Hardness on NACE Material

pradip kumar sil
We are going to fabricate carbon steel to carbon steel pipe ( A-106 To
A 106 Gr. B/ A-105/ A234 GR. B ) with NACE Specification as per MR-175
without POST WELD HEAT TREATMENT.
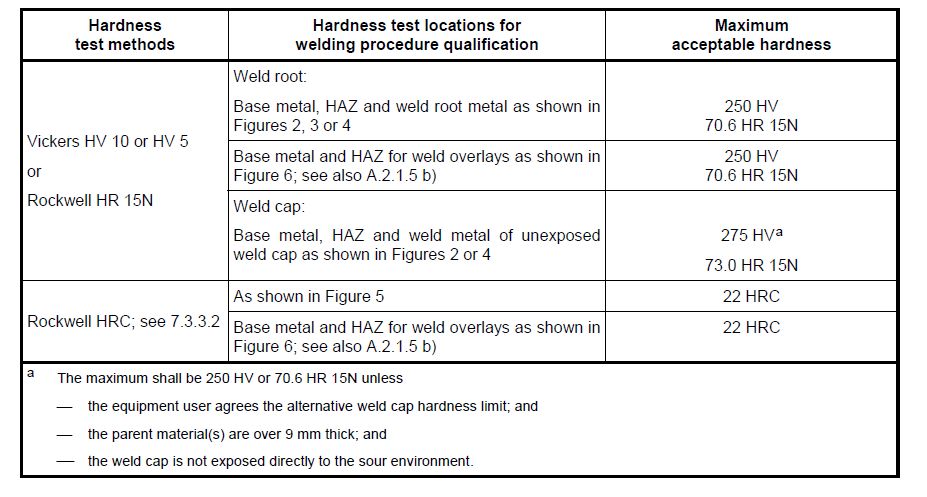
In this case how much is maximum limit of hardness in BASE METAL/HAZ &
WELD MENT & where it is specified.
Can we use normal ER-70S2 filler wire & E-7018 Electrode ( Without
HICC & SSIC Certificate )
Regards
Pradip

mubeen mubeen
Pradip
--
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.

pgoswami
Dear Pradip,
Is the service is for upstream (offshore oil and gas) or downstream (oil and gas refining) environments.
If the service is for upstream environments then MR-0175-ISO-15156-2 requirements as stated below will be applicable. Refer Annex-A of MR-0175 for this.
Welding consumables and procedures that produce a deposit containing more than 1 % mass fraction nickel are acceptable after successful weld SSC qualification by testing in accordance with Annex B. ER-70S-2 and E-7018 will not have problem with respect to this issue. However advise would be to get the " Confirmation from the consumable manufacturer", as welding consumables meet requirements of MR-0175/ISO-15156.
Thanks.
Pradip
Goswami,P.Eng.IWE
Welding & Metallurgical Specialist
Ontario,
Canada.
Email-p...@sympatico.ca,
pgos...@quickclic.net
Maximum acceptable hardness values for carbon steel, carbon-manganese steel and low-alloy steel welds