New OpenPnP 2.0 Version - Z calibration, Contact Probing, Height Sensing / Better Issues & Solutions

ma...@makr.zone
There is a new OpenPnP 2.0 Version available.
This adds nozzle tip changer XY and Z calibration using vision and probing. Used to calibrate the nozzle to be able to precisely contact probe part heights, feeder heights and placements. Also adds Auto-Focus based part height sensing for parts with enabled bottom vision.
Watch the video:
https://youtu.be/9uFxV1-vnXw
Read instruction in the Pull Request (will be moved to the Wiki later).
https://github.com/openpnp/openpnp/pull/1174
To make this and other machine configuration tasks simpler, the Issues & Solutions system has been improved.
Issues & Solutions now provides guidance based on the milestones of a step-by-step
machine building process. Essential configuration comes first, advanced features
are only suggested later. Potentially problematic solutions are even taken back
when going back to earlier milestones for troubleshooting or machine reconfiguration.
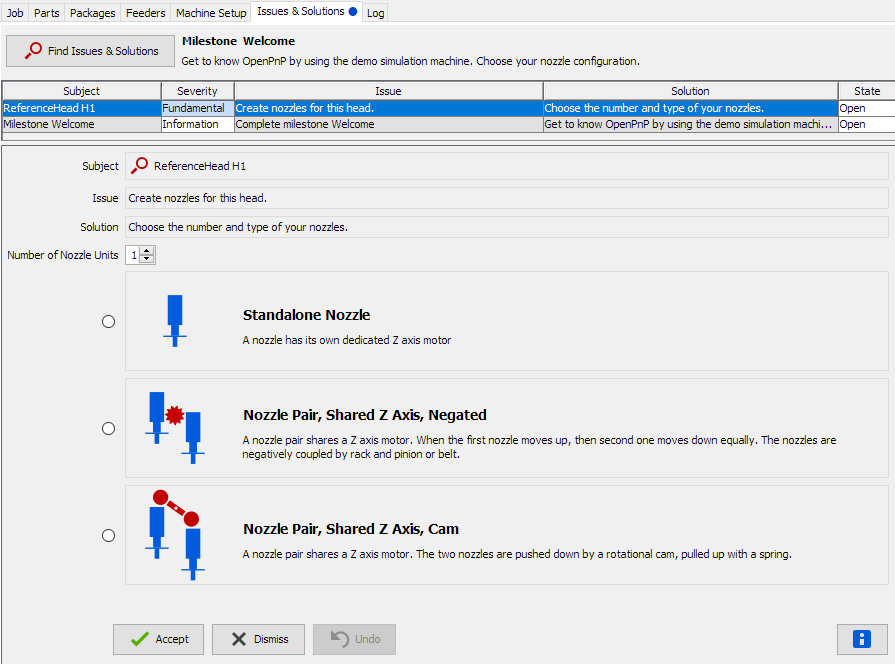
The Issues & Solutions UI has been promoted to be a top level tab. It even sports an
indicator on the tab to alert the user to detected issues. Solutions can now take
multiple choice and other input for enhanced solutions. Nozzle setup can now be done
using a few clicks.
Machine builders can now setup all the required nozzles and axes with a few clicks using the Nozzle Solutions wizardry.
Cheers,
_Mark

Harjit Singh
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/d4ca2d84-fc59-4c64-8ee1-59ae5d280463n%40googlegroups.com.
mark maker
Hi Harjit,
Please read these Wiki pages, they should actually answer almost* all your questions. But when questions
are remaining or documentation is not clear enough, please feel
free to come back and ask.
https://github.com/openpnp/openpnp/wiki/Nozzle-Tip-Changer#vision-calibration
https://github.com/openpnp/openpnp/wiki/Contact-Probing-Nozzle
(Most specifically this:)
https://github.com/openpnp/openpnp/wiki/Contact-Probing-Nozzle#tool-changer
*) specifics:
> b) Is the "the nozzle has touched the reference
location signal the switch that is built into the Liteplacer
head?
Yes.
https://liteplacer.com/the-machine/assembly-instructions/pnp-head-step-9-place-z-low-limit-switch/
> 3) Around 51 seconds, there is a mention of "Z Calibration with "Sniffle" Method (experimental)". I can hear the vacuum pump turn on. Is that what you meant by "sniffle". If so, lol. Pretty dang creative!
Not my idea originally, but I tried to implement it 😁. On my machine, it does not work with the finest tips, though, pressure difference is not conclusive. Overall, I don't think this is a viable option. Too slow and only works when no part is on the nozzle, i.e. the most useful/repetitive tasks can't be done.
https://youtu.be/9uFxV1-vnXw?t=49
A true contact probe like on the Liteplacer is really a good
thing. What it can do is
explained in the Wiki 😎.
_Mark
You received this message because you are subscribed to a topic in the Google Groups "OpenPnP" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/openpnp/CIj9T9TjFBY/unsubscribe.
To unsubscribe from this group and all its topics, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAEm8oETeVg0nsk6Ka1khQYNOGjR0K-ETFocQmK1rupLYhu0Huw%40mail.gmail.com.

chende...@gmail.com
mark maker
Hi Florian,
Thanks for reporting this.
It's a bug for those that haven't adopted Advanced Motion Control, when they upgraded in the past (or now). It seems you still have Letter Variables disabled in the driver, right?
The problem is this: I introduced this PR, that supports a much smarter HOME_COMMAND:https://github.com/openpnp/openpnp/pull/1319
But I simply forgot to exclude those that still use the old way
without axis letter variables. The old way can only address axes
by type (X, Y, Z, Rotation), it cannot address multiple axes of
the same type (two Z axes etc.). So this new feature must be
blocked from them, otherwise the Exception you reported will
result.
I will fix this.
But for you to advance, I really, really recommend letting Issues & Solutions guide you through setting up Advanced Motion Control, i.e. with multi-axis support. It already offers many advantages, and the old system will likely be retired one day.
https://github.com/openpnp/openpnp/wiki/Issues-and-Solutions
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/b3b71cd7-8b9e-4e77-915a-a0d33a7370c5n%40googlegroups.com.
chende...@gmail.com
chende...@gmail.com
mark maker
Please don't try this manually. Like I said:
I really, really recommend letting Issues & Solutions guide you through setting up Advanced Motion Control, i.e. with multi-axis support. It already offers many advantages, and the old system will likely be retired one day.
https://github.com/openpnp/openpnp/wiki/Issues-and-Solutions
It will propose all the right things automatically, or
tell you what you have to do manually (such as assigning the axis
letters, which must correspond to those used on the controller).
Also please use the blue [i] buttons liberally (Note, there are
two: one per Milestone at the top, one per Issue at the bottom)
If this guidance does not work for you, please report back here,
thanks.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/d3800685-ed52-4ee0-9aac-703b96e50b43n%40googlegroups.com.
chende...@gmail.com
mark maker
Hi Florian,
I still recommend you take the time to understand the difference
and change your commands over. Your being stuck with
'toolpathfeedrate', does not change that. You can still benefit
from many other features.
Btw. do you really have no means of controlling the
acceleration?! Like a M204 command?
If your controller is still a G-code controller, you should still
be able to use most of the other I&S suggestions. Maybe let it
propose the command and adapt it.
If your controller is totally exotic, you may have to transform
the commands over manually. But that's still quite easy, once you
understand the change. It's simply a matter of how the variable
placeholders {X} etc. in the G-code commands are named:
- OLD: OpenPnP uses the axis type as the variable name , strictly X, Y, Z, Rotation.
- NEW: OpenPnP uses the axis letter, as it is named
on the controller, as the variable name, and it can
address all the axes in one command instead of just one
per type.
First you need to enter that letter on the axis, like so:
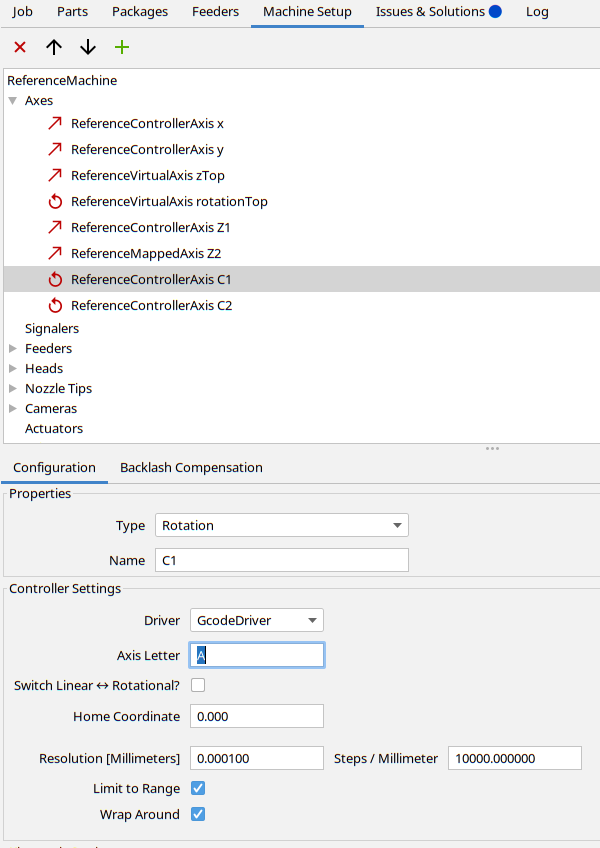
Then use the variable in the MOVE_COMMAND etc. So for that example in the screen-shot you would now use {A...} instead of {Rotation..}, and you would use all the axes, instead of just the four types. Benefit: the machine can now address all the axes at once.
Example:
{Acceleration:M204 S%.2f} G1 {X:X%.4f} {Y:Y%.4f} {Z:Z%.4f}
{A:A%.4f} {B:B%.4f} {FeedRate:F%.2f} ; move to target
https://github.com/openpnp/openpnp/wiki/Advanced-Motion-Control#migration-from-a-previous-version
If you're still not convinced: I fixed the bug in the
testing version. Your old config should work again.
https://openpnp.org/test-downloads/
Thanks again for the bug report.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/390db765-213a-4eb4-8fe9-e3114dce9076n%40googlegroups.com.