How to control BLOW-OFF properly?

vespaman

Jan
To my understanding the values of the CHM-T are of T-type which either
connected to the vacuum or blower pump. So there is no way to specify,
that you only wont to blow when placing parts.
However, you might be able to enable and disable the blower at certain
points as part of other actuators like switch it off when the vacuum
value is opened (place) and switch it on when the value is closed for
vacuum. The blower will then be on as long as there is a component on
the nozzle.
However 2: I faced the same issue with the blower and decided to not
use it. Instead I've configured small pick (20ms) and place (40ms) dwell
times. That works very well for me.
Jan
> You received this message because you are subscribed to the Google
> Groups "OpenPnP" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to openpnp+u...@googlegroups.com
> <mailto:openpnp+u...@googlegroups.com>.
> To view this discussion on the web visit
> https://groups.google.com/d/msgid/openpnp/e18f22cb-3f0b-4e32-a90a-6db807e363a8n%40googlegroups.com <https://groups.google.com/d/msgid/openpnp/e18f22cb-3f0b-4e32-a90a-6db807e363a8n%40googlegroups.com?utm_medium=email&utm_source=footer>.
vespaman
Jan
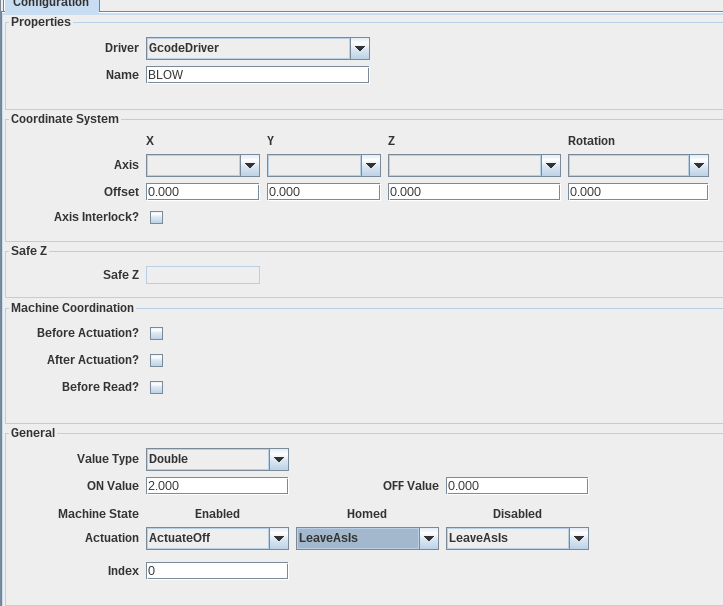
For actuators of "Value Type" "Double" as in your screenshot, the "ON
Value" and "OFF Value" are presets, that are hand over to the GCode
driver. There you can use the value as part of the GCode the actuator
wonts. I've my blower configured as "M812 S{IntegerValue}". This way the
2.000 of you screenshot is converted into the integer 2 and then send to
the controller, which - with my firmware where the blower output is
configured as PWM - generates a PWM of 2% duty cycle. (The original
firmware operated the blower at 2%.) Btw: on the actuators tab you can
debug entering values you like and use the presets for ON and OFF.
Actually I did not had problems with parts sticking to the nozzle tip
after placing yet, except if the PCB-Z or component height was not
correct. I place a lot of 0402 and they all stick well in the paste if
PCB-Z is the level of the PCB. With ~0.1mm of paste on the PCB the
actual surface the component is placed on, is a little higher and the
spring of the nozzle tip presses the component firmly down.
Jan
On 22.03.2023 09:21, vespaman wrote:
> Hi Jan,
> Yes, I also think the valve only can be vacuum or blow, so any more
> control must involve the pump(s).
>
> I suppose I have to disable my blow-off as well then. However, I have
> seen that on discard, the lightest components sometimes still hangs on
> the nozzle, even after vacuum off so this is not ideal.
>
>
> I also found things that makes it worse; the actuator on value seems to
> be hard coded to 10, so no matter what I put in this dialog;
> (at least when I am stepping or running a job)
>
> --
> You received this message because you are subscribed to the Google
> Groups "OpenPnP" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to openpnp+u...@googlegroups.com
> <mailto:openpnp+u...@googlegroups.com>.
> To view this discussion on the web visit
vespaman
vespaman
Jan
does not get lost.
On 22.03.2023 15:28, vespaman wrote:
> Yes, I have based my machine.xml on yours, so I also have this 'M812
> S{IntegerValue} ; BLOW M812 at [%]'
> But only if you use the actuator control from the "Machine
> controls->Actuators->H1:BLOW" (tab in the jog control pane), does it
> send the set 'ON' value (2 in my case) as it should.
>
> > --
> > You received this message because you are subscribed to the Google
> > Groups "OpenPnP" group.
> > To unsubscribe from this group and stop receiving emails from it,
> send
> > an email to openpnp+u...@googlegroups.com
> > <mailto:openpnp+u...@googlegroups.com>.
> > To view this discussion on the web visit
> >
> --
> You received this message because you are subscribed to the Google
> Groups "OpenPnP" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to openpnp+u...@googlegroups.com
> <mailto:openpnp+u...@googlegroups.com>.
> To view this discussion on the web visit
Jan
configure different commends for ON and OFF.
While preparing my first response to your question, I was wondering to
just switch off machine coordination for the vacuum valve. However, I
quickly had to realize, that while closing the valve for vacuum at
Save-Z - while the nozzle is just going down to the pick location -
might be fine, disabling the vacuum on place with the nozzle still
somewhere about PCB-Z is certainly a no go. So a better solution for
T-type values might be to switch to vacuum before lowering the nozzle at
the pick location and disable vacuum when the nozzle is at its desired
place location. This might still not be perfect as the air flow into the
nozzle while lowering the nozzle to the pick location might pull light
components out of their pockets. I suppose that's what the big guys do:
carefully coordinate the value and the nozzle so that no dwell time or
blow-off is needed. I'm not sure if GCode would permit to close the
valve lets say 50ms before the nozzle arrives at its pick location.
Jan
> > --
> > You received this message because you are subscribed to the
> > Groups "OpenPnP" group.
> > To unsubscribe from this group and stop receiving emails from
> it, send
> > an email to openpnp+u...@googlegroups.com
> > <mailto:openpnp+u...@googlegroups.com>.
> > To view this discussion on the web visit
> >
> --
> You received this message because you are subscribed to the Google
> Groups "OpenPnP" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to openpnp+u...@googlegroups.com
> <mailto:openpnp+u...@googlegroups.com>.
> To view this discussion on the web visit
vespaman
So a better solution for
T-type values might be to switch to vacuum before lowering the nozzle at
the pick location and disable vacuum when the nozzle is at its desired
place location. This might still not be perfect as the air flow into the
nozzle while lowering the nozzle to the pick location might pull light
components out of their pockets.

mark maker
Hi,
you (Jan) explained how that "T-type" works here:
https://groups.google.com/g/openpnp/c/P2-vgP8-6qo/m/hSEpwqFRCQAJ
I quote:
I'd like to share my experience with blow-off and the confetti
calibration: On my CHM-T36VA there is a blower and a vacuum pump linked
to the nozzle using a single valve. So either the vacuum or the blower
is connected to the nozzle tip.
So all you can do is control the pump voltage (PWM) in general, which will likely be slow to react to changes, right?
We talked about the "confetti calibration" there and you said:
If I operate the blower at the
configuration of the original Chinese software (16kHz PWM @2%) the
confetti is blown away after the nozzle as put it down. I archived good
results with blower switched off and temporarily increased place dwell
time.
In this T-type configuration (if I understand correctly), you
should control the pump PWM, not the valve. Being a
T-type, the valve must simply be controlled by the normal vacuum
valve actuation.
Again, to make it clear: there are two separate
actuators, one controls the blower pump, the other the vacuum
T-valve. Not to be confused in the text below.
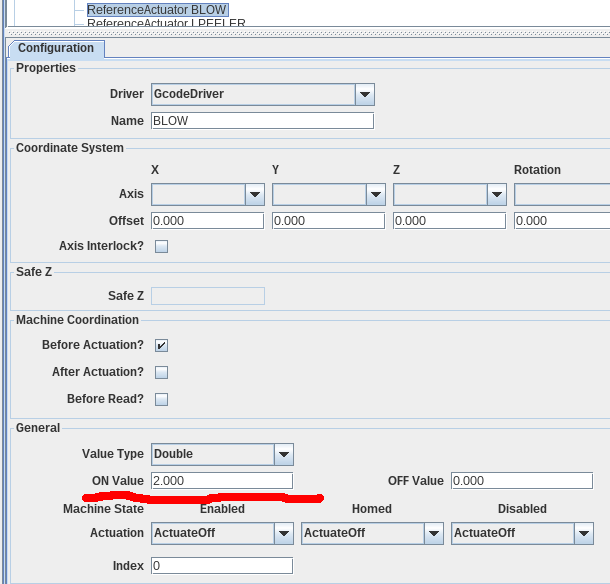
This separation means you need to disable the Closes Vacuum Actuator? checkbox, here:

If you disable the Machine Coordination / Before
Actuation? on the blower actuator, it should send the
command before the move to placement, i.e. the blower
pump has some time to adjust while the motion takes place (you
should confirm the early actuation in the log):

However, with dual nozzles, the move from the first placement to
the second placement on the PCB will be likely be quite small, so
I'm not sure this will suffice to adjust. It likely also depends
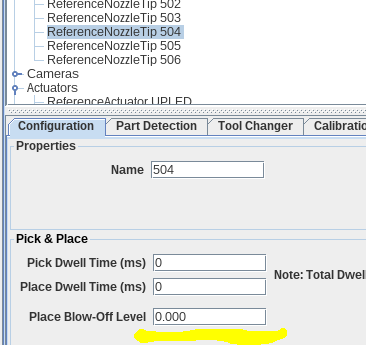
on how diverse the Place Blow-Off Levels are
configured on Nozzle Tips (and overridden on Packages).
So you'd probably need some extra Place Dwell Time for the
worst case.

The second problem is the pick. Ideally you want the
blower off or at least at low "standby" level when picking from
the feeder.
There are two scenarios:
- The "puff" scenario: the blower builds up pressure while the
part is on the nozzle, then releases it in a "puff" when the
normal vacuum valve actuator is switched OFF (which means switched
over to blow in the T valve configuration). If such a
puff is sufficient to safely disengage the part from the nozzle
tip, we can immediately dial down the blower PWM inside the
vacuum valve OFF command, i.e. a second G-code line that dials
down the pump PWM after the vacuum valve switch (note we are
mixing actuators here). An extra G4 dwell could also be
inserted in between the two commands to give the puff a
duration.
Note, if this happens between the two placements of the two nozzles, the dial down command is immediately overridden by the blow off actuator command setting the blow-off level for the second nozzle, so the blower pump will not actually ramp down.
But after the second nozzle placement, this immediate dialing down of the blower pump will remain effective and make sure blower pressure is low when picking from the next feeder.
That's the ideal scenario.
- The "continuous" scenario: if the puff is not possible,
because it needs to blow longer and through the lifting
to Safe Z of the nozzle, to safely disengage the part from the
nozzle tip, then it becomes more complicated.
Which is discussed below:
Short of scripting there is currently no facility in OpenPnP to
do that.
But it could be easily added. We need to dial down blower
pressure later in time. There would have to be a second field on
the Nozzle Tip called Standby Blow-Off Level.
OpenPnP would revert to that level at the right moment (to be
determined), so pressure will be low when picking from the next
feeder.
But first, you guys have to tell me if what I'm thinking is right, and if the machine can ramp up/down the blower pressure in reasonable time. Plus this has to be doable with the T-valves switched either way (I guess all four states of two T-valves on two nozzles). If the ramping up/down takes seconds, this is all futile. 🙁
> If you change the actuator type from "Double" to "Boolean" you can configure different commends for ON and OFF.
That won't work for the blower actuator. Unlike other actuators,
it is hard-coded to be a Double actuator. And if I
understand the situation right, you do want Double to
control the PWM on the pump, as explained above...
_Mark
vespaman
In this T-type configuration (if I understand correctly), you should control the pump PWM, not the valve. Being a T-type, the valve must simply be controlled by the normal vacuum valve actuation.
Again, to make it clear: there are two separate actuators, one controls the blower pump, the other the vacuum T-valve. Not to be confused in the text below.
This separation means you need to disable the Closes Vacuum Actuator? checkbox, here:
If you disable the Machine Coordination / Before Actuation? on the blower actuator, it should send the command before the move to placement, i.e. the blower pump has some time to adjust while the motion takes place (you should confirm the early actuation in the log):
However, with dual nozzles, the move from the first placement to the second placement on the PCB will be likely be quite small, so I'm not sure this will suffice to adjust. It likely also depends on how diverse the Place Blow-Off Levels are configured on Nozzle Tips (and overridden on Packages). So you'd probably need some extra Place Dwell Time for the worst case.

The second problem is the pick. Ideally you want the blower off or at least at low "standby" level when picking from the feeder.
There are two scenarios:
- The "puff" scenario: the blower builds up pressure while the part is on the nozzle, then releases it in a "puff" when the normal vacuum valve actuator is switched OFF (which means switched over to blow in the T valve configuration). If such a puff is sufficient to safely disengage the part from the nozzle tip, we can immediately dial down the blower PWM inside the vacuum valve OFF command, i.e. a second G-code line that dials down the pump PWM after the vacuum valve switch (note we are mixing actuators here). An extra G4 dwell could also be inserted in between the two commands to give the puff a duration.
Note, if this happens between the two placements of the two nozzles, the dial down command is immediately overridden by the blow off actuator command setting the blow-off level for the second nozzle, so the blower pump will not actually ramp down.
But after the second nozzle placement, this immediate dialing down of the blower pump will remain effective and make sure blower pressure is low when picking from the next feeder.
That's the ideal scenario.
- The "continuous" scenario: if the puff is not possible, because it needs to blow longer and through the lifting to Safe Z of the nozzle, to safely disengage the part from the nozzle tip, then it becomes more complicated.
Which is discussed below:
Short of scripting there is currently no facility in OpenPnP to do that.
But it could be easily added. We need to dial down blower pressure later in time. There would have to be a second field on the Nozzle Tip called Standby Blow-Off Level. OpenPnP would revert to that level at the right moment (to be determined), so pressure will be low when picking from the next feeder.
But first, you guys have to tell me if what I'm thinking is right, and if the machine can ramp up/down the blower pressure in reasonable time. Plus this has to be doable with the T-valves switched either way (I guess all four states of two T-valves on two nozzles). If the ramping up/down takes seconds, this is all futile. 🙁
mark maker
> Hmm, I don't see the "Place Blow-Off Level" setting on my
nozzle configuration.
Nozzle tip. It makes sense, larger bores likely
need more blower pressure. Btw. you can also override it on the package.
> Guestimate is about 100-200ms. Maybe less, maybe slightly more.
That is fast, even if parts are close together on the PCB the move between them (including move to save Z) will likely take longer.
> Is there any situation where a ramp down would takes place with both the valves set to 'vacuum'?
Probably not.
But I suggest you first try the "puff" scenario. Only when this
does not work, should be make it more complicated.
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/7003301e-0be4-4545-b6d4-83f3fdf8fc95n%40googlegroups.com.
vespaman
>> Hmm, I don't see the "Place Blow-Off Level" setting on my
nozzle configuration.
>Nozzle tip. It makes sense, larger bores likely need more blower pressure. Btw. you can also override it on the package.
mark maker
> How is this setting treated with respect to the setting in the actuator? I.e. if I set it to zero, will it use the setting of the actuatorOn? Or is zero a valid number here (i.e. it will not enable the blow pump, even if it is set to something in actuator)?
I'm not sure I understand the question right, but guessing there
is a confusion between Boolean and Double actuator semantics.
There is no "ON" or "OFF" with a Double actuator. You can just set
a numeric value. The value is then integrated into G-code
commands, sent and interpreted by the controller.
However, zero may mean "OFF" in practical, electrical terms. With
PWM, I believe this is the case (zero duty cycle) and there might
even be semantics in the controller MCU to then really switch the
PWM generator and IO port off, completely.
Having said that, I'm not sure switching the blower pump off
completely is the best solution. It might be necessary to keep it
running at some low standby level, so the pressure is quicker to
ramp up when needed. The standby level would have to be chosen
sufficiently low, so no parts are blown from feeders.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/7eb43a95-17b1-4026-a87d-339d7c3bfd47n%40googlegroups.com.
vespaman
mark maker
The ON and OFF values are only relevant if an actuator is actuated with Boolean semantics. That is not the case with normal blow-off actuator use, as programmed in OpenPnP.
If you use Machine State actuation...
https://github.com/openpnp/openpnp/wiki/Setup-and-Calibration_Actuators#actuator-machine-states
... or the interactive Actuator Control Panel dialog boxes with
their On and Off buttons...
https://github.com/openpnp/openpnp/wiki/Setup-and-Calibration_Actuators#actuator-control-panel
... then the ON and OFF values come into play, of course.
_m
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/a7923cca-8b63-490b-800c-7c8af5372345n%40googlegroups.com.
vespaman
Jan
Many thanks for your comprehensive answer. It's always a pleasure to
receive such an incredible about of knowledge in so little words.
I'll put my comments between the lines.
On 23.03.2023 12:20, mark maker wrote:
> Hi,
>
> you (Jan) explained how that "T-type" works here:
>
> https://groups.google.com/g/openpnp/c/P2-vgP8-6qo/m/hSEpwqFRCQAJ
>
> I quote:
>
> //calibration: On my CHM-T36VA there is a blower and a vacuum pump
> linked//
> //to the nozzle using a single valve. So either the vacuum or the
> blower//
> //is connected to the nozzle tip. //
> /
> So all you can do is control the pump voltage (PWM) in general, which
> will likely be slow to react to changes, right?
>
> We talked about the "confetti calibration
>
> /If I operate the blower at the //
> //configuration of the original Chinese software (16kHz PWM @2%) the //
> //confetti is blown away after the nozzle as put it down. //I
> archived good //
> //results with blower switched off and temporarily increased place
> dwell //
> //time./
> In this T-type configuration (if I understand correctly), you should
>
> confused in the text below.
>
blower before the conversion a few month before and he reported the
16kHz and 2%. He did not reported if/that it was difficult to observe
the PWM or if the blower is only "part time" operated. Just recently
I've seen a video of the original firmware and found, that the Z axis is
incredible fast. I'm sure its less likely to face blower issues if the
nozzle is very fast. So actually I can't tell how the Chinese are
operating the blower.
Anyhow, I do remember, that I operated the blower manually (at 2%)
while performing the confetti test you quoted using a 502 Juki nozzle
tip and that it did blow the test object away.
I just checked my configuration again and found, that
a) I've a "Blow Off Actuator" configured for all nozzles,
b) have configured the blower actuator as "Value Type" "Double" and set
the "ON Value" to correspond to the 2% duty cycle I wont,
c) verified the operation using the "Actuators" tab in the "Machine
Controls" section,
d) never noticed the blower to be operated except when manually
controlled and
e) still have the default"Place Blow-Off Level" (0) on each nozzle tip.
As I said, I'm now running as per my configuration without blower but
with 20ms "Pick Dwell Time" and 40ms "Place Dwell Time" configured on
all nozzles and no additional dwell time settings per nozzle tip. That
seems to work fine, at least it does a good job for the confetti test
(I've repeated it quite often due to the top camera mounting/drifting
issue and I'm pretty sure the confetti is always placed safely).
> This /separation /means you need to /disable /the *Closes Vacuum
> Actuator?* checkbox, here:
>
> If you /disable /the *Machine Coordination / **Before* *Actuation?* on
> the blower actuator, it should send the command /before /the move to
> takes place (you should confirm the early actuation in the log):
>
> second placement on the PCB will be likely be quite small, so I'm not
> /the *Place Blow-Off Level*s are configured on *Nozzle Tips* (and
> overridden on *Packages*). So you'd probably need some extra *Place
> Dwell Time* for the worst case.
>
I can confirm, that the blowers startup time shall be sufficiently short
to change the level between the nozzles when placing multiple parts. (I
just checked, that the blowers rotation is audible slower then both
values are activated, closing the hoses towards it. It then might take
about 1sec for the blower to reach its steady state, which shall still
be fine.) However, its as always, the major difficulty would be to find
out/measure reasonable values to use...
> > The second problem is the *pick*. Ideally you want the blower off or at
>
> There are two scenarios:
>
> *in the T valve configuration). If such a puff is sufficient to
> dial down the blower PWM inside the vacuum valve OFF command, i.e. a
> second G-code line that dials down the pump PWM after the vacuum
> puff a duration.
> Note, if this happens between the two placements of the two nozzles,
> actuator command setting the blow-off level for the /second /nozzle,
> so the blower pump will _not_ actually ramp down.
> of the blower pump will remain effective and make sure blower
> pressure is low when picking from the next feeder.
> That's the ideal scenario.
>
> needs to blow longer and /through /the lifting to Safe Z of the
> becomes more complicated.
> Which is discussed below:
>
> Short of scripting there is currently no facility in OpenPnP to do that.
>
> But it could be easily added. We need to dial down blower pressure later
> in time. There would have to be a second field on the Nozzle Tip called
> from the next feeder.
>
> But first, you guys have to tell me if what I'm thinking is right, and
> if the machine can ramp up/down the blower pressure in reasonable time.
> Plus this has to be doable with the T-valves switched either way (I
> guess all four states of two T-valves on two nozzles). If the ramping
>
I like the idea of the "puff". To my understanding the blower shall help
to release the vacuum more quickly on place. I guess that's easily
achievable when enabling the blower before the place.
However, it sounds like lots of work and many unknown to figure out
when and how to enable the blower for a "good" puff. One could probably
facilitate the vacuum sensor. (The alternative is still a few ms dwell
time per place operation.)
I do agree, that the blower shall be switched off (or to a configurable
standby level) after the placement and I'd like to see a check box to
enable this feature (and a box to configure the level).
> /> //If you change the actuator type from "Double" to "Boolean" you can
> configure different commends for ON and OFF. /
> That won't work for the blower actuator. Unlike other actuators, it is
> right, you /do want /*Double *to control the PWM on the pump, as
> explained above...
>
It's great to hear, how the internals are working and that all I've
observed are by intention. To avoid future confusion may I suggest to
add warnings to I&S solutions, that
a) an actuator configured as "Blow Off Actuator" on any nozzle shall be
of "Double" type? (at present I get a warning, that "The blow off
actuator BLOW has no ACTUATOR_BOOLEAN_COMMAND assigned.") and
b) the "Blow Off Actuator" has no notable function as long as no level
is defined on any nozzle tip. (a pure warning/information would help to
understand why there is no blow off with just the defaults.)
(At least I was not aware of this two requirements and hence have no
good experience with the blower yet to report.)
Jan
mark maker
> I do agree, that the blower shall be switched off (or
to a configurable standby level) after the placement and I'd
like to see a check box to enable this feature (and a box to
configure the level).
I hope you have seen and understood that this should be possible
without any change in OpenPnP, through clever use of G-code
(as I described).
I agree it would be more elegant to support this directly and
cleanly from OpenPnP (It would also allow the blower actuator on a
different controller/driver than the vacuum actuator), however I'm
reluctant to add this before it is proven to work using the G-code
way.
> b) the "Blow Off Actuator" has no notable function as
long as no level is defined on any nozzle tip. (a pure
warning/information would help to understand why there is no
blow off with just the defaults.)
I don't understand the sentence and/or the idea behind this, please elaborate.
_Mark
Jan
On 27.03.2023 12:56, mark maker wrote:
> /> I do agree, that the blower shall be switched off (or to a
> check box to enable this feature (and a box to configure the level). /
>
> described).
>
Yes, I do!
> I agree it would be more elegant to support this directly and cleanly
> from OpenPnP (It would also allow the blower actuator on a different
> controller/driver than the vacuum actuator), however I'm reluctant to
> add this before it is proven to work using the G-code way.
>
>
> /> b) the "Blow Off Actuator" has no notable function as long as no
> /
> I don't understand the sentence and/or the idea behind this, please
> elaborate.
>
this thread. I did configure the blower some time ago hopeing to get
this feature to work. Unfortunately setting the blower to double was
rather a way to express my wish to configure it's on value to 2% then
the understanding that the blower has to be of double type. I also was
not aware, that I have to configure a blow off value on the nozzle tip
to actually make it work automatically (or make it do something that I
can notice physically). Previously I enabled the blower manually (until
I discovered that dwell times work better for me). (Actually I did the
same manual operation of the vacuum pump until you introduced the "Pump
Control" feature.)
I suggested the two additions to I&S because it would have helped me in
understanding the blower setup: a) make sure the blower actuator is of
the correct type and b) inform/warn me, that I shall review the blow off
value on the nozzle tip.
Jan
Jan
On 27.03.2023 12:56, mark maker wrote:
> check box to enable this feature (and a box to configure the level). /
>
> described).
>
Yes, I do!
> I agree it would be more elegant to support this directly and cleanly
> from OpenPnP (It would also allow the blower actuator on a different
> controller/driver than the vacuum actuator), however I'm reluctant to
> add this before it is proven to work using the G-code way.
>
>
> /
> I don't understand the sentence and/or the idea behind this, please
> elaborate.
>
this thread. I did configure the blower some time ago hoping to get this
way to express my wish to configure it's on value to 2% then the
understanding that the blower has to be of double type. I also was not
aware, that I have to configure a blow off value on the nozzle tip to
actually make it work automatically (or make it do something that I can
notice physically). Previously I enabled the blower manually (until I
discovered that dwell times work better for me). (Actually I did the
same manual operation of the vacuum pump until you introduced the "Pump
Control" feature.)
I suggested the two additions to I&S because it would have helped me in
understanding the blower setup: a) make sure the blower actuator is of
the correct type and b) inform/warn me, that I shall review the blow off
value on the nozzle tip.
Jan
mark maker
> b) inform/warn me, that I shall review the blow off value
on the nozzle tip.
Ahh, now I understand.
Unfortunately, I assume setting 0 is a valid level, so I&S
should not complain.
_Mark
Jan
On 27.03.2023 19:17, mark maker wrote:
> /> b) inform/warn me, that I shall review the blow off value on the
> nozzle tip. //
> /
> Ahh, now I understand.
>
> Unfortunately, I assume setting 0 is a valid level, so I&S should not
> complain.
>
present a warning/information, that addition work might be needed.
When ever any/a new blower actuator is assigned to any nozzle, I&S may
1) check if the actuator is of the correct type (and complain if not)
and 2) always present the warning/info, that the value shall be visited.
This would inform the user that without checking this setting she/he
might not get the desired results. One would just acknowledge the
message without any consequence.
This type of info would help to setup the blower without you (and
others) spending hours explaining how it has to be setup.
Jan
> On 3/27/23 15:37, 'Jan' via OpenPnP wrote:
>> b) inform/warn me, that I shall review the blow off value on the
>> nozzle tip.
>
> You received this message because you are subscribed to the Google
> Groups "OpenPnP" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to openpnp+u...@googlegroups.com
> <mailto:openpnp+u...@googlegroups.com>.
> To view this discussion on the web visit
vespaman
mark maker
Great!
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/8f0cc584-661c-4a2c-bb88-7f5dee138965n%40googlegroups.com.