Backlash compensation tests fail

Eric Norton

|



mark maker
Hi Eric
please send the machine.xml
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAEfPpXzQ3VRUCVbu-YKUKSkB6CHmWGz7m%3Du_-xxwmJpe429xog%40mail.gmail.com.
mark maker
In case I'm offline, this is a rough checklist:
- Driver must use one of the advanced control types: ConstantAcceleration
or better (ModeratedConstantAcceleration recommended).
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type - Driver must not have a feed-rate limit. Set to 0.
- Axes must all have have feed-rate and acceleration
limits defined:
https://github.com/openpnp/openpnp/wiki/Machine-Axes#kinematic-settings--rate-limits
- Those axis limits must be smaller or equal to those
that are effective on the controller. If you send M204 S2000 but
the controller limits that to a configured S1000, it explains
all.
- The controller must be a true constant acceleration controller
(which Grbl is, AFAIK).
> I was able to get the backlash for X and Y to work with
a previous testing version of Open PnP and now it fails.
The speed test was added in one of the later version, after multiple users complained that the calibration did not work right for them. It turned out that they still had the ToolpathFeedRate control set on the driver, which obviously spoils any attempt to calibrate sneak-up distances and backlash compensation moves at reduced speed. Those tiny moves will never be limited by a feed-rate, as they never reach those speeds, they need to be limited by acceleration too. A backlash speed of 25% means a mere 6.25% acceleration.
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#control-of-speed-factors
In general: have you carefully considered Issues &
Solutions? Maybe including dismissed ones?
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/6156fd29-e432-866f-3f6e-80b27affd957%40makr.zone.
Eric Norton
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/6156fd29-e432-866f-3f6e-80b27affd957%40makr.zone.
mark maker
Hi Eric
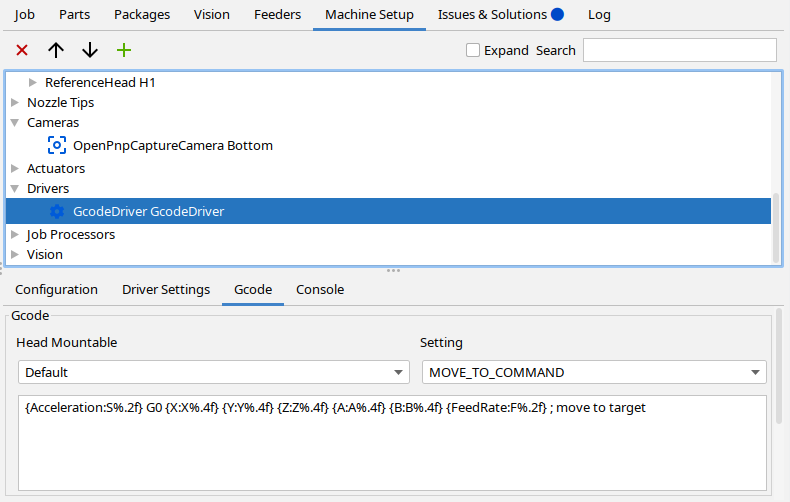
The M204 (set acceleration) directive is missing on your MOVE_TO_COMMAND:

In fact, Issues & Solutions tells you so:

Now I'm just guessing you might have removed it manually, and
why: Some controllers don't like multiple commands on one line,
i.e. they don't like M204 on the same line as the G1 (even though
this should be supported according to NIST
RS274NGC, section 3.3.5). I don't know about Grbl.
If this is the case, enter it in two lines:
{Acceleration:M204 S%.2f} ; set acceleration limit
G1 {X:X%.4f} {Y:Y%.4f} {Z:Z%.4f} {A:A%.4f} {B:B%.4f} {FeedRate:F%.2f} ; move to target
If this helps, please report back,
I will make it the new Issues & Solutions suggestion for Grbl.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAEfPpXzBX-fFR8D58OMGcBvZhf2XfvV_M%3DFrgSEoKwDDD8bU8w%40mail.gmail.com.
eric.no...@gmail.com
Hi Mark,
Yes, I removed the M204 for testing purposes to see if that was causing a problem. I had it in place before and it worked fine. For GRBL it is not necessary to have the M204 command because it is not needed. I have it coded like so in the GRBL firmware:
case 204: word_bit = NON_MODAL_NO_ACTION; break; // Set Acceleration. Moved to S
I can try the two line like you have mentioned but everything worked fine before I did the update so not sure now what broke.
Thanks,
Eric

To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/7843fef0-116c-6257-a86e-e4efd436d171%40makr.zone.
Eric Norton
In case I'm offline, this is a rough checklist:
- Driver must use one of the advanced control types: ConstantAcceleration or better (ModeratedConstantAcceleration recommended).
- https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type I am using ModeratedConstantAcceleration
- Driver must not have a feed-rate limit. Set to 0. I am a bit confused by this. Do you mean internally in the grbl firmware? I have the feed-rate maximum set to 24000 (400mm/s). Should this be higher? I don't want the machine going too fast.
- Axes must all have have feed-rate and acceleration limits defined:
- https://github.com/openpnp/openpnp/wiki/Machine-Axes#kinematic-settings--rate-limits I have set the axis limits as defined.
- Those axis limits must be smaller or equal to those that are effective on the controller. If you send M204 S2000 but the controller limits that to a configured S1000, it explains all. The S value updates all axes acceleration values X, Y, Z1, Z2, C1, C2, C3, C4. Should this only change the X and Y axis only and the other axes be left alone or at a default value?
- The controller must be a true constant acceleration controller (which Grbl is, AFAIK). GRBL is.
> I was able to get the backlash for X and Y to work with a previous testing version of Open PnP and now it fails.
The speed test was added in one of the later version, after multiple users complained that the calibration did not work right for them. It turned out that they still had the ToolpathFeedRate control set on the driver, which obviously spoils any attempt to calibrate sneak-up distances and backlash compensation moves at reduced speed. Those tiny moves will never be limited by a feed-rate, as they never reach those speeds, they need to be limited by acceleration too. A backlash speed of 25% means a mere 6.25% acceleration.
Here is what I have:

To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f25ec567-ce6f-cc1d-f091-d01bc38c5fe9%40makr.zone.
mark maker
Hi Eric,
Have you read that second mail of mine?
In case I'm offline, this is a rough checklist:
- Driver must use one of the advanced control types: ConstantAcceleration or better (ModeratedConstantAcceleration recommended).
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type- Driver must not have a feed-rate limit. Set to 0.
- Axes must all have have feed-rate and acceleration limits defined:
https://github.com/openpnp/openpnp/wiki/Machine-Axes#kinematic-settings--rate-limits
- Those axis limits must be smaller or equal to those that are effective on the controller. If you send M204 S2000 but the controller limits that to a configured S1000, it explains all.
- The controller must be a true constant acceleration controller (which Grbl is, AFAIK).
I guess 1 thru 3 can be dismissed,
but have you checked 4?
Re 5, have you actually tested
that M204 works correctly?
> everything worked fine before I did the update so not sure now what broke.
Have you read this section?
> I was able to get the backlash for X and Y to work with a previous testing version of Open PnP and now it fails.
The speed test was added in one of the later version, after multiple users complained that the calibration did not work right for them. It turned out that they still had the ToolpathFeedRate control set on the driver, which obviously spoils any attempt to calibrate sneak-up distances and backlash compensation moves at reduced speed. Those tiny moves will never be limited by a feed-rate, as they never reach those speeds, they need to be limited by acceleration too. A backlash speed of 25% means a mere 6.25% acceleration.
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#control-of-speed-factors
Maybe everything did not
actually work fine before.
Please send a log at trace level of a backlash calibration attempt.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/089301d8c061%24465cfed0%24d316fc70%24%40gmail.com.
Eric Norton
I guess 1 thru 3 can be dismissed, but have you checked 4?
Re 5, have you actually tested that M204 works correctly? M204 does not do anything in GRBL. I accept the command as I stated before
The log file is attached... I have been away from Open PnP for a while because I was working on building the feeders. I have included a screenshot of the backlash test that was done.
Thanks,
Eric
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/0ed2b34c-7ea1-b139-5b80-e34716080d6d%40makr.zone.
mark maker
Our mails just crossed each other.
1-3 is ok.
> I am a bit confused by this.
Primarily, I meant this:

> Do you mean internally in the grbl firmware? I
have the feed-rate maximum set to 24000 (400mm/s). Should this
be higher?
Yes.
A bit of background: most CNC application "do something" with a
tool when moving, liking 3D-printing or milling or laser cutting.
Therefore the moving speed along the so-called toolpath is
important. It does not matter in which direction we
3D-print/mill/laser cut, we just always want to apply the tool at
the same speed.
PnP is different, we just want to move as fast as possible. It is
only the axes that are limiting us, steppers would lose steps or
something if we went any faster. However, if we travel in a
diagonal, we can move two axes at full speed, so we get a faster
diagonal top speed than the single axis top speed. We absolutely
want to exploit this!!
The toolpath limit must be larger than or equal to the Euclidean sum of the axis limits, i.e. it must not limit the axes moving in a diagonal, e.g. you have 333.33mm/s on X, Y and Z (from your machine.xml), so you get (3*333.332)\sqrt(3 * 333.33^2) = 577.35mms-1 as the maximum diagonal toolpath feed-rate. This should be the minimum limit to set on the controller.
Alas, this does not explain the backlash speed problem,
because that moves only one axis at a time. You should
still fix it.
> The S value updates all axes acceleration values X, Y, Z1, Z2, C1, C2, C3, C4. Should this only change the X and Y axis only and the other axes be left alone or at a default value?
Yes, the S value is the toolpath acceleration, i.e. the Euclidean sum of all the axes' accelerations. OpenPnP automatically calculates it based on the individual axis limits and the vector components of the move, multiplied with the speed factor squared. So it is still the individual axes' limits that count.
Some controllers have individual axis acceleration limits, some
controllers only have toolpath acceleration limits, some have
both. Smoothieware even has a third type, the actuator limits
(which is only different for special robot solutions such as on a
Delta robot).
I don't know about GRBL. Just make sure that the limits set in
OpenPnP are always smaller than ALL the ones set on the
controller, both the individual axis limits AND converted
to toolpath (Euclidean sum) limits.
> Here is what I have:
That's fine from the OpenPnP side.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAEfPpXw9RQvkYzz1NKxm-4iy-jyJVZ%2BtCCqXNTr9q%3DUnVnfqFg%40mail.gmail.com.
Eric Norton
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/b61e7631-3668-d4be-0efa-e85cbb7a16a3%40makr.zone.
mark maker
Hi Eric
OK, all is suddenly clear. Should have asked for the log earlier.
G4 P0.5
Turns out Grbl takes the dwell P word in seconds, not
milliseconds, which is actually correct. All the other Open Source
controllers got it wrong and take milliseconds.
https://github.com/gnea/grbl/issues/172#issuecomment-294228802
https://reprap.org/wiki/G-code#G4:_Dwell
Issues & Solutions actually proposes
G4 P0
Why did you change it? Does this mean that zero does not work? The Grbl source does look like this should work (but maybe P0 is filtered out earlier):
Please report back, so I can make I&S propose the right thing.
https://github.com/grbl/grbl/wiki/Interfacing-with-Grbl#synchronization
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/b61e7631-3668-d4be-0efa-e85cbb7a16a3%40makr.zone.
mark maker
Forgot to comment the last link:
They say here that the P value must in deed be larger than 0:
https://github.com/grbl/grbl/wiki/Interfacing-with-Grbl#synchronization
Maybe that's true, maybe that's outdated (I haven't studied the
whole source calling path).
Please test this when your back at the machine (using Pronterface or something):
G1 X100 G1 X200 F1000 G4 P0Test if the third "ok" only appears after that slow move is really finished, i.e. it should be delayed by about 6 seconds.
If P0 does not work, I hope you
can set less than the example P0.01,
which is still 10ms.
_Mark
Hi Eric
OK, all is suddenly clear. Should have asked for the log earlier.
G4 P0.5
Turns out Grbl takes the dwell P word in seconds, not milliseconds, which is actually correct. All the other Open Source controllers got it wrong and take milliseconds.
https://github.com/gnea/grbl/issues/172#issuecomment-294228802
https://reprap.org/wiki/G-code#G4:_Dwell
So you are waiting a whopping 0.5 seconds after each move which completely screws up the speed measurement done by backlash calibration.
Issues & Solutions actually proposes
G4 P0
Why did you change it? Does this mean that zero does not work? The Grbl source does look like this should work (but maybe P0 is filtered out earlier):
Please report back, so I can make I&S propose the right thing.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/62dcd55e-3220-fbdf-5260-f71f4da07ffc%40makr.zone.
Eric Norton
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/9f092208-5c5d-60e0-df5b-844661cb33a3%40makr.zone.
Eric Norton
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/9f092208-5c5d-60e0-df5b-844661cb33a3%40makr.zone.

Litterio Andrea Guainella
Eric Norton
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/9f092208-5c5d-60e0-df5b-844661cb33a3%40makr.zone.
mark maker
> I changed it to P0.5 because it gave the board some time to
react to the commands
No need for that. Grbl must support flow control, and it
will automatically back up commands if they arrive too quick.
> and also made Open Pnp wait a little bit so the commands
finished processing.
No need. The very semantics of G4 is to wait for the commands to finish, even before it starts the dwell time.
> I will try the P0.01 as you suggest
Please reread both my answers carefully and ask if unclear. I did
not suggest P0.01, in fact I still hope P0 will work. You'll need
to perform the tests I laid out.
While at it (and per the suggestion of Litterio), please also
confirm that the P values are in-deed seconds. You might have a
different Grbl version.
G4 P5
should wait 5 seconds until the "ok" appears.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/CAEfPpXwXZP3HqFKFdT%2BEmvxYyb_ShuSnj3-1fU1ZkoNz-NFYoQ%40mail.gmail.com.
eric.no...@gmail.com
Hi Litterio,
I have modified grbl version 1.1f and this is my mc_dwell function:
// Execute dwell in seconds.
void mc_dwell(float seconds)
{
if (sys.state == STATE_CHECK_MODE) { return; }
protocol_buffer_synchronize();
delay_sec(seconds, DELAY_MODE_DWELL);
}
Thanks,
Eric
From: ope...@googlegroups.com <ope...@googlegroups.com> On Behalf Of Litterio Andrea Guainella
Sent: Sunday, September 4, 2022 1:04 PM
To: OpenPnP <ope...@googlegroups.com>
Subject: Re: [OpenPnP] Backlash compensation tests fail
Hi Eric, Mark,
1. Driver must use one of the advanced control types: ConstantAcceleration or better (ModeratedConstantAcceleration recommended).
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type I am using ModeratedConstantAcceleration
2. Driver must not have a feed-rate limit. Set to 0. I am a bit confused by this. Do you mean internally in the grbl firmware? I have the feed-rate maximum set to 24000 (400mm/s). Should this be higher? I don't want the machine going too fast.
3. Axes must all have have feed-rate and acceleration limits defined:
https://github.com/openpnp/openpnp/wiki/Machine-Axes#kinematic-settings--rate-limits I have set the axis limits as defined.
4. Those axis limits must be smaller or equal to those that are effective on the controller. If you send M204 S2000 but the controller limits that to a configured S1000, it explains all. The S value updates all axes acceleration values X, Y, Z1, Z2, C1, C2, C3, C4. Should this only change the X and Y axis only and the other axes be left alone or at a default value?
5. The controller must be a true constant acceleration controller (which Grbl is, AFAIK). GRBL is.
> I was able to get the backlash for X and Y to work with a previous testing version of Open PnP and now it fails.
The speed test was added in one of the later version, after multiple users complained that the calibration did not work right for them. It turned out that they still had the ToolpathFeedRate control set on the driver, which obviously spoils any attempt to calibrate sneak-up distances and backlash compensation moves at reduced speed. Those tiny moves will never be limited by a feed-rate, as they never reach those speeds, they need to be limited by acceleration too. A backlash speed of 25% means a mere 6.25% acceleration.
Here is what I have:
Thanks,
Eric

On Sat, Sep 3, 2022 at 1:14 PM mark maker <ma...@makr.zone> wrote:
In case I'm offline, this is a rough checklist:
- Driver must use one of the advanced control types: ConstantAcceleration or better (ModeratedConstantAcceleration recommended).
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type- Driver must not have a feed-rate limit. Set to 0.
- Axes must all have have feed-rate and acceleration limits defined:
https://github.com/openpnp/openpnp/wiki/Machine-Axes#kinematic-settings--rate-limits- Those axis limits must be smaller or equal to those that are effective on the controller. If you send M204 S2000 but the controller limits that to a configured S1000, it explains all.
- The controller must be a true constant acceleration controller (which Grbl is, AFAIK).
> I was able to get the backlash for X and Y to work with a previous testing version of Open PnP and now it fails.
The speed test was added in one of the later version, after multiple users complained that the calibration did not work right for them. It turned out that they still had the ToolpathFeedRate control set on the driver, which obviously spoils any attempt to calibrate sneak-up distances and backlash compensation moves at reduced speed. Those tiny moves will never be limited by a feed-rate, as they never reach those speeds, they need to be limited by acceleration too. A backlash speed of 25% means a mere 6.25% acceleration.
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#control-of-speed-factors
In general: have you carefully considered Issues & Solutions? Maybe including dismissed ones?
_Mark
On 03.09.22 18:50, mark maker wrote:
Hi Eric
please send the machine.xml
_Mark
On 03.09.22 18:08, Eric Norton wrote:
Hi All,
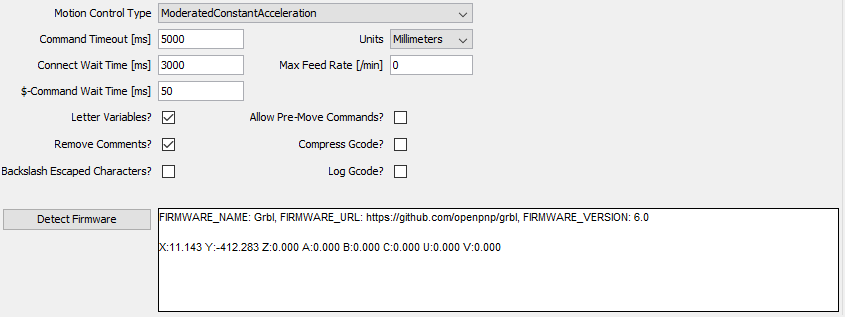
I was able to get the backlash for X and Y to work with a previous testing version of Open PnP and now it fails. I started Open PnP on 8/27/22 and it asked to update the software and I did. I get this:

To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/f7403201-63b7-47ca-bfec-95a1f0b9d5fdn%40googlegroups.com.
eric.no...@gmail.com
Hi Mark,
I do not have flow control functionality on the board. Grbl does not have flow control. Only RX and TX is available.
I was assuming here:
If P0 does not work, I hope you can set less than the example P0.01, which is still 10ms.
Thanks,
Eric
From: ope...@googlegroups.com <ope...@googlegroups.com> On Behalf Of mark maker
Sent: Sunday, September 4, 2022 1:16 PM
To: ope...@googlegroups.com
Subject: Re: [OpenPnP] Backlash compensation tests fail
> I changed it to P0.5 because it gave the board some time to react to the commands
1. Driver must use one of the advanced control types: ConstantAcceleration or better (ModeratedConstantAcceleration recommended).
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type I am using ModeratedConstantAcceleration
2. Driver must not have a feed-rate limit. Set to 0. I am a bit confused by this. Do you mean internally in the grbl firmware? I have the feed-rate maximum set to 24000 (400mm/s). Should this be higher? I don't want the machine going too fast.
3. Axes must all have have feed-rate and acceleration limits defined:
https://github.com/openpnp/openpnp/wiki/Machine-Axes#kinematic-settings--rate-limits I have set the axis limits as defined.
4. Those axis limits must be smaller or equal to those that are effective on the controller. If you send M204 S2000 but the controller limits that to a configured S1000, it explains all. The S value updates all axes acceleration values X, Y, Z1, Z2, C1, C2, C3, C4. Should this only change the X and Y axis only and the other axes be left alone or at a default value?
5. The controller must be a true constant acceleration controller (which Grbl is, AFAIK). GRBL is.
> I was able to get the backlash for X and Y to work with a previous testing version of Open PnP and now it fails.
The speed test was added in one of the later version, after multiple users complained that the calibration did not work right for them. It turned out that they still had the ToolpathFeedRate control set on the driver, which obviously spoils any attempt to calibrate sneak-up distances and backlash compensation moves at reduced speed. Those tiny moves will never be limited by a feed-rate, as they never reach those speeds, they need to be limited by acceleration too. A backlash speed of 25% means a mere 6.25% acceleration.
Here is what I have:
Thanks,
Eric

On Sat, Sep 3, 2022 at 1:14 PM mark maker <ma...@makr.zone> wrote:
In case I'm offline, this is a rough checklist:
- Driver must use one of the advanced control types: ConstantAcceleration or better (ModeratedConstantAcceleration recommended).
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#motion-control-type- Driver must not have a feed-rate limit. Set to 0.
- Axes must all have have feed-rate and acceleration limits defined:
https://github.com/openpnp/openpnp/wiki/Machine-Axes#kinematic-settings--rate-limits- Those axis limits must be smaller or equal to those that are effective on the controller. If you send M204 S2000 but the controller limits that to a configured S1000, it explains all.
- The controller must be a true constant acceleration controller (which Grbl is, AFAIK).
> I was able to get the backlash for X and Y to work with a previous testing version of Open PnP and now it fails.
The speed test was added in one of the later version, after multiple users complained that the calibration did not work right for them. It turned out that they still had the ToolpathFeedRate control set on the driver, which obviously spoils any attempt to calibrate sneak-up distances and backlash compensation moves at reduced speed. Those tiny moves will never be limited by a feed-rate, as they never reach those speeds, they need to be limited by acceleration too. A backlash speed of 25% means a mere 6.25% acceleration.
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#control-of-speed-factors
In general: have you carefully considered Issues & Solutions? Maybe including dismissed ones?
_Mark
On 03.09.22 18:50, mark maker wrote:
Hi Eric
please send the machine.xml
_Mark
On 03.09.22 18:08, Eric Norton wrote:
Hi All,
I was able to get the backlash for X and Y to work with a previous testing version of Open PnP and now it fails. I started Open PnP on 8/27/22 and it asked to update the software and I did. I get this:

.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/0340f1cc-6d82-15d3-4b1f-4a590853fd61%40makr.zone.
mark maker
> I do not have flow control functionality on the board.
Yes, but you are using Confirmation
Flow control, i.e. OpenPnP is waiting for the "ok" after
each command was sent (GcodeDriver) or before the next
command is sent (GcodeAsyncDriver).
Grbl itself is using an internal buffer where it collects pending (motion) commands. If this buffer is full, it will "hang" in the motion execution until a new buffer slot becomes available. As a consequence, the response with "ok" will be delayed until then. Hence it is using flow control, not serial flow control, but on a higher application level.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/09dc01d8c08a%24bb4ff930%2431efeb90%24%40gmail.com.
Litterio Andrea Guainella
Litterio Andrea Guainella
eric.no...@gmail.com
Hi Mark,
Ok that makes sense. So how do I keep it from hanging? I was adjusting the G4 P0.5 thing to make it slow down a bit so that Grbl could catch up or at least that’s what I thought was happening… Im not exactly sure why it loses comms if that is what is happening.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/6429ecdb-93d7-adfa-c5da-07343ab12ebe%40makr.zone.
eric.no...@gmail.com
Ok thank you Litterio. So do I play with the value until I get something that works reliably?
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/51c476bb-ce04-4135-9410-5bd9244c42d7n%40googlegroups.com.
eric.no...@gmail.com
Hi Mark,
I just thought about adding RTS and CTS to the hardware side of things. The UART module has the RTS and CTS in hardware so it would be transparent in the grbl firmware. I’d have to do some hardware mods but that won’t take too long to do. Is this something that’s worth looking into? The board has already been modified with jumpers so a few more won’t hurt right lol…
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/6429ecdb-93d7-adfa-c5da-07343ab12ebe%40makr.zone.
Litterio Andrea Guainella
mark maker
> I just thought about adding RTS and CTS to the hardware side of things.
If you can do that, it will of course be much better. But I'm curious, what MCU do you run this on? You still have spare IOs after adding nine axis control??!
However, note that RTS/CTS should not be necessary on a
plain GcodeDriver, i.e., do not expect this to solve the
problem.
Serial flow control is only required on a GcodeAsyncDriver with Confirmation Flow Control switched off.
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#advanced-settings
Eric, I'm still waiting for you to do these tests on the
controller, using Pronterface or similar.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/0a3801d8c094%24853ed550%248fbc7ff0%24%40gmail.com.
mark maker
In your log I saw you have double "ok"s. Then I found this:
https://github.com/grbl/grbl/issues/1024
That could explain the whole thing!
So please set the line-endings to LF only:

G4 P0
If this works, please report back. I will make Issues & Solutions propose all this correctly for Grbl.
@Other Grbl users on the list: you
never had any of these issues?
If you found the LF issue yourselves, please consider
reporting such a find back to the community, next time.
Thanks.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/15eda946-3a84-417a-a60c-62056a4b8c05%40makr.zone.
eric.no...@gmail.com
Hi Mark,
Thank you for this and I will make the change and report back my findings.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/c7ecd042-8aa5-1694-98c4-f674495d23ef%40makr.zone.
eric.no...@gmail.com
Hi Mark,
Please see my response in Bold:
> I just thought about adding RTS and CTS to the hardware side of things.
If you can do that, it will of course be much better. But I'm curious, what MCU do you run this on? You still have spare IOs after adding nine axis control??! I use the PSOC 5 100 pin chip and have IO’s left to implement this. I have to make some code and hardware changes but should be relatively straight forward

However, note that RTS/CTS should not be necessary on a plain GcodeDriver, i.e., do not expect this to solve the problem. I know. I want to be able to use the GcodeAsyncDriver as explained below.
Serial flow control is only required on a GcodeAsyncDriver with Confirmation Flow Control switched off.
https://github.com/openpnp/openpnp/wiki/GcodeAsyncDriver#advanced-settings
Eric, I'm still waiting for you to do these tests on the controller, using Pronterface or similar. I have been extremely busy with my main company duties. I will run the tests and get back to you with the results soon.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/15eda946-3a84-417a-a60c-62056a4b8c05%40makr.zone.
eric.no...@gmail.com
Hi Mark and Litterio,
I finally fixed my issues. It turns out when I left the firmware a while back, I wasn’t done making modifications. The ADC and the feeder RS-485 UART interrupts was causing the CPU to go and service those causing the chip and communication with Open PnP to freeze up and throw the timeout exceptions. I had to get creative with those components to make sure they work without interrupts. Now everything works great with no issues at all. I set G4 P0 with no dwell time and all works as expected. Just wanted to give you a heads up.
Thanks,
| Eric Norton Velocitronics Motion Systems,Inc.
Phone: (352) 325-2994 Email: er...@vmstech.net
3 Hemlock Loop Way Ocala, FL 34472
|

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/6429ecdb-93d7-adfa-c5da-07343ab12ebe%40makr.zone.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Litterio Andrea Guainella
Eric Norton
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/3c0f4e76-1ce2-4a96-8cea-f72d3999ed13n%40googlegroups.com.