beginning prints. Im inviting your critism in hopes of getting better prints.
129 views
Skip to first unread message

TheSniper
May 7, 2015, 7:26:09 PM5/7/15
to mend...@googlegroups.com
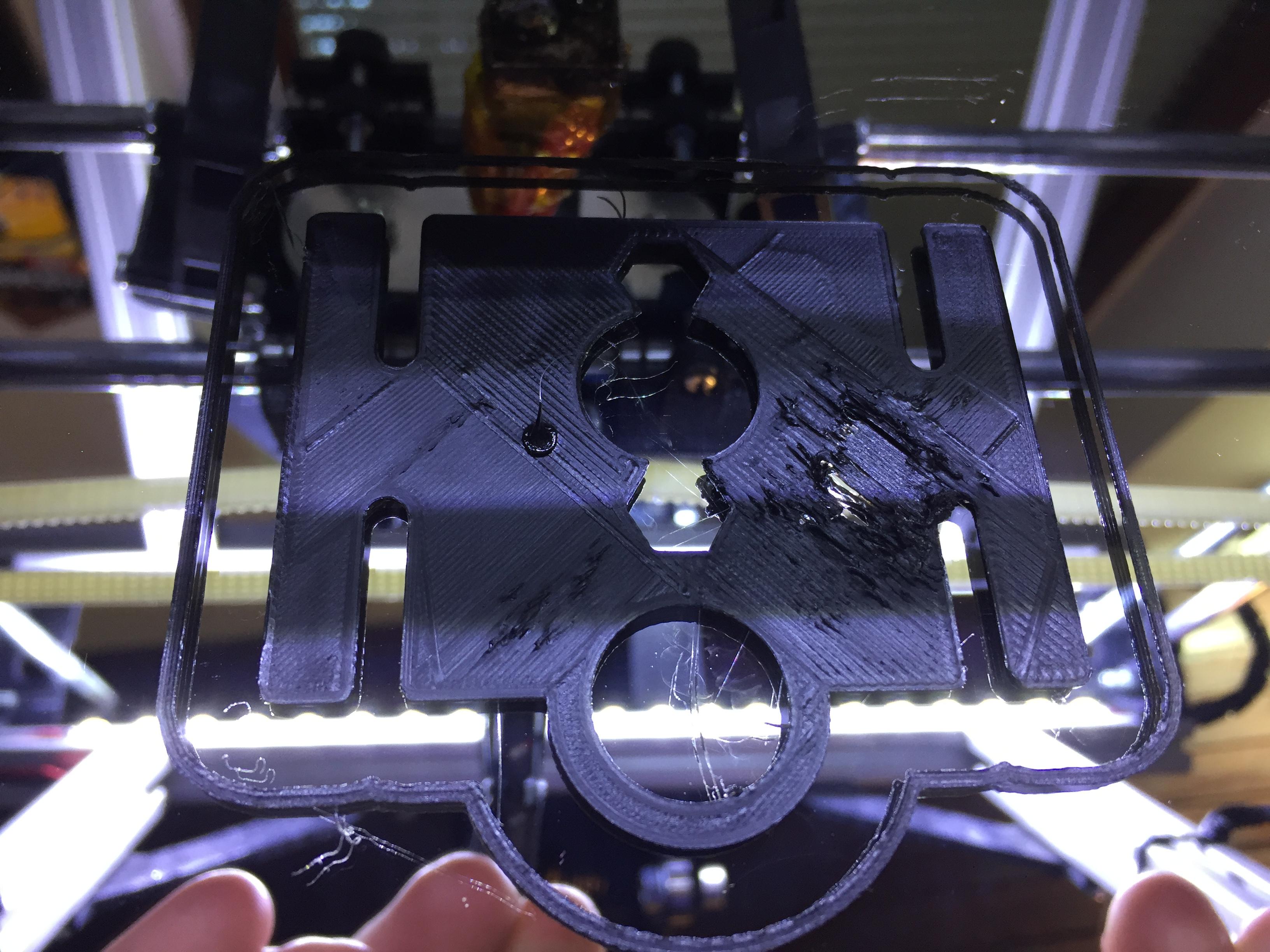
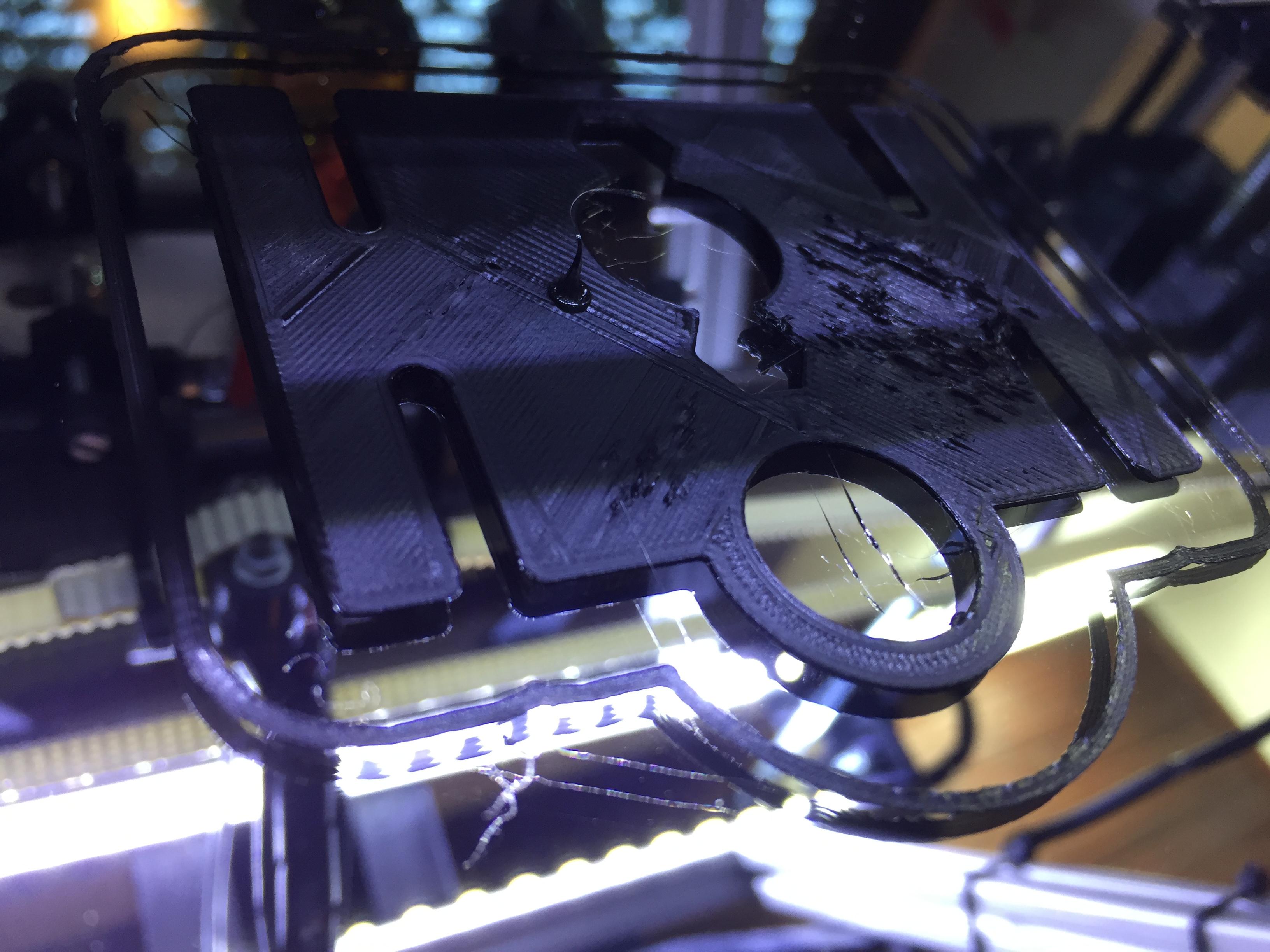
All, if and when can you take a look. Some of my first calibration prints.
I can print a cube okay... (for a newbie.)
but a triangle/pyramid or small columns? not so much.
TIA
Sam
I can print a cube okay... (for a newbie.)
but a triangle/pyramid or small columns? not so much.
TIA
Sam

Sean Mitchell
May 8, 2015, 12:31:09 AM5/8/15
to mend...@googlegroups.com
Hi Sam,
The problems with the triangle are related to the plastic not cooling fast enough, so you're applying the next layer of melted plastic on top of still liquid plastic.
To solve, you can do one or more of the following:
- Get a large fan
- If your slicer supports it, enable the "minimum layer time" (the pyramid is very small, so there isn't much time spent on each layer)
- (lower your nozzle temperature)
You'll also want to look at tuning your retraction to help get rid of stringing, but the worst of the issues I see in your pics are related to cooling.
Good luck!
--
You received this message because you are subscribed to the Google Groups "MendelMax Support" group.
To unsubscribe from this group and stop receiving emails from it, send an email to mendelmax+...@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
TheSniper
May 8, 2015, 1:26:16 AM5/8/15
to mend...@googlegroups.com, nospam20140...@muzik.ca
Sean,
Couple of Q's
assuming PLA.
Fans:
I have tried a few experiments with fans. all have resulted in my parts either curling or coming loose. no fan seems to work best. Im sure I have yet to determine how to incorporate the fan into the picture/process.I was thinking I would attach a small hose say 1/4 hose and use an aquarium pump this way I can point it right at the tip. instead of the entire part. I've yet to set this up. But good thing is I have all the parts lying around to try.
Slic3r: yes I looked at my setting for min time it was set to 30 seconds. Im going to lower it to just under what ever the time is my parts seem to be failing at.
Lower the nozzle temp: Curious can this be done in slicer? Im sure I could locate the line number in the g code file and issue an reset to lower temp. I know in slic3r you can say program 2 different temps in within the gui. but how about just to exaggerate "many" different temps or at different areas of the print.
Looking back building the printer was the easy part!
TIA.
S
Sean Mitchell
May 8, 2015, 1:50:06 AM5/8/15
to mend...@googlegroups.com
What are you preparing your bed with? For PLA I use a mixture of white glue/water on the bed, plus a heated bed. So far I have chipped some borosilicate when the nozzle is too close, because it sticks too well.
As for the fan, I use a large (120mm) computer fan pointed directly at the print. It's not on all the time, I only use it on higher layers, not sure if that would help with the warping/nonsticking.
to improve quality you want to increase the min layer time.
Lowering the nozzle temp I do by hand if necessary; During a print you can insert g-codes by hand (M104 S175 will set the nozzle (m104) to 175*C (s175)). Lowering the temp though won't have much of an impact, it's more for the fine-tuning.
-sean
TheSniper
May 8, 2015, 2:09:19 AM5/8/15
to mend...@googlegroups.com
Sean,
Preparation? I just clean the glass with alcohol. the PLA sticks to it like mad (except when it doesnt! :/ ). The one thing I have yet to try is first printing on while its room temp then turning the heat on.
the glue water ? how is it applied and how long do you wait before printing. and then theirs the Z height. do you se the Z one the solution has dried?
Perhaps the warping is partially a result of the not sticking. if it were stuck it would not warp as easily.
I'll spend some time on the printer tomorrow. hopefully I can get some better results.
hey thanks again for all the good info.
-Sam

Tim Hester
May 11, 2015, 11:37:37 AM5/11/15
to mend...@googlegroups.com
For PLA I use 3m painters tape , wiped with alcohol.
Works flawlessly, every time.
I use a desktop fan, on high blowing continuously on the print.
First layer bed temp 60c, then 55c for the remainder of the print.
Ideally you have PID tuned the bed and the hotend, else the fan will likely cause swings in the temp.
--
TheSniper
May 11, 2015, 11:51:35 AM5/11/15
to mend...@googlegroups.com, nospam20140...@muzik.ca
@SM,
In an attempt to try something different. I bailed on the painters tape and tried a glue stick. "wow that thing really works." I read about mixing glue vs the glue stick. I think basically the same thing.
So the holding the parts down . "SOLVED" thanks.
On Friday, May 8, 2015 at 1:50:06 AM UTC-4, Sean Mitchell wrote:
to improve quality you want to increase the min layer time.
Im not sure if Im understanding correctly. the Min layer time.
lets say the layer time is less than 2 seconds. do I want my travel speed to slow down or speed up?
S
TheSniper
May 11, 2015, 11:54:38 AM5/11/15
to mend...@googlegroups.com
I ended up trying a glue stick. worked like a charm!
On Monday, May 11, 2015 at 11:37:37 AM UTC-4, Leary wrote:
I use a desktop fan, on high blowing continuously on the print.First layer bed temp 60c, then 55c for the remainder of the print.
Fan like really focused on the part or more ambient around the table/printer? (ie gental breeze)
Ideally you have PID tuned the bed and the hotend, else the fan will likely cause swings in the temp.
Yes, I have gone thru the PID tuning process several times. just to be sure. :)
Thanks for the suggs!
S

Peter Juškovič
Sep 22, 2015, 4:19:18 PM9/22/15
to MendelMax Support
First layer is not as it must be there is to much meltednplastic bit not in all area of the print, whennprinter is printing the 3,4.... Layers there is no problem, the print is as is should be! Please if you have some solutions please post it. Sory for spamming this topic.
Regards

Michael Anton
Sep 22, 2015, 5:12:55 PM9/22/15
to MendelMax Support
I suspect you have bed adhesion problems, and maybe your first layer height is too low.
Mike

Sean Mitchell
Sep 22, 2015, 5:21:27 PM9/22/15
to mend...@googlegroups.com
Looks like classic adhesion issues. You'll find different religions on which is the best way to get your first layer to stick. I am in the "mix white glue with water and spread on glass" camp, but you can also try blue painters tape, PET Tape among other things (This is for PLA).
My glass normally looks like a frosted window because of a thin layer of glue. I remember when the glass was new I had issues with the water beading and getting blobs of glue where the water formed a droplet. I solved this by just constantly spreading while the glass was warm until the water dried out.
If you're using ABS, you can try a mixture of Acetone and old ABS Parts which makes a slury that you can spread on the glass.
--
You received this message because you are subscribed to the Google Groups "MendelMax Support" group.
To unsubscribe from this group and stop receiving emails from it, send an email to mendelmax+...@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
========
Sean Mitchell
Sean Mitchell
echo "zvgp...@tznvy.pbz" | tr '[a-m][n-z][A-M][N-Z]' '[n-z][a-m][N-Z][A-M]'

{kind=link}
{kind=link}
{kind=link}
Larry Knopp
Sep 22, 2015, 8:40:41 PM9/22/15
to mend...@googlegroups.com
Yeah, as said above.
First, triple-check bed level/flatness.Peter Juškovič
Sep 23, 2015, 3:57:13 PM9/23/15
to MendelMax Support
Hello, thanks for quick reply, I'll try to level the bed once again, and then try to print some stuff :D
ps I'm printing with PLA at the moment (in pictures above there is PLA)
Will be posting my results here...
Regards
ps I'm printing with PLA at the moment (in pictures above there is PLA)
Will be posting my results here...
Regards
Peter Juškovič
Sep 23, 2015, 3:58:07 PM9/23/15
to MendelMax Support
Hello, thanks for quick reply, I'll try to level the bed once again, and then try to print some stuff :D
ps I'm printing with PLA at the moment (in pictures above there is PLA)
Will be posting my results here...
Regards
On Wednesday, September 23, 2015 at 2:40:41 AM UTC+2, Larry Knopp, aka - [NM] Buzzard wrote:
ps I'm printing with PLA at the moment (in pictures above there is PLA)
Will be posting my results here...
Regards
On Wednesday, September 23, 2015 at 2:40:41 AM UTC+2, Larry Knopp, aka - [NM] Buzzard wrote:
Peter Juškovič
Oct 10, 2015, 8:21:06 AM10/10/15
to MendelMax Support
Hello, I sorted this problem out, I upgraded y axsis, beacause my previus axsis was falling apart. But here I am with anothe question, I am on reppetier host firmware, everything is fine except that when i slice the object in cura or rh the object is in the center of the bed, than Isend it to the printer and printer is not printing in the center of the bed but on the edge of the bed, any solution to this??
Thanks
Thanks
On Friday, May 8, 2015 at 1:26:09 AM UTC+2, TheSniper wrote:
Reply all
Reply to author
Forward
0 new messages