Boolean actuator

Zeljko Dabic
trying to find solution how to create boolean actuator which will be triggered with selected Nozzles (in Jog or Job work).
For example, if Nozzle: N1 iz selected then this actuator iz true - ON state, or if Nozzle: N2 iz selected then this actuator iz false - OFF state.
Any help is welcome.
dabatek
I' am was trying thru Gcode driver:
Head Montable - Nozzle: H1 N1
Setting - ACTUATE_BOOLEAN_COMMAND
{True:M809 ; actuate..}
Head Montable - Nozzle: H1 N2
Setting - ACTUATE_BOOLEAN_COMMAND
{False:M808 ; actuate..}
Also I have in ReferenceHead H1 created actuator
But in log file I' dont see any action.
Please is this good way or some other ?.
Thank you.

mark maker
If by "selected" you mean in the Machine Controls, then there is
no solution available, AFAIK.
Inside the job there no notion of "selected" nozzle. Nozzles are just used as needed, and often interweaved per job processor step.
What is your underlying purpose for this?
If it is related to axis motion, maybe this can help:
https://github.com/openpnp/openpnp/wiki/Axis-Interlock-Actuator
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/c29ba6dd-8fce-4d74-9ab9-4e7e903b5f99n%40googlegroups.com.
dabatek
Your question about purpose:
I was have bad idea when I started to make mechanic-construction for PNP. Now I have Z Head with 2 independent motors. One solution is to connect this motors to one driver (with rotated coils) and work in
mode: Nozzle pair, shared Zaxis, Negated. But this solution have a lack (in my case - construction), min. to max. movement for each of my Z axis is 40mm. Divided with 2 is 20mm - not enough.
In short this is reason for what I need this.
BTW i have custom made controller based on smoothie with LPC1769 with your firmware 5_axis, with all opto isolated - also usb,
and external drivers with servo-stepers on X and Y axis (work on 60V). My reason for making controller... .
Z.D
mark maker
> I was have bad idea when I started to make
mechanic-construction for PNP. Now I have Z Head with 2
independent motors.
Not a bad idea per se, some of the best machines have that.
> One solution is to connect this motors to one driver (with rotated coils) and work in mode: Nozzle pair, shared Zaxis, Negated.
No need! Driving separate axes is perfectly supported by OpenPnP.
You best set this up with Issues & Solutions:
https://github.com/openpnp/openpnp/wiki/Issues-and-Solutions#welcome-milestone
Check Include Solved to get the "Create nozzles for this head" solution back.
Press Reopen.
Select option Standalone Nozzle and increase the Number of Nozzle Units to 2.
Press Accept.
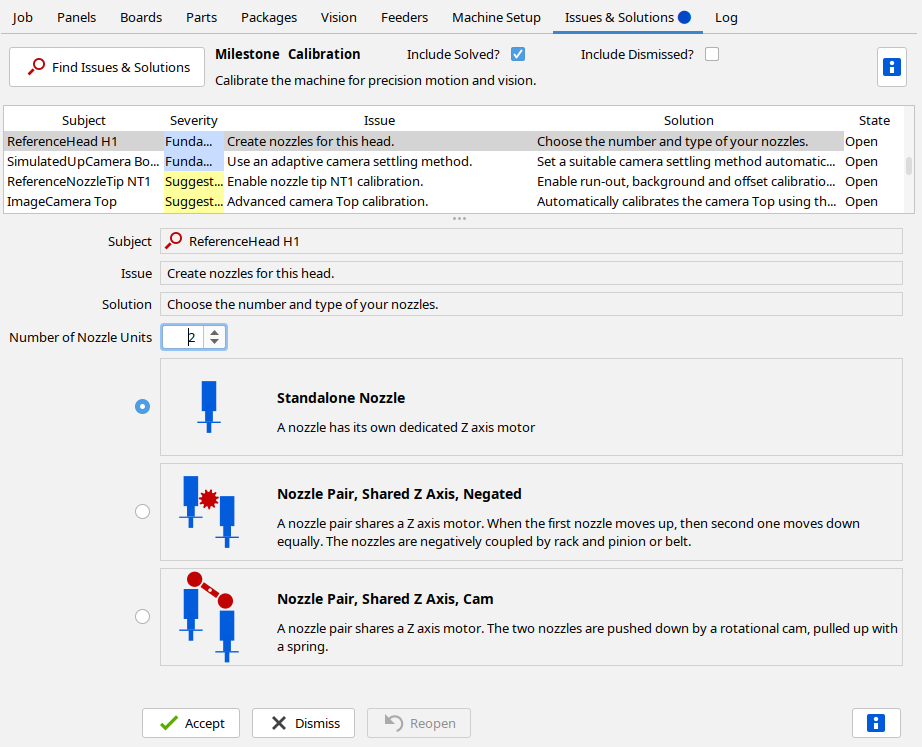
This will create all the right axes and nozzle axis mapping for you:

Then use Issues & Solutions to help you setup the
right axis letter assignment and G-code.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/ffbb9177-b030-420f-aa1e-dc0a355bf93bn%40googlegroups.com.
dabatek
dabatek
Mark
>If this is coorrect way is this mean that this new axis must have own step_pin and dir_pin.
Yes!
> It is not problem for me to make this correction on my controller, but which LPC1769 pin to use for this new axis.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/b62b2094-0951-486a-8288-4dcd12aba38en%40googlegroups.com.
dabatek
dabatek
mark maker
In order to use endstops on the Z2 = C axis, you need 6axis
endstops configuration. But please do not
follow the recompilation advice, our firmware is already
compiled as 6axis, just read about the endstops here:
http://smoothieware.org/6axis#using_additional_axes
Then look for homing_order
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/521de00e-102b-4578-b079-660d959838a9n%40googlegroups.com.