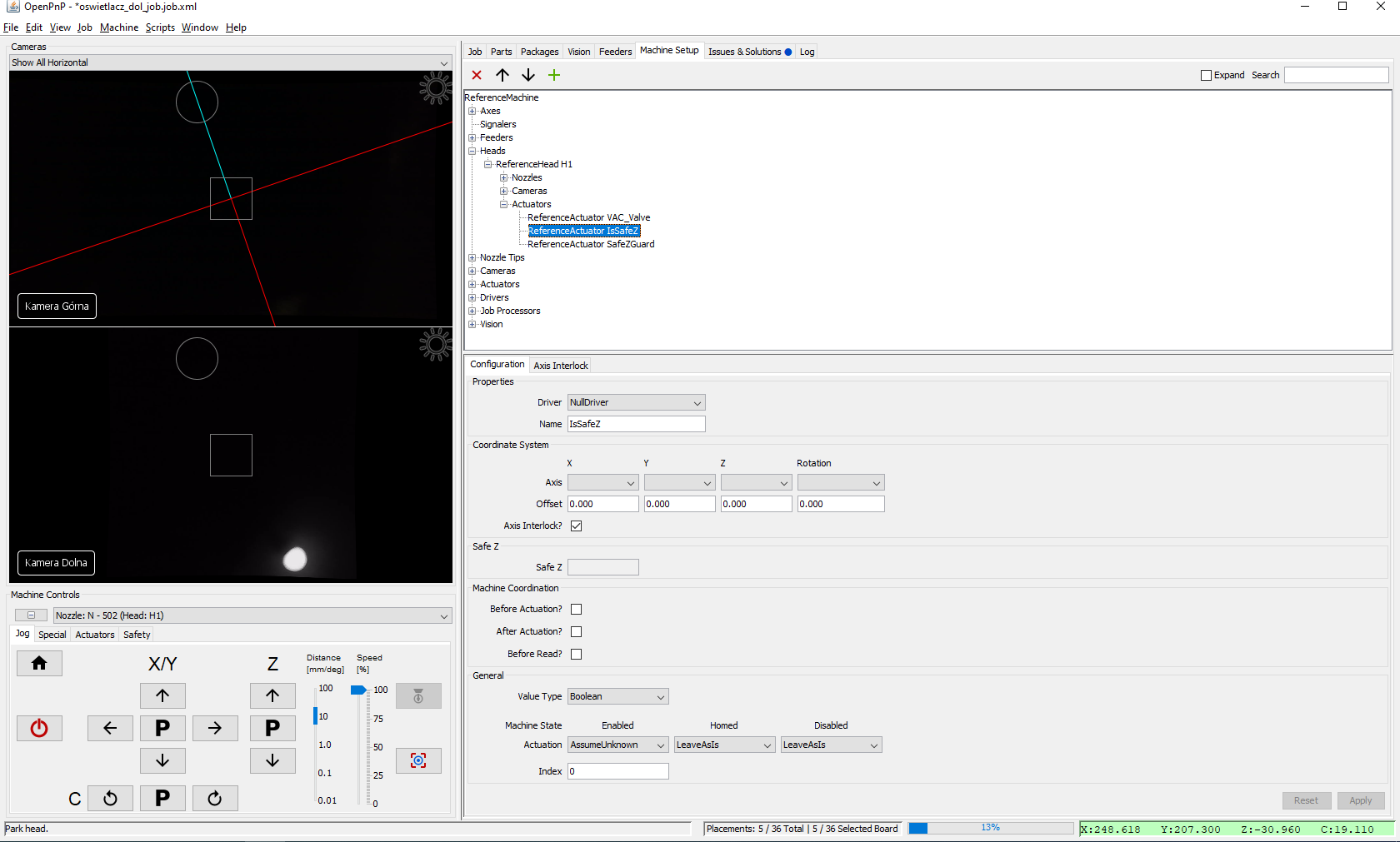
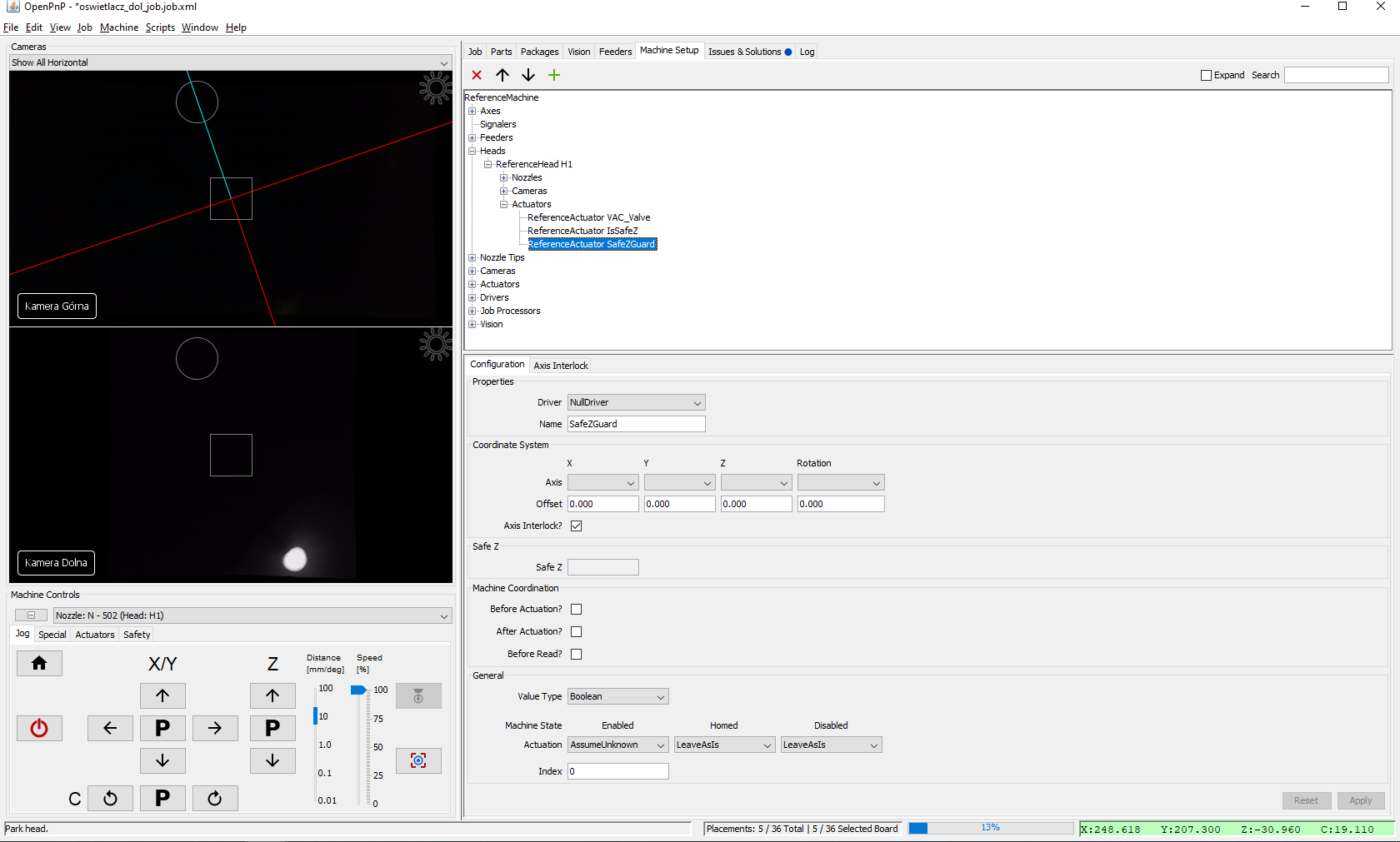
If you wanted to do exactly what you describe, you can do it natively with the axis interlock actuators (no scripts needed).
Combine a Signal Axes Inside Safe Zone actuator with a Confirm Match Before Axes Move.
https://github.com/openpnp/openpnp/wiki/Axis-Interlock-Actuator#axis-interlock
But OpenPnP does not usually work with these restrictions, you need to move in X/Y when down in Z, such as when nozzle tip changing, or during bottom vision, to adjust the offsets (if camera focal plane is outside Safe Z), and if you use certain feeders, actuated by nozzle/actuator movements, like the BlindsFeeder or the PushPullFeeder, also sometimes DragFeeder, LeverFeeder.
The concern to bump the nozzles is typical for the machine build
phase. It usually goes away once things are properly set up and
operated with the proper "action buttons" functionality that
always go to Safe Z while moving. Manual jogging is practically
never used anymore, once the machine is set up. Consider using
reduced speeds wile jogging is needed, collisions are still ugly,
but at least for the usual stepper driven machines nothing breaks
permanently, or you may even be fast enough using your Emergency
Stop.
One major thing that I found made my concerns go away was to sink the nozzle tip changer in the table:
https://makr.zone/pick-place-machine-first-simulated-small-test-run/66/
Agreed, that does still not prevent crash if Z is even lower, but
in my case it made a big difference (I bumped my nozzle on the
changer multiple times, and once so hard I had to re-square the
machine; that's when I finally sunk it beneath the table surface).
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/c6dfb5f3-2064-4b6a-8fb6-9b54da9fc4a8n%40googlegroups.com.
Łukasz
{kind=link}
{kind=link}
Łukasz
Łukasz
2022-09-14 17:40:06.014 ActuatorInterlockMonitor TRACE: IsSafeZ interlock actuation changes to false
2022-09-14 17:40:06.014 ReferenceActuator DEBUG: IsSafeZ.actuate(false)
2022-09-14 17:40:06.014 NullDriver DEBUG: actuate(IsSafeZ, false)
2022-09-14 17:40:06.515 GcodeDriver DEBUG: [serial://COM1] >> M204 S1778446.65 G1 Z-30.9600 F253029.80 ; move to target, 5000
2022-09-14 17:40:06.530 GcodeDriver$ReaderThread TRACE: [serial://COM1] << ok
2022-09-14 17:40:06.530 GcodeDriver TRACE: [serial://COM1] confirmed M204S1778446.65G1Z-30.96F253029.8
{kind=link}
{kind=link}
{kind=link}
{kind=link}