Problem with "Park Location"

ThePoll100

mark maker
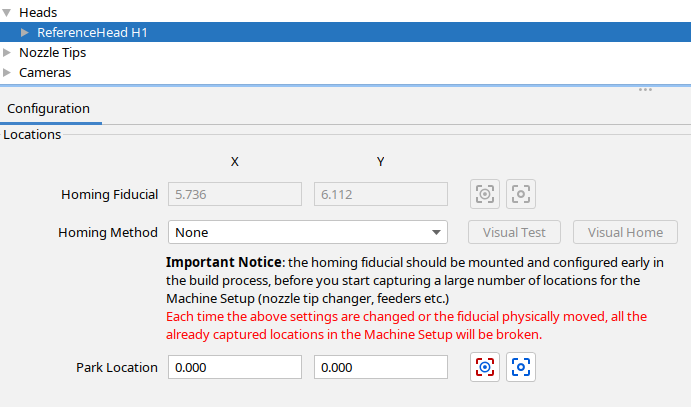
As you can see on the Head, the park location only defines X and Y.
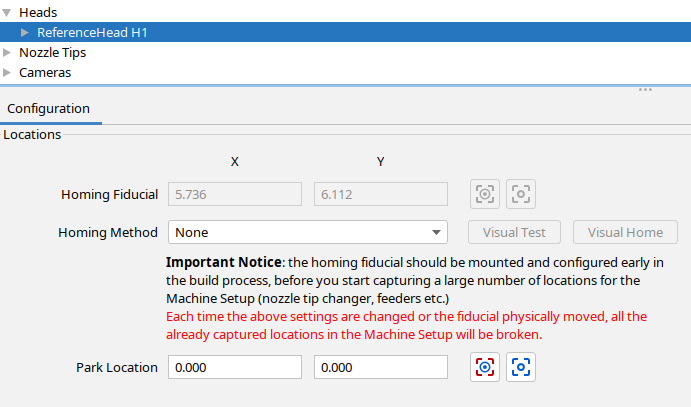
It does not set the C rotation, nor does it set Z
(except for going to Safe Z, but if your Safe Z zone has headroom,
it might be above minimum Safe Z and stay there).
Note, this is "natural" in itself, as the head might have multiple nozzles (and actuators) attached, and each might have C and Z axes with potentially different potential "park" coordinates, which in turn could be constrained due to shared transformed Z axes, or restricted angular articulation.
https://github.com/openpnp/openpnp/wiki/Transformed-Axes
https://github.com/openpnp/openpnp/wiki/Nozzle-Rotation-Mode
The Park Location also has nothing to do with the homing coordinate (on the axes!) per se, however that could be a way to define a more elaborate "park" location. I have to think about it.
> When I then click the "home" button, the machine sets these positions as 0 and is ready for a new job, which in turn gives the wrong rotation of the nozzle tips.
Relax, they do not need to be at 0 to start a new job. Both
OpenPnP and the controller still keep track of the axis positions.
But I guess you already know that.
Can you explain why you really need this? I hope this is not just a craving for excessive orderliness 😎
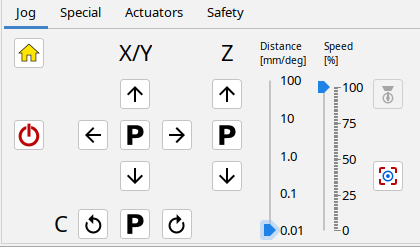
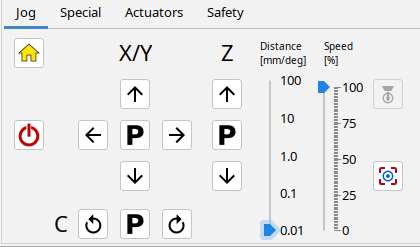
> The only way is to manually click in the "park" program for each nozzle.
If you press the P button in the center of the arrow
buttons it will equally just park the X/Y axes. You would
have to click on the bottom P for C too.
_Mark
--
Regards.Paweł M.
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BSVFEC4Ji--27H8fsk6ZVA-xhBkb4Z_SAtgfsy2nzwsPQC9FQ%40mail.gmail.com.
ThePoll100
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/2365e80d-d687-c6e8-f567-48055732481f%40makr.zone.

{kind=link}
{kind=link}
Leoyu
M114; Reporte position
Leoyu
mark maker
> Then I will ask a different question.
> Do the nozzles reset to zero when you press the Home
button? According to my observations, no.
> This invalidates the nozzle calibration in my
opinion.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CA%2BSVFEA-qy1WWwXZuq8y8vKy-2%2BLLr6_75zTLWwojsg6W%3DemGQ%40mail.gmail.com.