NACE SP0472-PWHT - AMINE service

PSS

pgos...@rogers.com
Hi,
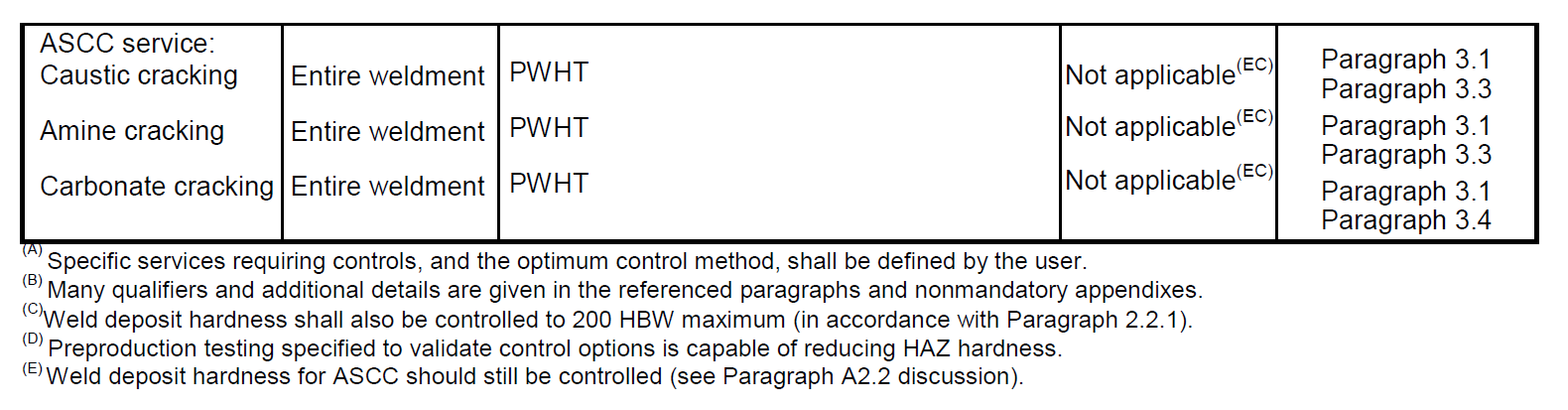
These are very basic requirements for amine service. Typically, weld hardness of 200HBW maximum after PWHT is common requirement for amine service. You may find detailed description of the problem and engineering solutions in API RP -945: API RP 945 : Avoiding Environmental Cracking in Amine Units (ihs.com)
Thanks.
Pradip Goswami.P.Eng, IWE.
Independent & Consulting Welding & Metallurgical Specialist
Linkedin: https://www.linkedin.com/in/pradip-goswami-2999855/
Email:pgos...@rogers.com,pradip....@gmail.com
Cell/Whasapp:1-905-9793232
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/a024d874-aeff-4042-afd5-cf7b8a6e2a62n%40googlegroups.com.
selastine sudhakar
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/!%26!AAAAAAAAAAAuAAAAAAAAABVPzeizzeRJsiPziIE5jXQBAMO2jhD3dRHOtM0AqgC7tuYAAAAAAA4AABAAAABKgaPTFQALTqHYtfMKHseyAQAAAAA%3D%40rogers.com.

Pankaj Kolhe
ExpertsClient Requirement : Vessel shall be PWHT. Production Weld deposits hardness shall not exceed 200HBW after PWHT. Carbon steel welds shall comply with NACE STD SP0472 para. 2.2 & 3.3
--