Automatic Machine Calibration using Issues & Solutions

ma...@makr.zone

Jonathan Oxer
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f1713243-6e84-457a-add1-58da80fd5258n%40googlegroups.com.

Shai
ma...@makr.zone
> Is the idea to then use this to integrate auto focus camera or is that wishful thinking? ;)
No, the camera is a normal fixed focus ELP. The "Auto-Focus" is
done by the nozzle Z, it brings the nozzle tip point into focus
perfectly, then setting the camera Z (which will make sure it is
used for all bottom vision in the future).
_Mark
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/dBg7txMB0R0/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/fcae0ddd-5a01-499e-8c79-81c03224fc96n%40googlegroups.com.
ma...@makr.zone
Or did I misunderstand you?
Nozzle driven Auto-Focusing is already used to learn part heights, if that is what you mean:
https://github.com/openpnp/openpnp/wiki/Up-looking-Camera-Auto-Focus
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/940666ae-2f9f-d986-53ce-dee2b006165a%40makr.zone.
Shai
ma...@makr.zone
> My thinking was auto focus for different heights for the
downward looking cam.
Well, within reasonable Z distances this is not needed. As you
see (in the video) the secondary fiducial is quite blurred, but
not a problem to recognize, if you are using my Circular Symmetry
stage:
https://youtu.be/md68n_J7uto?t=81
This also works for other "probabilistic" stages, like Template Match. Using these, I see all simple feeder (sprocket hole) and nozzle tip changer vision applications covered. Precision applications like visual homing and sophisticated feeders with OCR/QR codes etc. should really always use PCB surface level Z.
The important thing for simple "on top of surface" feeders etc., is to get the Units per Pixel right, dependent on feeder pick Z (for instance). And that's coming soon! 😎
Btw. the underlying 3D Units per Pixel work was done by Tony
Luken, so this will mostly be his merit!
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/957b1695-a02f-4146-9fea-f02dfebad5d3n%40googlegroups.com.

fxframes
ma...@makr.zone
😃
ma...@makr.zone
Forgot the link to the Pull Request with extensive description
(sorry about that):
https://github.com/openpnp/openpnp/pull/1248
See also:
https://makr.zone/openpnp-automatic-machine-calibration-with-issues-solutions/676/
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f5367164-078c-437d-b15a-fb28f5736fcfn%40googlegroups.com.

james.edwa...@gmail.com
Mark, this looks fantastic. It must have been a huge amount of work! I am looking forward to implememting it. I have a question: Does it require auto-focus camers? Mine are fixed focus.
Best, Jim
From: ope...@googlegroups.com <ope...@googlegroups.com> On Behalf Of ma...@makr.zone
Sent: Saturday, August 14, 2021 5:18 PM
To: ope...@googlegroups.com
Subject: Re: [OpenPnP] Re: Automatic Machine Calibration using Issues & Solutions
Forgot the link to the Pull Request with extensive description (sorry about that):
https://github.com/openpnp/openpnp/pull/1248
See also:
https://makr.zone/openpnp-automatic-machine-calibration-with-issues-solutions/676/
_Mark
Am 15.08.2021 um 00:01 schrieb ma...@makr.zone:
Hi,
I've made the Pull Requests and merged/deployed it as a testing version.
For those who haven't seen the video yet:
Important: this is not yet officially accepted into OpenPnP, it is still to be discussed with Jason (@vonnieda) and others and may need changes.
So if you try this out, be sure to save a backup of your machine.xml from before the upgrade and be ready to go back!
Download here:
This will need some broad machine spectrum testing, who's helping?
😃
Thanks!
_Mark
On Friday, August 13, 2021 at 1:19:03 AM UTC+2 ma...@makr.zone wrote:
Hi all
I've uploaded a video of the Automatic Machine Calibration using Issues & Solutions that I'm working on:
This is mostly done and tested on my machine, but I still have to parcel out the Pull Request(s), so it will take some time before this pops up in the OpenPnP (testing) version.
What do you think? ;-)
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f5367164-078c-437d-b15a-fb28f5736fcfn%40googlegroups.com.
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/1945ea9a-421d-550b-d19e-67d6ea7a63ea%40makr.zone.
ma...@makr.zone
Jim,
thanks for the praise.
> Does it require auto-focus camers? Mine are fixed focus.
No special camera needed, the "auto-focus" is not done by
adjusting the lens, but by moving the subject i.e. the
nozzle tip in Z.
It determines the focal plane i.e. the Z coordinate, where the
bottom camera sees the subject most sharp (highest contrasts
observed). It then sets this as the Z coordinate of the camera
position.
Later, when parts need to be aligned, or nozzle tips calibrated,
those will be brought to exactly that Z height.
Btw. there is already an automatic part height detection in
OpenPnP for some time now. Read more about this here:
https://github.com/openpnp/openpnp/wiki/Up-looking-Camera-Auto-Focus
_Mark
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/dBg7txMB0R0/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/085801d791d3%2400b3cf70%24021b6e50%24%40gmail.com.

Zdenko Stanec

jdlv
Hi Mark,
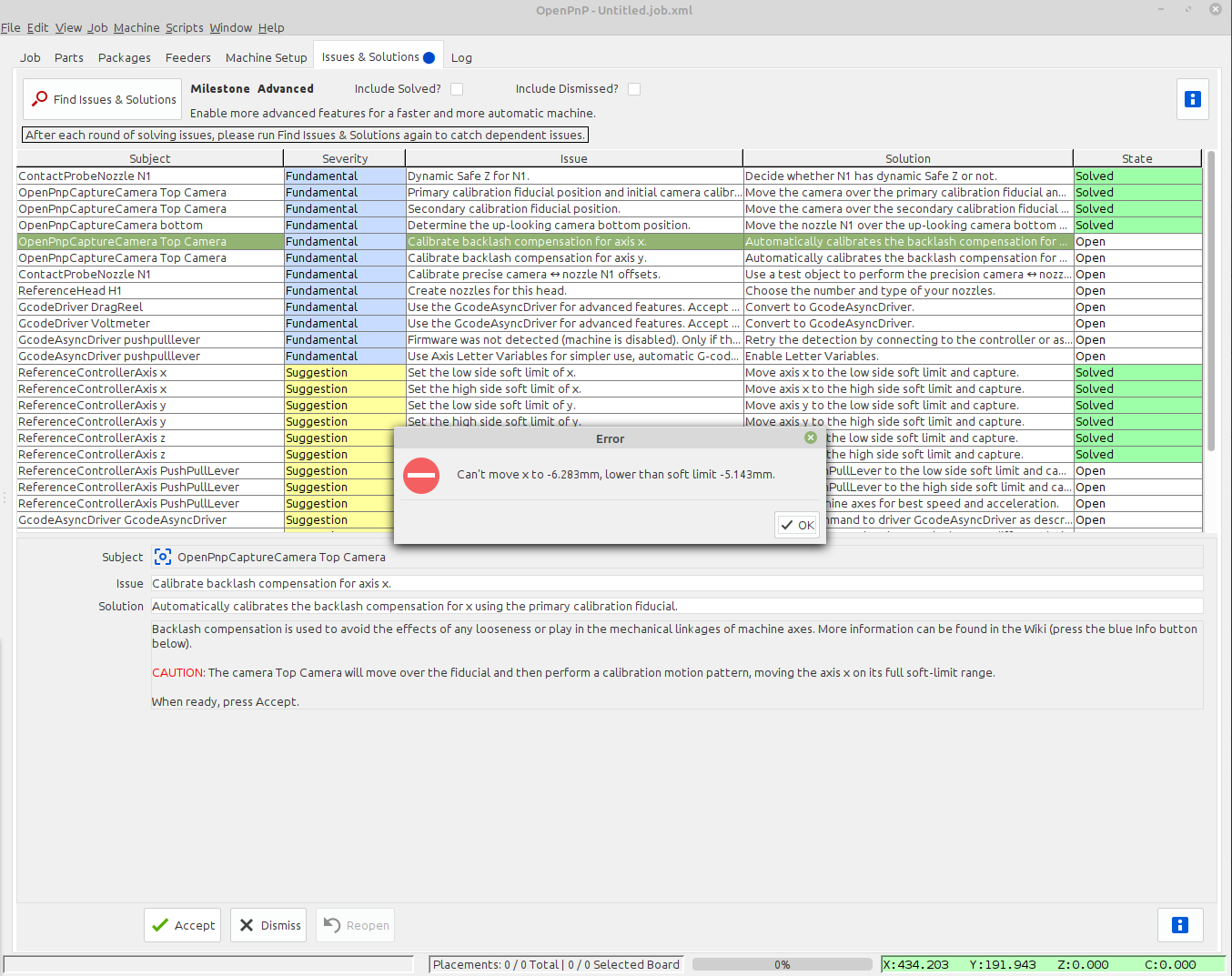
backlash compensation issue and solution stops with an error, see attached screenshot.
Nozzle offset calibration doesn't move the nozzle down so the confetti never moves. Do I have to set the nozzle at confetti Z before?
Have a nice day
joël
--
jdlv
Just in case, the backlash autosetup log.
Thanks
joël
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/961ec7ac-9bb0-9713-345c-c679eb9d19fe%40makr.zone.

tony...@att.net
ma...@makr.zone
Hi jdlv,
Thanks for testing! 😄
There are two issues:
- The first was already pointed out by Tony. I guess your
fiducial is too close to the soft limit, you need a ~120mm+ X, Y
distance from soft limits, even better is a machine central
location. I must improve that Wiki section:
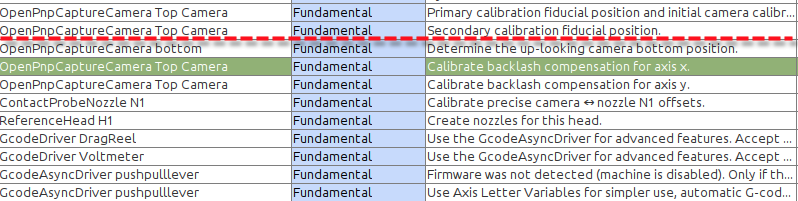
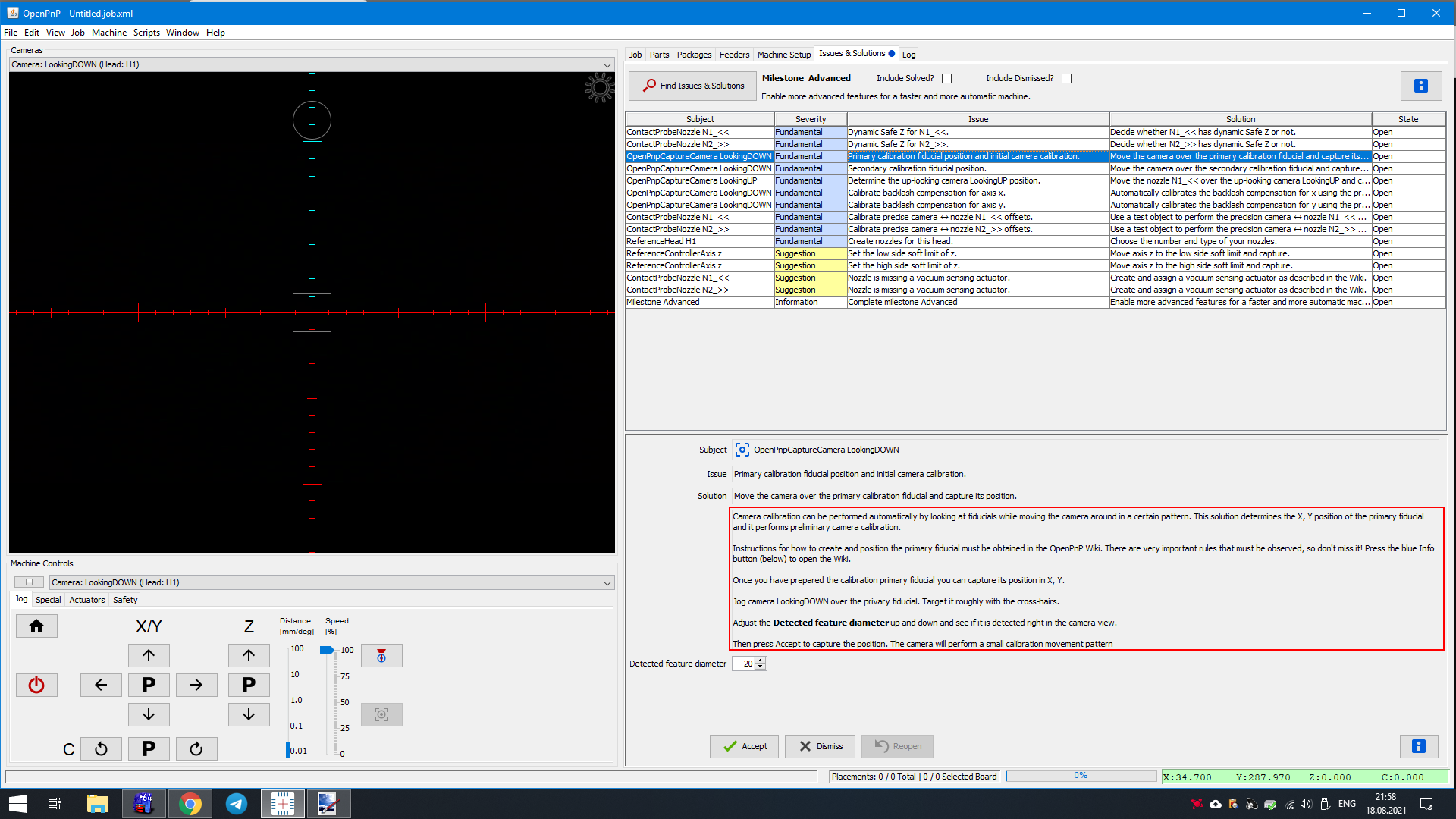
https://github.com/openpnp/openpnp/wiki/Vision-Solutions#calibration-primary-fiducial - The second is a dependency bug (thanks for reporting it): All
these following steps (under the red dashed line) should not
appear, before you set the fiducial Z is also set by moving
the Nozzle to the two fiducials. These two steps correctly
only appear when you press "Find Issues & Solutions" again,
after having solved the first two, i.e. after having set the
pair of fiducial X and Y. But the others (that now erroneously
appear) should only pop up even later, after you have
set the fiducials' Z as well, and after you pressed "Find Issues
& Solutions" yet again. Each of these solutions builds on
top of the others. You may have a look at the video and will
understand why this information is needed.
I will fix these bugs as soon as possible, until then please
press "Find Issues & Solutions" after each solved solution.
Again thanks everybody for testing! 👍👍
_Mark
I suspect you need to move your calibration fiducials farther away from the edge of your machine so that there is room to maneuver around the fiducial. Make sure you place them such that you can jog the camera and see the fiducial in all four corners of the image without running into any soft limits/limit switches.
On Tuesday, August 17, 2021 at 1:32:50 PM UTC-5 jdlv...@gmail.com wrote:
Just in case, the backlash autosetup log.
Thanks
joël
Hi Mark,
backlash compensation issue and solution stops with an error, see attached screenshot.
Nozzle offset calibration doesn't move the nozzle down so the confetti never moves. Do I have to set the nozzle at confetti Z before?
Have a nice day
joël
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/c27d417d-e3cc-48f9-b455-e09f1a1a9bebn%40googlegroups.com.
ma...@makr.zone
I might add, that some of this may be due to you probably not
following the Milestones. You're probably already at Milestone
"Advanced" with your already setup machine. Therefore, the
Milestones all appear "heaped up".
A user with a fresh machine will instead move up Milestone by
Milestone and these "premature" solutions will not appear. Still
I'll try and insert a dependency check, because I guess this is a
realistic situation.
If you want, you can switch back to earlier Milestones to check
this out:
https://github.com/openpnp/openpnp/wiki/Issues-and-Solutions#milestones--tracking-progress
See the Outline here:
https://github.com/openpnp/openpnp/wiki/Issues-and-Solutions#the-milestones
Btw. Wiki feedback is equally welcome.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/8c6f424f-fa28-31cc-f36c-3c88ae92b33f%40makr.zone.
jdlv
the test rig is in the middle of the working area, more than 400m
away from the X limits. The log shows this just before the error,
the last 2 moves:
2021-08-17 20:25:47.923 AbstractHeadMountable DEBUG: Top Camera.moveTo((433.867017, 191.759117, 0.000000, 0.000000 mm), 0.25)
2021-08-17 20:25:47.924 AbstractHeadMountable DEBUG: Top Camera.moveTo((-5.142914, 191.759117, 0.000000, 0.000000 mm), 1.0)
at X = 433.867017 the camera is where the fiducial is, -5.142914 is far away and more than the 120mm required.
Pressing "Find Issues & Solutions" after each solved solution helps a lot! Camera - nozzle offset is now calibrated.
Thank you for your great work!
joël
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/40689ef8-1924-ae81-5d42-e1e9d268352d%40makr.zone.
ma...@makr.zone
Hi joël
> the test rig is in the middle of the working area, more than 400m away from the X limits.
Finally found it.
Background: As part of the calibration it will move right to/from
the soft limits (maximum possible move). It needs to convert raw
axis coordinates (soft limits) to camera coordinates. And that's
where the bug lay dormant.
You seem to have head offsets on the camera that are non-zero,
which is unusual but perfectly legal. This flushed out the
bug, my code was not accounting for the head offsets.
--> Fixed the bug. It will be in the upcoming version.
Unfortunately there is no workaround, unless you want to set the camera head offsets to all zero.
May I ask, why yours is non-zero?
Again, many thanks for helping with this!
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/8535fb70-3554-9bb9-fa15-afac11c01a48%40gmail.com.

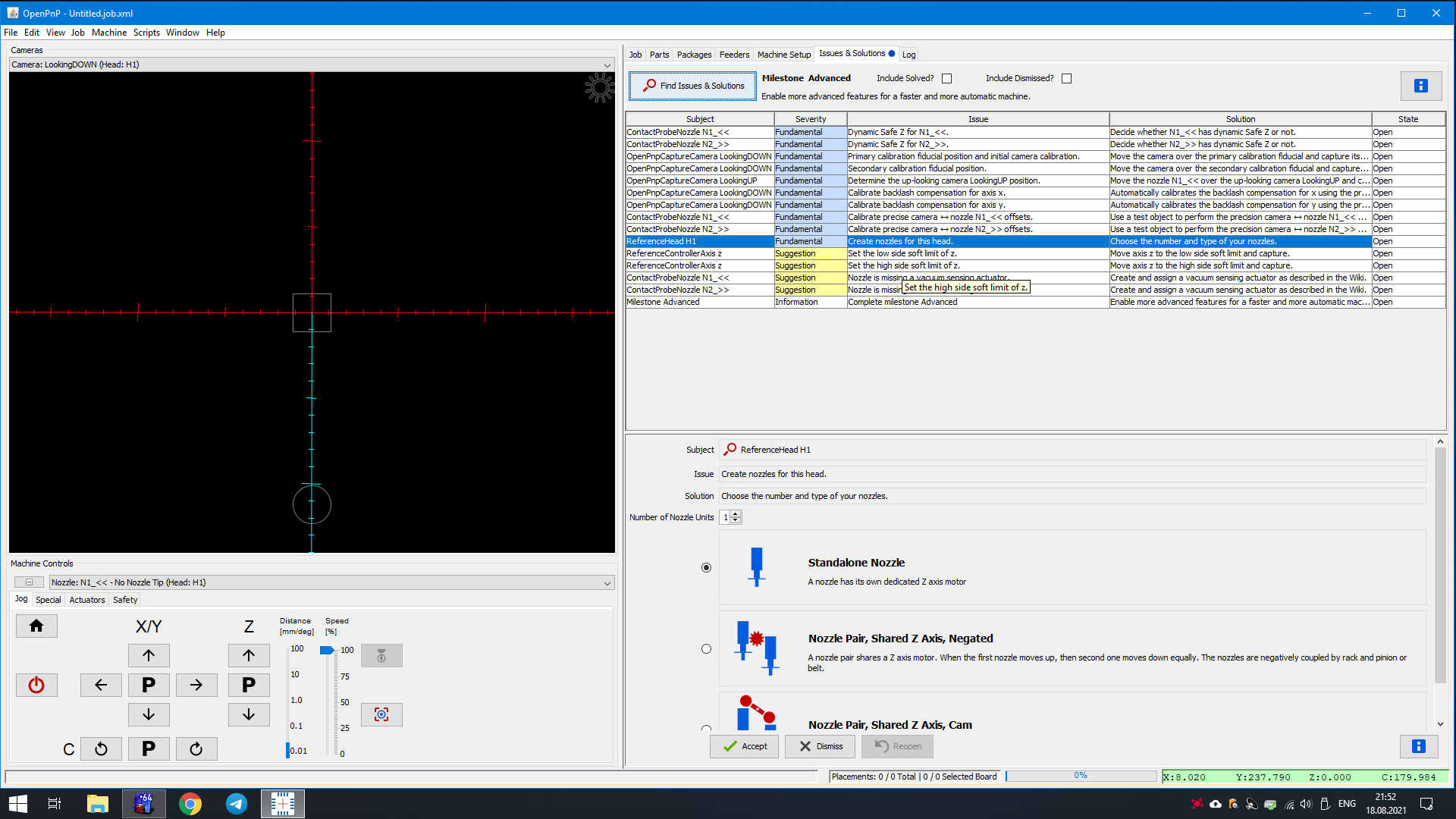
ma...@makr.zone
Good catch!
This was initially only offered when you are in the Welcome
Milestone.
But then I made it fully revisitable, i.e. you can change the
solution any time later. But of course, then it needs to discover
the machine configuration, on the very first incarnation.
I've now implemented that. This now also sets the solution as
initially solved on machines that are already beyond the Welcome
Milestone.
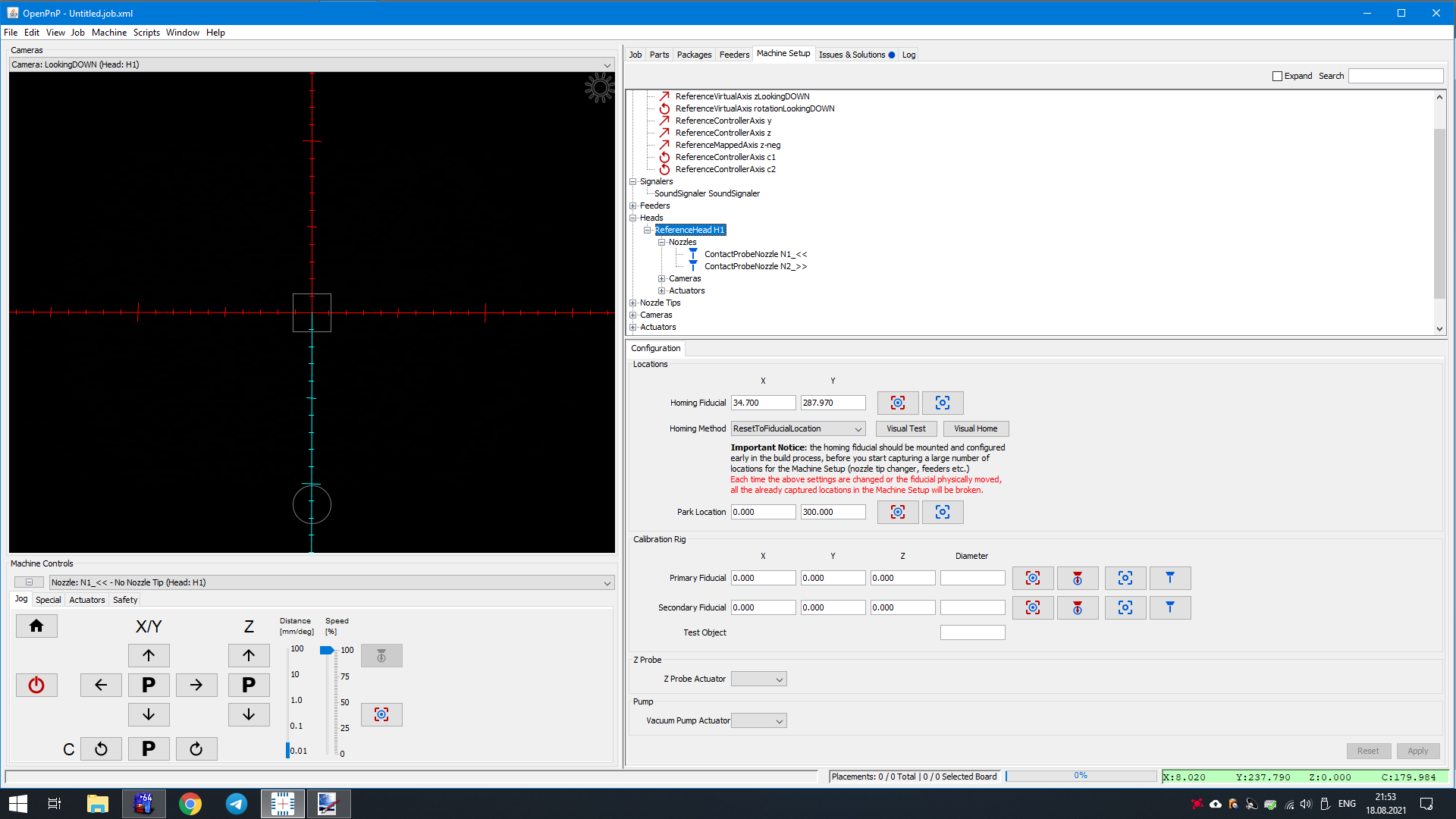
It discovers your machine.xml as follows. Note, how it is marked
"Solved" and you have to enable Include Solved to see it:

You could now at any time press Reopen it and then change the number and configuration of your nozzles, without losing any existing settings (except names). For instance if one day you add two more nozzles 😂
Thanks!
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/201e995b-be01-4cb1-9eb5-f679e8d418dbn%40googlegroups.com.
jdlv
Hi Mark,
no problem to wait for the next version. My machine has closed
loop servo and linear scale so the backlash should be very low.
The camera head offset became non zero when I changed the camera for a color one. Didn't have the courage to re-calibrate everything or so, camera offsets was a handy workaround...
I did calibrate the camera - nozzle offsets and then the
uplooking camera position. Everything went fine but now there is a
placement offset when doing a real placement job. Something like
100µm and 50µm on X and Y axis.
Cannot say if the error offset comes from the nozzle - camera or
the uplooking camera calibration or something else I missed. I
tweaked the up camera offsets to compensate.
Would it be possible to use a real part instead of the confetti,
a part that can be seen and aligned by the 2 cameras?
I did a few tests to evaluate the camera - nozzle offset
calibration accuracy;
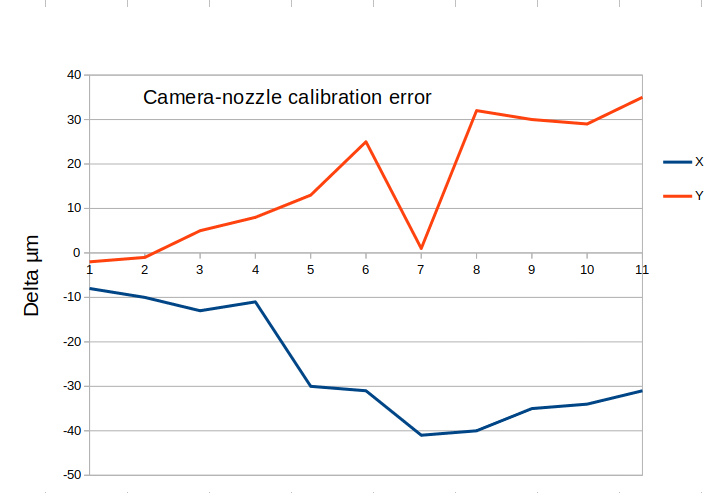
Successive calibration offsets are subtracted from the first
calibration offsets at machine power up, difference is plotted in
µm. Sorry the sampling frequency is not constant at all and maybe
the Y value at measurement 7 is wrong, previous values entered
instead of new ones (wrong line). Nevertheless it seems to show a
drift over time, maybe the camera self heating?
If the seventh Y value is really a mistake the delta of 2 consecutive value is rather low, my machine has 10µm resolution linear scale. I did not use a confetti but a printed fiducial, a black circle with a 1mm white circle at the center. Don't know if a small circle is better or not.
I will do this again to know if the drift comes from the camera
warm-up or not.
That's a great tool, thank you Mark!
joël
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f3e2e1d8-77b3-aaae-98ea-38468f404c52%40makr.zone.
ma...@makr.zone
Hmmm... difficult. I'm no Java Swing expert, just trying my best.
AFAIK, only JLabel can render HTML text and there is no way to
make this selectable.
So I made a hack: you can press the right mouse button and it is
copied to the clipboard.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/9b53c9c8-f1dc-4088-a600-24156c10bf47n%40googlegroups.com.
ozzy_sv
ozzy_sv
ma...@makr.zone
Hi joël
The question is whether it will go on growing. As long as it is
<= 50 µm, I don't see a problem.
It could also come from the nozzle mechanics, there are hot steppers heating the whole head assembly.
If I'm not too tired to get this right:
Aluminium has a CTE of ~24E-6/°C, so with say a 20° to 80° = 60°
heat-up you get 0.00144 parts expansion. With say 70mm offset you
get ~100µm. It may be less heat-up in the aluminium (gradient) but
it may also bend the nozzles out with some leverage because the
front is hotter than the rear.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/2a5d2691-3831-7fe9-a4b8-eb95d16e8f8a%40gmail.com.
ma...@makr.zone
Done.
It can now be up to 40% of the camera smaller dimension, before
only 25%.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/7c6ca572-4e13-47d2-ab0f-02430b58a28fn%40googlegroups.com.
ma...@makr.zone
jdlv
I did the same tests and today the drift is gone, very good and consistent results:
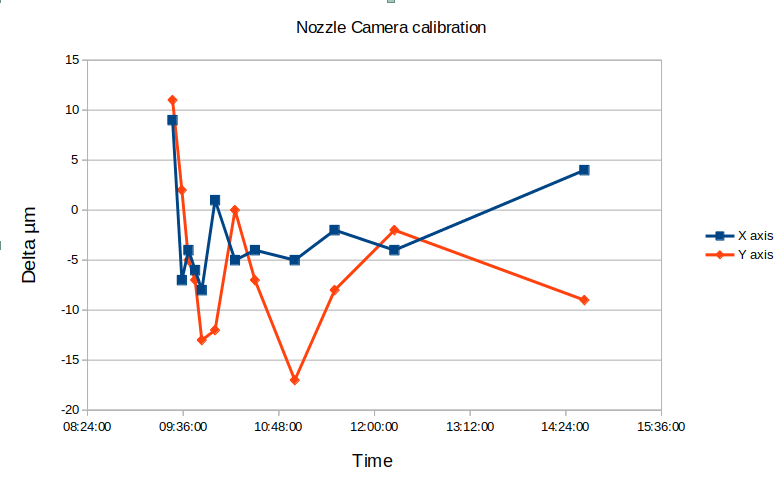
As the previous plot, successive calibration offsets are
subtracted from the first calibration offsets at machine power up,
difference is plotted in µm.
No more drifts, strange... Maybe a mechanical issue somewhere...
Did the same for up looking camera position. If I have understand
correctly the calibration Z height is determined by auto focus.
Looks like the results depends a lot on initial nozzle Z value
something like 1 mm lower. So the initial height value was reset
to the same value of -26mm before each calibration tests:
| delta X | delta Y | Z autofocus |
Rotation |
| -2 | -3 | -27 | 0.147 |
| 4 | -15 | -27 | 0.159 |
| 5 | -18 | -27 | 0.152 |
| 9 |
-6 | -26.9 | 0.176 |
| 8 | -9 | -26.95 | 0.142 |
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/55846be4-0947-7125-0123-d98dcfe06c89%40makr.zone.
ma...@makr.zone
Auto focus has much less resolution than anything else and
accuracy is (luckily) also much less important, as the focal depth
of the camera is not that shallow and the pick/place Z are not
that important, having a spring on the nozzle.
The autofocus has a resolution of 0.05mm, it will not even try
something more precise. Given that, your results are very good.
There is something that I want to improve one day: today it seeks
for the focus up and down, so backlash will be present. In the
future it should only seek moving down, because all
movements that matter are down anyway.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/059579b1-4835-b1c4-cc3e-b808e24570e3%40gmail.com.
ma...@makr.zone
Zdenko Stanec
ma...@makr.zone
> I tested this new "Testing" release, I did not find any big issues and everything was clear and simple to me.
Cool!
> The only minor issue I found is after N3 and N4 (camera to nozzle offset), C3 and C4 stay on -30deg
The final C rotation of the nozzle is not reset after doing the
calibrations, so this could well be.
I will rotate them back to zero, to allay any concerns that this
might be a "result" of the calibration.
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/70892780-d58c-44b1-9982-6e29c3dfe7fdn%40googlegroups.com.
ma...@makr.zone
Hi,
Please help with testing, everybody! 👍👍👍
Another small update in the testing version, and merged the latest contributions by @doppelgrau:
https://github.com/openpnp/openpnp/pull/1262
It just bothered me to let the user manually fiddle with that fiducial diameter. This stuff is supposed to be automatic! 😅
So there is now Auto-Adjust! It might not work every
time, so there is still the manual option.

More info and links:
https://makr.zone/openpnp-automatic-machine-calibration-with-issues-solutions/676/
Please help with testing, everybody! 👍👍👍
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/b497055a-effb-7323-799d-56ce1d607ac6%40makr.zone.

Robert Harrison
tony...@att.net
Zdenko Stanec
ma...@makr.zone
Thanks Zdenko, for you ongoing testing! Much appreciated! 😃💯
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/c977e62a-8c20-4df2-be1e-284358aefbf8n%40googlegroups.com.
tonyl...@gmail.com
- It would be nice to have an "undo reopen button" for things that have already been solved - I accidentally clicked reopen on something I really didn't want to revisit but my only options at that point were to accept or dismiss.
- The calibration fiducials don't have to be white on a black background - I used black on a white background and they worked just fine. Both calibration fiducials don't have to be present on the machine at the same time. I "stack" mine vertically to save space. The operator just has to have the information to know which one to place on the machine at each step.
- When I first tried the backlash calibration it would hit a soft limit exception because I had my calibration fiducials too close to the axis limits. However, I don't have any place on my machine where I could meet the 250mm requirement described in the Wiki without moving a bunch of feeders. While it's probably a good goal it doesn't seem absolutely necessary to get a decent calibration. So I slightly modified your code in displacedAxisLocation (see highlighted section below) to limit at the soft limits rather than just blindly ignore them. It seemed to work ok after that.
- The nozzle offset process is cool but one improvement to speed it up (not that it takes too long) would be to just lift the test object a couple of millimeters instead of all the way to safe Z before rotating and replacing it.
- Initial bottom camera setup seems a bit incomplete - I expected its default Z to be set to the same coordinate as its head offset Z coordinate (set by auto-focus) but it wasn't. Am I misunderstanding something?
ma...@makr.zone
Hi Tony,
Thanks for the thorough examination.
Re 1: Yes, this also accidentally happened to me. But I
haven't found an easy way around it without cluttering the GUI and
making it overly complex (you've probably seen the discussion
feed-back, it really needs to be simple).
Any good ideas? The best idea so far was to add a confirmation message box, asking "Reopening <name of solution> will possibly invalidate dependent calibrations. Are you sure?"
Btw. I spent a lot of effort to make calibration steps as
independent as possible. Examples: X, Y re-calibration will
carefully preserve Z. And vice versa, setting the rough nozzle
head offsets and Z by manually jogging the nozzle over the
fiducial, will preserve calibrated X, Y if those are within
tolerance (within the fiducial radius). Setting new (default)
nozzle head offsets will be propagated to dependent settings, such
as the bottom camera position or an actuator (e.g. Push-Pull) that
was on the same offsets as that nozzle.
So redoing a calibration even out of order is not that bad
anymore.
Re 2: True. Up until now I wanted it be as simple as
possible i.e. handle Visual Homing the same way, where the
standard pipeline expects a bright on dark fiducial. However, now
the Visual Homing solution does replace the FIDUCIAL_HOME
pipeline too, installing one with
DetectCircularSymmetry, so this can go away.
I will change the description.
Re 3. Good remedy. I trust a user would be reasonable
enough to see that a very close limit would really degrade the
results. Do you think the limiting should be limited😉?
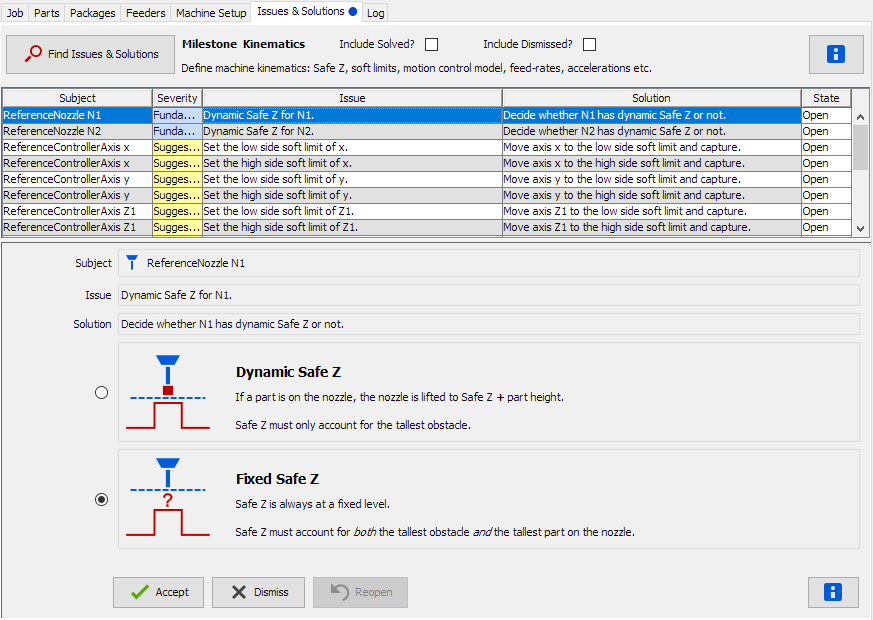
Re 4. Well, there are some machines that have pneumatic
nozzles (only up or down). They have a Virtual Z axis and actuate
the pneumatics via Safe Z threshold. Those would be unnecessarily
excluded:
https://github.com/openpnp/openpnp/wiki/Axis-Interlock-Actuator#pneumatic-nozzles
Note: I'm not saying that all the other solutions of the
calibration support such a machine, I just want to avoid
exclusion, where it is unnecessary.
Re 5. You're right. But there's a reason.
My ongoing work on the next round aims to deploy 3D
calibration to most of the various feeder classes, nozzle
tip changer, PCB fiducials (if someone has their PCB not at
default Z, despite all recommendations to the contrary). In order
to do that, I had to examine all direct and indirect (!) uses of
Units per Pixel in the whole of OpenPnP. After working through all
that, I concluded that bottom camera 3D calibration has no use
case. The subject can either be brought into the focus plane
(nozzle Z), or the focus plane is unknown (Auto-Focus).
Therefore, I have now already moved setting the "working plane Z"
fully to the (virtual) axis Z of the camera and removed stuff from
CameraView that allows setting it independently. As it has no Z
axis, this implicitly excludes the bottom camera from having a 3D
"working plane Z".
If we ever find a real-world use case for 3D calibration in the
bottom camera, we will have to find a way of "registering" the
currently viewed subject movable (nozzle) with the bottom
camera and then use the subject movable Z axis
(but sometimes minus part height?) as the working plane. But it
does not make sense, I see no such application. Do you?
So I excluded 3D calibration completely for the bottom camera.
Yes, we could do it, it would even be easier with the
movable Z subject, and my programming is all prepared for it. But
No, I don't think we should. It just makes things more
complex with no gain.
I hope you see that too, acknowledging you must already have spent considerable time and effort implementing it 😕
What do you think?
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/3b1ee34b-4664-4bec-a24b-c436bcffc40cn%40googlegroups.com.
ma...@makr.zone
Afterthought, just to be clear: if you need to preform 3D
calibration anyways, to determine camera tilt and the "true
center", there is nothing standing in its way. I would just not
expose it to the user.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/0f0ba43c-0a0c-87bc-af44-2b5952d8fc77%40makr.zone.
tonyl...@gmail.com
ma...@makr.zone
Hi Tony,
> The second is not defined anywhere so I'm defaulting it to the Z coordinate half-way between the first and zero with an option for the operator to change it if its not in good enough focus - does that sound reasonable to you?
By "zero" you mean Safe Z, right?
When I was still planning it, I thought I would choose these:
Za = Camera location Z (which is what the auto-focus calibrated)
Zb1 = Camera location Z + the Max. Part Height, as set on the Nozzle. This is also what the Auto-Focus uses as its search-range, when the part height is unknown and must be auto-learned. See the Wiki.
Zb2 = Camera location Z + the diff between primary fiducial Z and secondary fiducial Z, under the assumption that this gives us the useful Z range for this particular machine (maximum practical part heights, etc.) that are equally sensible for the bottom camera.
Zb3 = Safe Z minus 0.01mm (to make it outside the Safe Z zone)
And then:
Zb = min(Zb1, Zb2, Zb3)
But that's probably overkill.
Perhaps Zb1 is sufficient and if need be, it can be
easily changed by the user, on the GUI. Using a LengthProperty,
you can easily expose the Max. Part Height field directly
on the solution. See the backlash calibration acceptableTolerance
for an example.
_Mark
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/dBg7txMB0R0/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/a52f512b-d953-4ae0-91e9-5c6a971e64ebn%40googlegroups.com.

bert shivaan
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/67d86bef-dcb9-b176-e206-ba7916ae94e7%40makr.zone.
ma...@makr.zone
Yes, absolutely. Many brains are so much better than just one or two. 😉
The problem: you would have to have different known height test parts (spacer + fiducial on the underside) on the nozzle, to be able to calibrate 3D.
So this would be a non-trivial addition. I guess we have to keep
this in mind for later.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BKNHNy%2BdQXqn6WTcMvhqmX4Lq8aRM7Zp4HJSO4iXNSfLGDBdg%40mail.gmail.com.
Robert Harrison
Robert Harrison
Robert Harrison
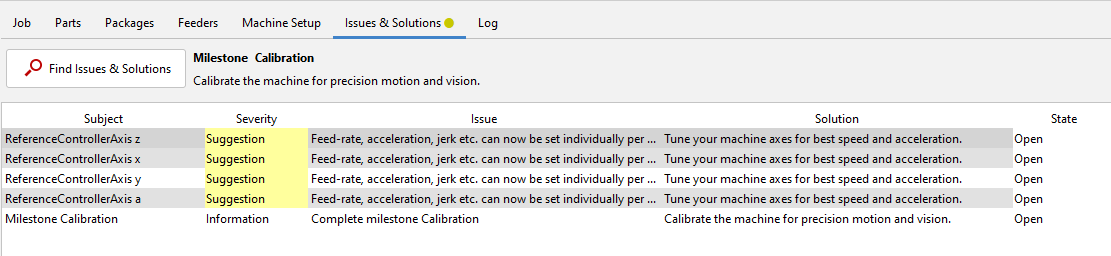
ma...@makr.zone
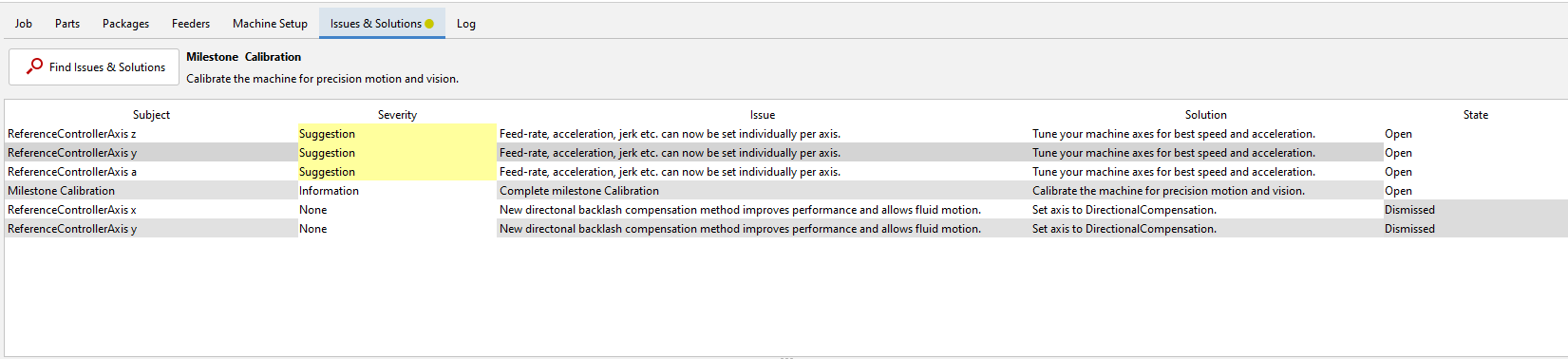
Hi Robert,
these I&S suggestions show up when you haven't changed the feed-rate, acceleration and jerk from the defaults set (or migrated) by OpenPnP.
Most machines can be optimized to use a different setting for
feed-rate, acceleration and jerk for each axis individually.
On a typical portal style machine, the X axis can be faster, as
the head is much lighter than the whole portal moving in Y. The
accelerations (jerk) are very important for the overall machine
speed.
Even more important, the rotation axis can often be dramatically
made faster in number terms, as these are degrees, not
mm. It is on most machines much easier to rotate a nozzle by 180°
than it is to move an Y axis by 180mm. So you can and should tune
your settings up!
However, you always need to consult your controller's settings.
These limits are often in addition to what OpenPnP sets.
OpenPnP settings must always be lower than or equal your
controller's settings.
As to TinyG's settings, I hope Tony can answer you. You might
search this group for other messages by Tony, he has repeatedly
posted his config, as far as I remember.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/83093f51-2432-428c-b903-ea911dfb95fan%40googlegroups.com.
Robert Harrison
ma...@makr.zone
Hi Robert,
You still need to set accelerations too, even if TinyG itself
does not use or support such a thing. OpenPnP will instead predict
the motion ramp and then reduce jerk, if the set
acceleration limit is reached. So the jerk limit will effctively
be set dynamically, depending on how far a move is, i.e. how long
the jerk can increase the acceleration.
Note, you can look at what OpenPnP does, here (you'll need some Advanced configuration, offered by Issues & Solutions):
https://github.com/openpnp/openpnp/wiki/Motion-Planner#motion-planner-diagnostics
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/0fab82cc-e8b2-46b2-98f8-a089b4893912n%40googlegroups.com.
ma...@makr.zone
tonyl...@gmail.com
fxframes
Robert Harrison
ma...@makr.zone
Robert,
Does Issues & Solutions not say anything?
I guess you still have a feed-rate limit on the driver. But again, I&S should tell you so.
A bit of background:
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#control-of-speed-factors
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/c72c52f2-e8c3-4c6f-821e-1af90da32999n%40googlegroups.com.
Robert Harrison
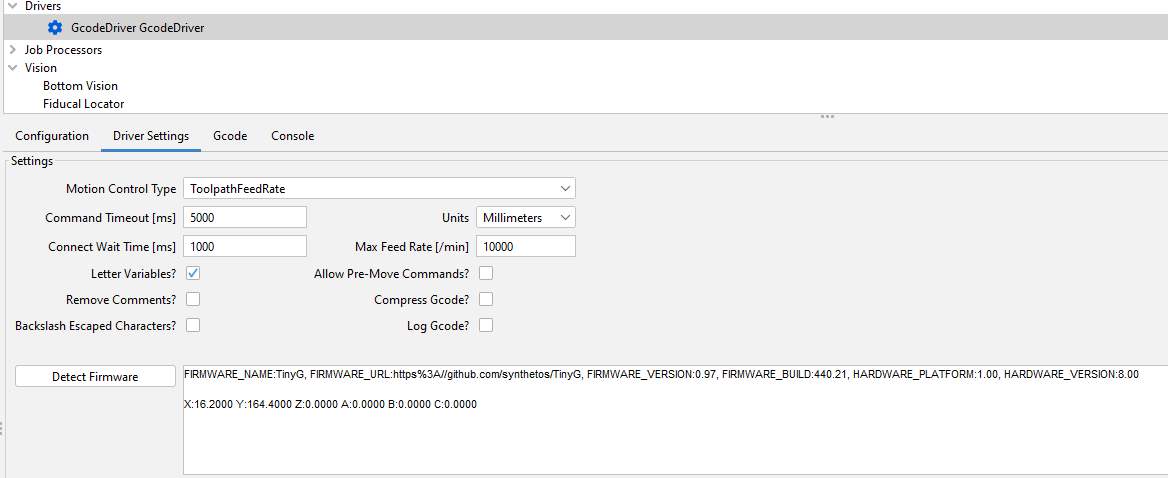
Fixed it my Max Feed Rate was set to 1000 here and I've now set it to 10,000 and all is good.
Robert Harrison
ma...@makr.zone
Yes, but let I&S take care of it. Just go to the "Advanced" Milestone.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/55b04963-d2a9-4a55-987d-8391b5f8190bn%40googlegroups.com.

Saito Ryosuke
I am trying your test release which was delivered on the 5th.
Version : 2021-09-05_18-21-56.6f36853
From the milestone, I tried to calibrate the X axis.
To start the calibration, I did the following steps to prepare.
1. set up the test fiducial (FiducialHome.pdf) at the focus height
2. Jogged the downward-facing camera on the head to the center of the fiducial at 1.
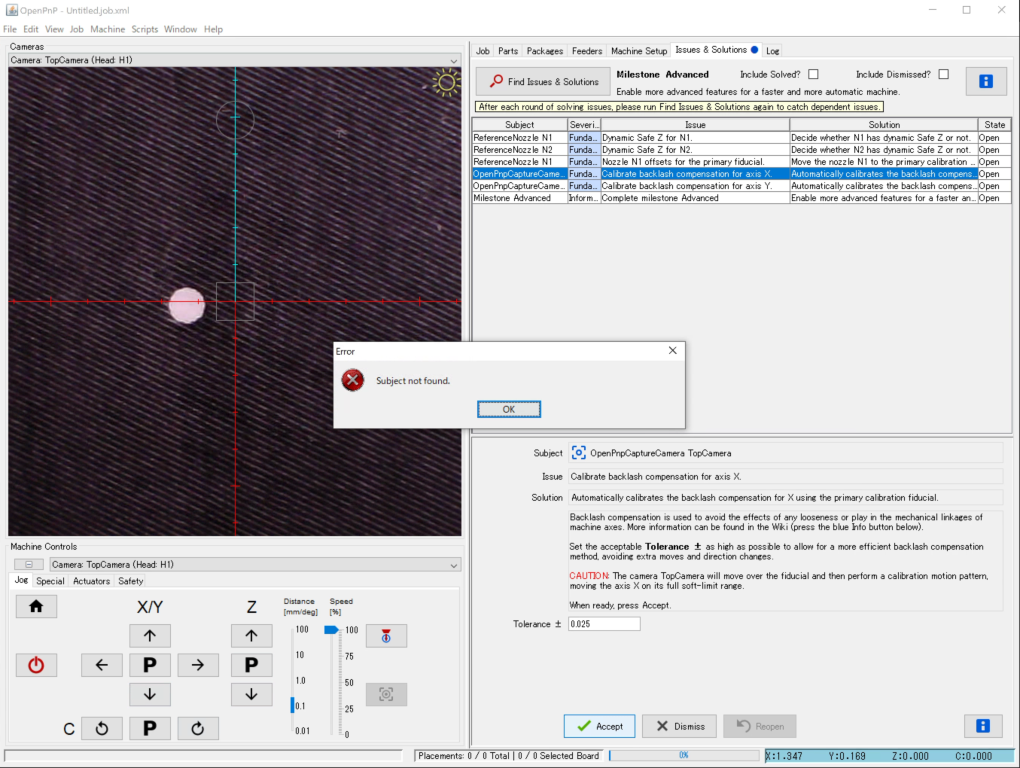
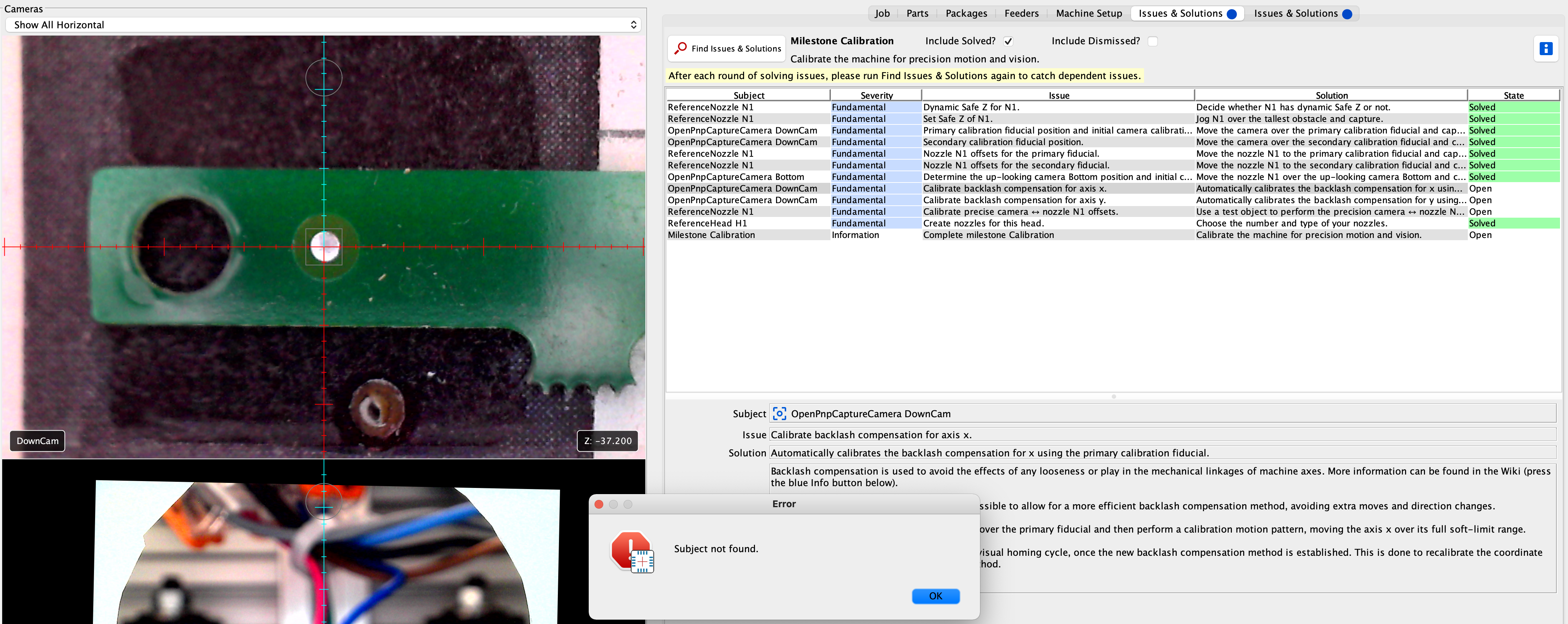
3. select "Calibrate backlash compensation for axis X." in the "Issues & Solutions" tab.
4. click "Accept
The X axis of the head moves 1.347, the Y axis moves 0.169, and the error message "Subject not found.
Here is a video of this scene.
https://www.youtube.com/watch?v=ybGVW8KmTTI
It seems that sometimes the same procedure can start the calibration correctly.
Immediately after proceeding to "Random Move Accuracy Test Step 1"
An error message "Subject not found." pops up and the calibration stops.
Here is a video of this scene.
https://youtu.be/JydbBlKm1eo?t=418
The OpenPnP log taken at the same time as this video was taken is shared below.
http://gofile.me/3PODq/5gxPS4Dek
I want to solve this issue. I would like some tips on what I need to check first.
Thanks.
Ryosuke
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/9a89eca6-62c1-a870-7b22-44430ddfa04e%40makr.zone.
ma...@makr.zone
Hi Saito
The only thing that comes to mind is camera settling. You seem to
have fixed time settling (no settling log entries) and an
extremely short settle time of ~40ms:
2021-09-07 15:53:26.819 Scripting TRACE:
Scripting.on Camera.BeforeCapture
2021-09-07 15:53:26.863 Scripting TRACE: Scripting.on
Camera.AfterCapture
2021-09-07 15:53:26.864 Scripting TRACE: Scripting.on
Camera.AfterSettle
Please investigate, if a (much) longer camera settling time
helps. The fact that it seems to fail in "Random Move Accuracy
Test" hints at some camera vibration/lag issue, related to harsh,
fast moves.
For more info, also about configuring adaptive settling, that
waits longer when the machine vibrates, but is still fast when
not, see here:
https://github.com/openpnp/openpnp/wiki/Camera-Settling
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAH6K8ZXHKEdbSkNq9ssodTc%2BsNaiGcq4KNCWrNHhK3fEWD%3D0gQ%40mail.gmail.com.
Saito Ryosuke
I was able to successfully calibrate the X axis while checking the camera settings.
## Downward facing camera settings
The downward facing camera was set to "FixedTime" "267mSec".
I chose "Euclidean" from the Settle Method and successfully completed the X-axis calibration.
It is difficult to judge whether this setting is appropriate or not because I don't know enough about each parameter, but anyway, the X axis has been solved.
## Calibrating the X-axis
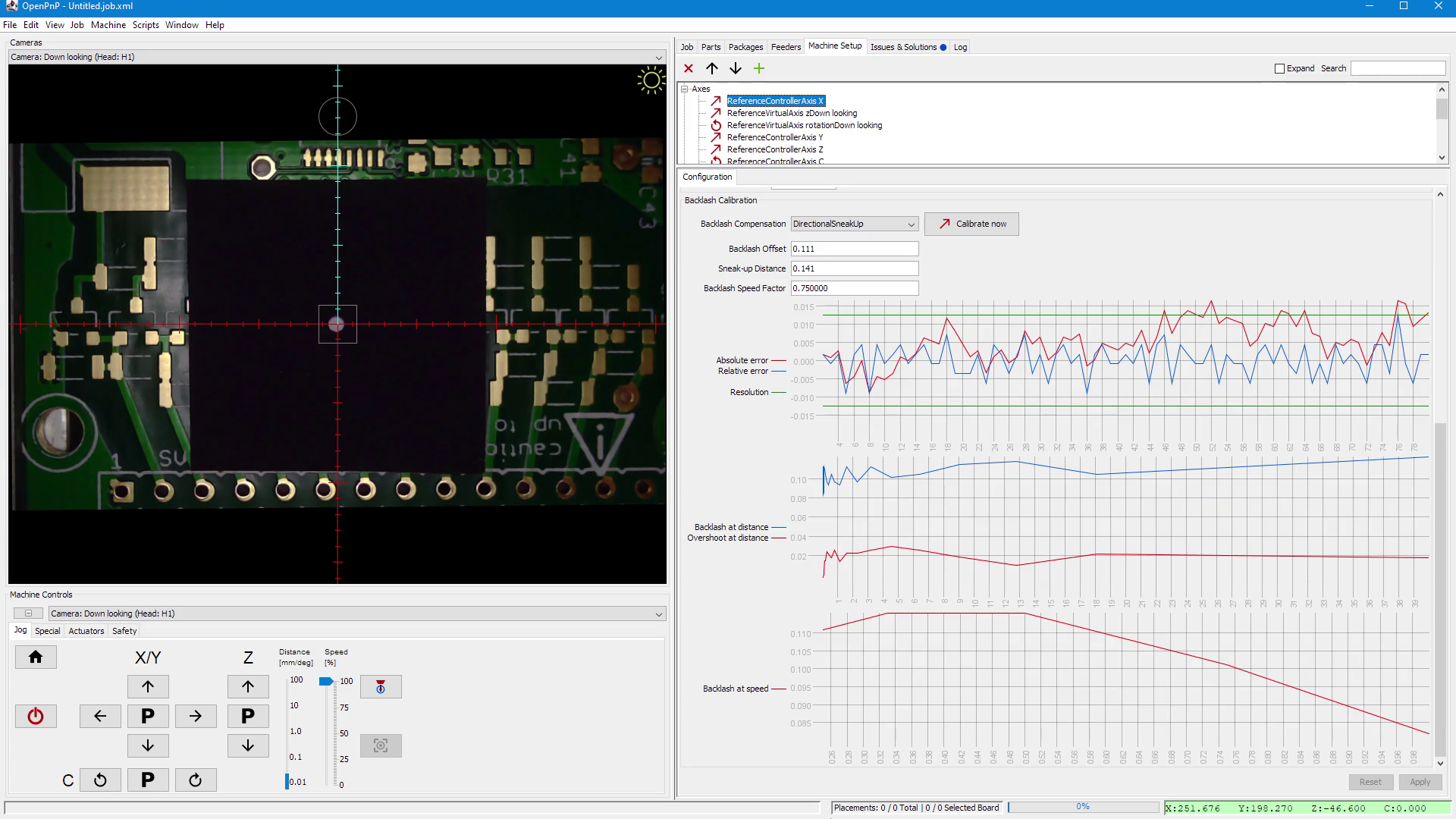
The calibration of the X-axis was successful and I saw the graph.
I noticed that the "Absolute" value of "Error at step" was accumulating errors in a linear pattern.
I understand that the error shown in this graph is corrected by calibration. Is this understanding correct?
Because, at the moment, I cannot find any way to correct the value of Absolute.
.png?part=0.3&view=1)
//------------
## Calibrating the Y axis
In the process of calibrating the Y axis, I ran into a problem that I don't know the way out of.
"Accuracy Test Step 85-100", when the fiducial moves in the negative direction of the Y-axis.
In "Accuracy Test Step 85-100", when the fiducial was moving in the negative direction on the Y-axis, the green line surrounding the fiducial mark was decreasing as it moved away from the starting point.
The green line around the fiducial mark decreases as it moves away from the starting point, and I am unable to solve the problem of the calibration failing at around 100.
I suspect the settings in "Machine Setup" - "Vision" - "Fiducial Locator".
I tried loosening the range of "Mask Circle" (from 300 to 500), which I had defined additionally,
.png?part=0.4&view=1)
If there are any other points I should check, I'd love to hear from you.
The current machine.xml and the log file when the Y axis failed to calibrate
http://gofile.me/3PODq/v8KWd4QRv
By the way, I still haven't solved the problem of the axis "running away" at the start of calibration. Do you have any experience with this situation?
The fiducial mark was definitely in the center of the crosshairs when I started the calibration....
.png?part=0.5&view=1)
Thanks.
Ryosuke
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/4e2ecbfb-3640-af41-9fce-8124ebec27a1%40makr.zone.
ma...@makr.zone
Hi Saito,
Thanks for testing!
> It is difficult to judge whether this setting is appropriate or not because I don't know enough about each parameter
I guess you've already looked at the WIki? To improve it, please
say where it is not understandable, then perhaps I can improve the
instructions:
https://github.com/openpnp/openpnp/wiki/Camera-Settling#advanced-settle-methods-and-diagnostics
> I noticed that the "Absolute" value of "Error at step" was accumulating errors in a linear pattern.
That red absolute error looks like I made a mistake in one of the
last revisions. I will have a look tomorrow.
Your backlash values look very nice, but the end result is
strange. The orange dots (in the first graph) are the random move
test, that is done at the end with the new calibrated settings.
These show errors of ~0.2mm, which is too much. I don't understand
at all.
Can you please send a log?
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/dBg7txMB0R0/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAH6K8ZWtZzfYLy%2Bdg1hxSuEq8ThGi03Nx9uaEoXOtb_35%2B3Y4Q%40mail.gmail.com.
Saito Ryosuke
Thank you for your support!
## Understanding of camera parameters.
>I guess you've already looked at the WIki?
Yes, I often come back to this document and read it over.
It seems that the units of the parameter you specify for "Center Mask" are not clear.
I give a value such as "1.000" as the setting value, but am I correct in understanding that this is "mm (1/1000meter)"?
Is this a function equivalent to "MaskCircle" - "diameter" in the pipeline?
## Another topic about cameras
Changing the camera settings will (of course) invalidate the calibration values.
I didn't notice for a while that the calibrated axes were invalidated.
It should be made clear to the user on the screen where the camera parameters are modified that changing the parameters will invalidate the calibration that has been performed up to that point.
I think it needs to be communicated to the user that changing the camera parameters will invalidate the previously performed calibration.
## not good value of "random" in calibration result.
>Can you please send a log?
I'll share two of the logs.
01 is a case where the log shows that there was an error and it appears to have been aborted.
02 is a case where the calibration appears to have completed successfully.
However, the random value is still not good.
In this thread I will probably continue to share the logs.
Instead of individual files, I will share a dedicated directory.
http://gofile.me/3PODq/2qILJRrOi
I've also saved the videos as files. Please give me a shout if a Youtube link would be more convenient.
Thanks.
Ryosuke
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/07eeee6a-337c-e8fa-2dc3-d37830d9fb63%40makr.zone.
ma...@makr.zone
> It seems that the units of the parameter you specify for "Center Mask" are not clear.
Fair point, I tried to improve the description:
Use the Center Mask to remove unwanted image peripherals that might spoil Contrast Enhance (like a diffuser or shade partially in view). If set to 0.0, no mask is applied. Values larger than 0.0 are relative to the camera dimension, i.e. 1.0 means from edge to edge. You can set values larger than 1.0, the circle will then be partially cropped.

https://github.com/openpnp/openpnp/wiki/Camera-Settling#advanced-tuning
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAH6K8ZU10BFT0Vhd3Vj6H66kW3LUPEmk2x9dNDZE8frhO6U1QA%40mail.gmail.com.
Saito Ryosuke
The behavior of the "Center Mask" was completely unexpected.
Now I feel like I've conquered the settings of this screen ;-)
>What settings exactly do you mean?
But sure enough. If there are no factors such as the focal length of the camera or the distance between the object and the camera, which change the length corresponding to one pixel distance, the calibration is valid.
I understand that if gain or contrast changes, it is still valid, and the same is true for shutter speed, etc.
What made me think this way was that the (finally) successful calibration of the X axis (the graph) was lost for some reason, and the "no data" message appeared.
The reason why I thought this way is because I experienced an incident where the (finally) successful calibration of the X axis (the graph) somehow disappeared and became "no data". (Reference Machine - Axes - ReferenceControllerAxis X screen)
I still can't figure out what causes the "no data" message. Oh, it's gone again...
I always believe that I am responsible for undesirable results. I must be doing something wrong.
After a successful calibration, the last operation I performed was to change the "Settle Threshold" in TopCamera.
This led me to believe that the calibration would be invalidated if the camera settings were changed.
However, it turns out that this understanding is not always correct.
//----
I found out the procedure to lose the calibration result of the X axis.
Maybe this test version still doesn't save the calibration results?
Then I can focus on the results of the calibration.
1. run "Calibrate now" on the Reference Machine - Axes - ReferenceControllerAxis X screen.
2. wait until the calibration is complete.
3. view the calibration result graph
4. Click on the power icon of OpenPnP to shut down.
5. Close the OpenPnP application.
6. start the OpenPnP application.
7. click the power icon of OpenPnP again.
8. Perform the homing operation with the "Home" icon.
9. Check the calibration results on the Reference Machine - Axes - ReferenceControllerAxis X screen.
10. "no data" is displayed.
thanks
Ryosuke
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/ab07209d-86fc-c732-0ae7-2d7611270290%40makr.zone.
ma...@makr.zone
> I still can't figure out what causes the "no data" message.
The calibration graphs are only a nice feed-back for the user, it
is only available momentarily until you exit OpenPnP. That's
normal. We would have to implement persisting that graphical data,
but that's not quite so easy.
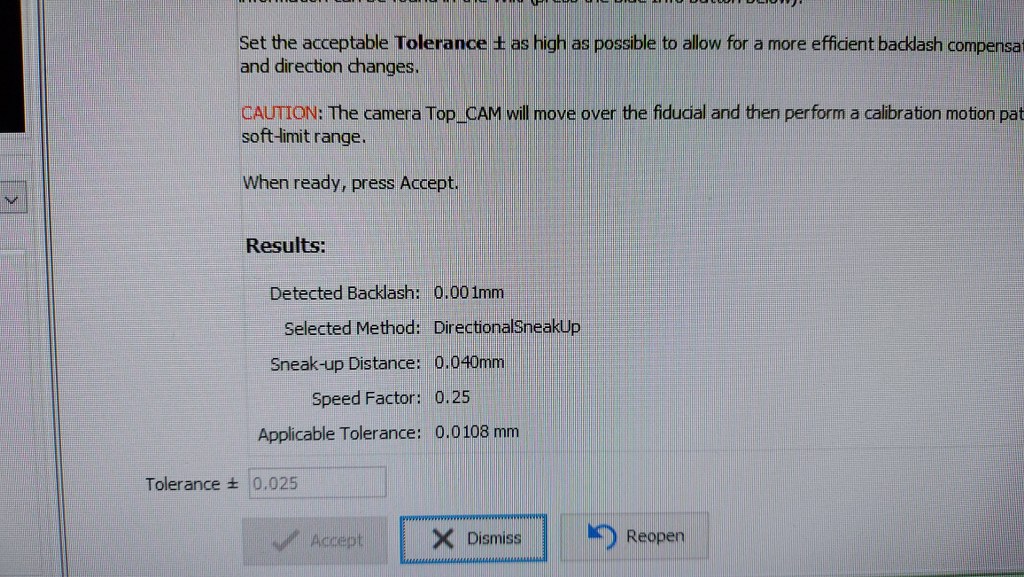
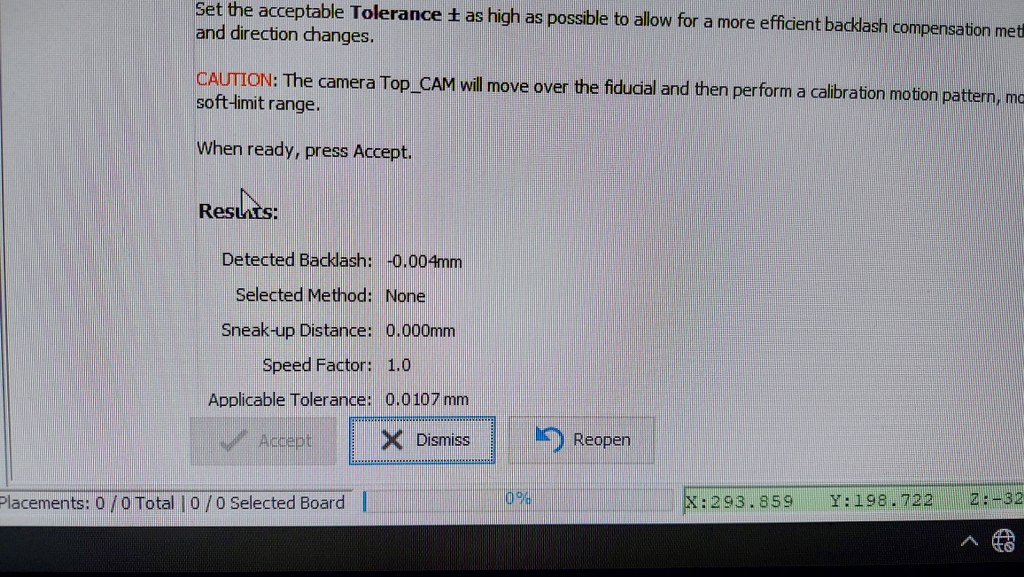
What is important is that the result of the calibration,
i.e. the backlash method, offset, speed, and
sneak-up distance are persisted and that is the
case.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAH6K8ZWqcAU82%3D%2B1XOVj-D%3Dv%2B53-hLKRx2C39KXuTDTo41pYgQ%40mail.gmail.com.
fxframes
fxframes
Just adding that soft limits are enabled for y and also the y min switch is being normally used during homing.
fxframes
ma...@makr.zone
Have you checked the log? Is OpenPnP actually commanding it to go beyond the soft limits?
If not: The soft limit must be set for the worst case
motion. The Liteplacer is extremely shaky i.e. when you go at full
blast to the soft limit, the switch might be triggered by the
portal, head or belts swinging around.
On my Liteplacer I had to set soft limits several mm away from
the switches. You can test this using the ![]() and
and ![]() buttons back and forth rapidly and at full machine
speed.
buttons back and forth rapidly and at full machine
speed.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/0718d0e3-4db7-4790-9304-d059deaee9can%40googlegroups.com.
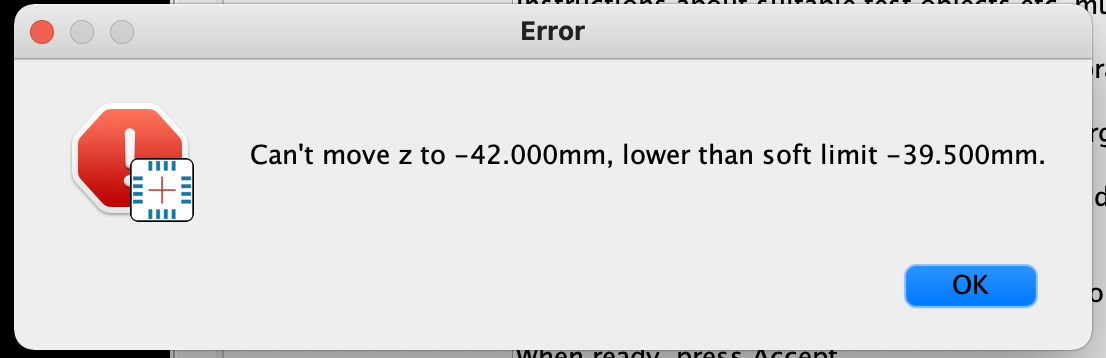
fxframes
fxframes
ma...@makr.zone
Hi fxframes,
Strange. During development I did exactly that a gazillion times and it never did that.
Some ideas:
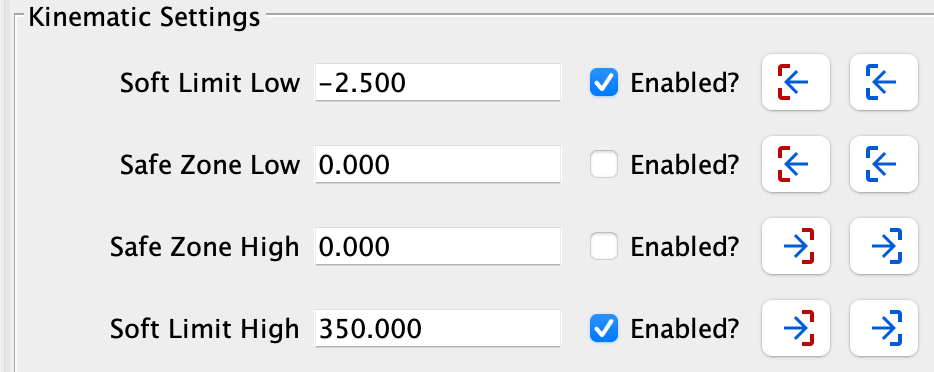
- Please check the Safe Zone on your Z axis, i.e. make sure you
did the Safe Z solutions right.
- Check if there is a Z head offset on the nozzle. That would
probably point to a bug.
Please send the log of that session. Note, OpenPnP keeps the last
100 logs around, so you should be able to find it.
See the $HOMEDIR/.openpnp2/log/
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/91fdbceb-c909-4358-8d43-9417486ea108n%40googlegroups.com.
fxframes
ma...@makr.zone
Hi fxframes,
Be mindful of the selected tool in the Machine Controls.
Issues & Solutions will automatically select the right tool
for a task when you select a solution that needs positioning
that tool. This might be unexpected! So when it selects the
camera, for instance, and you then want to jog Z, nothing
(visibly) happens. You need to switch back to the nozzle if you
want the nozzle.
I'm aware of pros and cons of this behavior. Personally,
I found it useful, but I'm open for
discussion. I could also make it conditional on the Auto
tool select switch:
https://github.com/openpnp/openpnp/wiki/Setup-and-Calibration:-Machine-Setup#the-machine-setup-tree
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f0ffa1a8-6c6e-48f1-8aea-e710124f861en%40googlegroups.com.
fxframes
ma...@makr.zone
> One another note, wouldn't you expect a little interaction between the backlash setting and the XY calibration?
By "XY calibration" you mean Units per Pixel, right?
In the Camera calibration, that comes before the
backlash calibration, I tried to exclude any influence of
backlash, by forcing the machine to execute huge deliberate
"backlash compensation" moves. All locations are always approached
slowly, and going into the same direction +X/+Y.
If you look closely in the video, you see these slow diagonal
approaches it in the overlaid machine view:
https://youtu.be/md68n_J7uto?t=34
> And vice-versa, if the pix/in setting is a bit off,
wouldn't that influence the backlash results?
Yes, Units per Pixel must be set, before backlash
calibration. In fact, Issues & Solutions takes great care to
propose these steps in the right order. The order is one of the
most complex problems for (typically new) users to get right,
sometimes it would even involve iterative re-visits to
get good precision. I&S aims to remedy that.
Having said that, as long as Units per Pixel are not off by more
than say ±5% (which is a lot), it would not actually matter,
because the distances involved are tiny and backlash is usually
quite inconsistent anyway, at last for "mechanically challenged"
machines like mine.
But in general you are right that things interfere back and
forth, and there are some complex dependency tracking updating
mechanisms built-in, so that chicken-and-egg loops can be broken.
One example is the calibration of the precise nozzle-to-head
offsets. Changing the offsets it also (by implication) changes the
bottom camera position, because it was earlier calibrated using
the old imprecise nozzle-to-head offsets that was
taken from manually jogging the nozzle tip over the fiducial.
Therefore, after the precise nozzle-to-head offsets calibration,
OpenPnP will automatically update the bottom camera position by
the amount of the adjustment.
You can look into the log and filter by INFO level messages to
see the most important updates.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/d3d3faed-744c-4ebe-b9a0-96b6061eb70en%40googlegroups.com.
fxframes
fxframes
ma...@makr.zone
It seems your preliminary nozzle head offsets that you set when you moved your nozzle to the primary fiducial, are not accurate in X, Y, perhaps even in Z. I'm speaking about this step in the video:
https://youtu.be/md68n_J7uto?t=109
I'm very interested in knowing if this is a bug. So please help me diagnose it, by answering some questions to exclude other reasons (this is in no way a "test" 😃, there is no doing it "right" or "wrong", I know the realities of DIY projects 🤣):
- Since you performed that calibration step (above): have you
never changed the offsets by hand?
- moved or crashed the Zmax endswitch?
- changed the controller settings?
- moved the calibration rig?
Now for fixing it:
First go to the nozzle and look at the offsets. Write them down. Is Z = 0?

You can re-do this step by switching on the Include Solved?
checkbox on the Issues & Solutions tab.
Then select the "Nozzle N1 offsets for the primary fiducial"
issue and press Reopen.

Then follow the instructions to re-do it.
Then compare the offsets with the ones
you've written down. Report back, please.
Check, if your bottom camera is still at the right spot, i.e. the nozzle tip centered in its view, if you press this button:
Report back.
If not, you might have to re-do the following Issues & Solutions steps too. Please report any recurring anomalies. 🤔
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f28eeaf5-c525-4ad7-a0eb-8229d0a7126bn%40googlegroups.com.
Zdenko Stanec
Zdenko Stanec

ma...@makr.zone
Thanks for that feedback. I'll have a look again.
I wish I had a multi-nozzle machine myself, for testing 😅
_Mark
--
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/dBg7txMB0R0/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/bd1766d7-3c09-4301-a581-822318ca387dn%40googlegroups.com.
ma...@makr.zone
Hi Zdenko
I'm looking at the code and I don't see any problems. But this stuff is complex, I'm not saying there are no bugs 🤯😵💫
So I would be extremely interested in the original log, when you
had the problem. Note, OpenPnP keeps a 100 old logs around, so I
guess you could find it. Look in the
$HOMEDIR/.openpnp2/log/ dir.
If you have grep or similar, search for " head offsets to "
$ grep "head offsets to" *
OpenPnP.86.log:2021-08-27 19:41:13.061 VisionSolutions INFO: Do not set nozzle N1 head offsets to (-78.651874, -22.788375, 0.000000, 0.000000 mm) as these are close to existing offsets (-78.667792, -23.036375, 0.000000, 0.000000 mm) and existing offsets might already have been be calibrated.
OpenPnP.86.log:2021-08-27 19:42:57.236 VisionSolutions INFO: Set nozzle N1 head offsets to (-79.667987, -23.035969, 0.000000, 0.000000 mm) (previously (-78.667792, -23.036375, 0.000000, 0.000000 mm))
OpenPnP.86.log:2021-08-27 19:42:57.236 ReferenceNozzle INFO: Set camera Up looking head offsets to (297.324473, 152.579977, -46.677500, 180.000000 mm) (previously (298.324668, 152.579571, -46.677500, 180.000000 mm))
OpenPnP.86.log:2021-08-27 19:48:04.343 ReferenceNozzle INFO: Set camera Up looking head offsets to (297.189211, 152.670605, -46.278000, 180.000000 mm) (previously (297.189211, 152.670605, -46.278000, 180.000000 mm))
OpenPnP.86.log:2021-08-27 19:49:15.956 CalibrationSolutions INFO: Set nozzle N1 head offsets to (-78.760991, -23.206832, 0.000000, 0.000000 mm) (previously (-79.667987, -23.035969, 0.000000, 0.000000 mm))
OpenPnP.86.log:2021-08-27 19:49:15.956 ReferenceNozzle INFO: Set camera Up looking head offsets to (298.096206, 152.499741, -46.278000, 180.000000 mm) (previously (297.189211, 152.670605, -46.278000, 180.000000 mm))
OpenPnP.87.log:2021-08-27 19:15:04.807 ReferenceNozzle INFO: Set camera Up looking head offsets to (298.224473, 152.679977, -46.677500, 180.000000 mm) (previously (298.224473, 152.679977, -46.677500, 180.000000 mm))
OpenPnP.87.log:2021-08-27 19:22:50.299 VisionSolutions INFO: Set nozzle N1 head offsets to (-78.767987, -22.935969, 0.000000, 0.000000 mm) (previously (-78.667792, -23.036375, 0.000000, 0.000000 mm))
OpenPnP.87.log:2021-08-27 19:30:20.212 ReferenceNozzle INFO: Set camera Up looking head offsets to (298.324668, 152.579571, -46.677500, 180.000000 mm) (previously (298.224473, 152.679977, -46.677500, 180.000000 mm))
OpenPnP.89.log:2021-08-27 17:54:10.656 ReferenceNozzle INFO: Set camera Up looking head offsets to (376.953127, 175.527047, -46.162500, 0.000000 mm) (previously (298.256154, 152.256221, -46.162500, 0.000000 mm))
OpenPnP.89.log:2021-08-27 17:54:10.657 VisionSolutions INFO: Set nozzle N1 head offsets to (-78.667792, -23.036375, 0.000000, 0.000000 mm) (previously (-78.696973, -23.270826, 0.000000, 0.000000 mm))
OpenPnP.90.log:2021-08-27 17:42:38.037 ReferenceNozzle INFO: Set camera Up looking head offsets to (298.256154, 152.256221, -46.162500, 0.000000 mm) (previously (298.256154, 152.256221, -46.162500, 0.000000 mm))
OpenPnP.90.log:2021-08-27 17:42:48.692 ReferenceNozzle INFO: Set camera Up looking head offsets to (298.256154, 152.256221, -46.162500, 0.000000 mm) (previously (298.256154, 152.256221, -46.162500, 0.000000 mm))
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/237197ef-b9c2-e3ea-adb1-6b3d305aaf67%40makr.zone.
fxframes
- Since you performed that calibration step (above): have you never changed the offsets by hand?
- moved or crashed the Zmax endswitch?
- changed the controller settings?
- moved the calibration rig?




On 10 Sep 2021, at 19:47, ma...@makr.zone wrote:
It seems your preliminary nozzle head offsets that you set when you moved your nozzle to the primary fiducial, are not accurate in X, Y, perhaps even in Z. I'm speaking about this step in the video:
https://youtu.be/md68n_J7uto?t=109
I'm very interested in knowing if this is a bug. So please help me diagnose it, by answering some questions to exclude other reasons (this is in no way a "test" 😃, there is no doing it "right" or "wrong", I know the realities of DIY projects 🤣):
- Since you performed that calibration step (above): have you never changed the offsets by hand?
- moved or crashed the Zmax endswitch?
- changed the controller settings?
- moved the calibration rig?
Now for fixing it:
First go to the nozzle and look at the offsets. Write them down. Is Z = 0?
<comppiblipdepppk.png>
You can re-do this step by switching on the Include Solved? checkbox on the Issues & Solutions tab.
Then select the "Nozzle N1 offsets for the primary fiducial" issue and press Reopen.
<alehnjpkhocjihmb.png>
Then follow the instructions to re-do it.
Then compare the offsets with the ones you've written down. Report back, please.
Check, if your bottom camera is still at the right spot, i.e. the nozzle tip centered in its view, if you press this button:
<kjligjbhhcacmhlk.png>
fxframes


ma...@makr.zone
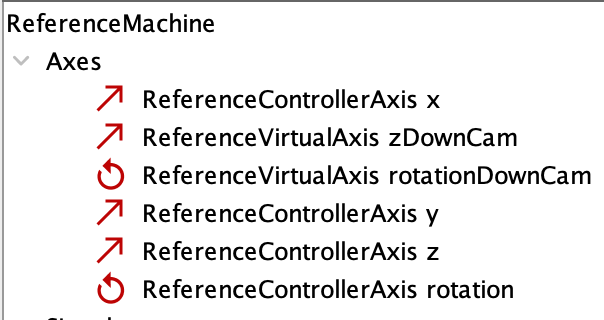
> A question before reporting on the rest, it seems I have two different Z axes for the nozzle and the camera. Is this right? I can’t remember why this is so.
Yes, the camera has a virtual Z and Rotation axis. If it
had the same physical Z axis as the nozzle, it would move
when going to a location with Z coordinate, causing crashes. Do not set it to the same axis.
Use cases etc. explained here:
https://github.com/openpnp/openpnp/wiki/Machine-Axes#referencevirtualaxis
The virtual Z axis has become very important for this:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Thanks for the precise description, I finally found and fixed that bug!
Will make a fix/upgrade soon.
Workaround: Set the Offsets to zero before using that
solution. Sorry about that.
_Mark
--
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/dBg7txMB0R0/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/11CE5BDF-EC3F-4C90-9A35-0C2316ED8AA8%40gmail.com.
ma...@makr.zone
1. The Actuator Problem: You have probably used the Nozzle
solution, right?
This will assign a vacuum sensing actuator by default:

But that should be ok to leave like this, even if you don't have them (yet). So I will change it, to not report that issue when all nozzle tips have Measurement Method = None.

2. The tab problem: I believe this is a bug of the theming
(Appearance) that was recently brought in.
Like I said in the Github Issue, I have tried everything to fix
it. The problem is definitely not the code doing it:
https://github.com/openpnp/openpnp/issues/1199
I'll think about adding a switch in the machine.xml to disable
the status indicator.
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/d52a6ed3-ff58-4fc3-90b0-6aac8151bac8n%40googlegroups.com.
ma...@makr.zone
Ok, regarding the tabs: in the next testing version:
- Start and Exit OpenPnP (so the new machine.xml version is
written).
- Open your machine.xml
- Search for show-indicator
- Set to "false"
- Save
- Restart OpenPnP
...
<home-after-enabled>true</home-after-enabled>
<solutions show-indicator="false"
target-milestone="Calibration">
<dismissed-solutions class="java.util.HashSet">
...
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/d52a6ed3-ff58-4fc3-90b0-6aac8151bac8n%40googlegroups.com.
ma...@makr.zone
Thanks to all testers for the feedback! 👍👍👍
Hi everybody,Another one: Automatic Machine Calibration using Issues & Solutions - Round 6This one (finally) deploys 3D Units per Pixel Calibration to all vision operations! One piece of hard work 😅 😅 😅Including a brand-new Wiki page:Other stuff described here:This PR touches vision feeder classes AdvancedLoosePartFeeder, ReferenceDragFeeder, ReferenceLeverFeeder and quite possibly others that use vision that I don't personally use.These are untested, so I need your help.Sooner or later these changes will enter the regular OpenPnP version, so up-front testing is crucial for those that use these classes.Overview still here:
fxframes
ma...@makr.zone
Hi fxframes,
thanks again, for the testing effort. Sorry about that!
Silly me, I used a simplified test case, where the homing
fiducial is the same as the primary calibration fiducial, hence I
did not notice. Stupid rookie test case mistake.
I'll fix it as soon as possible.
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/53d3ebf7-6f69-4b3d-8314-fc0eae5a18ecn%40googlegroups.com.
ma...@makr.zone
Fixed!
Please upgrade. Again, sorry for that, and thanks for the patient testing 😅
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/4d061fff-7152-ba32-ce6e-4d28bdb89f1c%40makr.zone.
fxframes