Re: Extruder problems Replicator 2

Robert Bonenfant
On Saturday, December 1, 2012 3:55:39 AM UTC-5, barbazoid wrote:
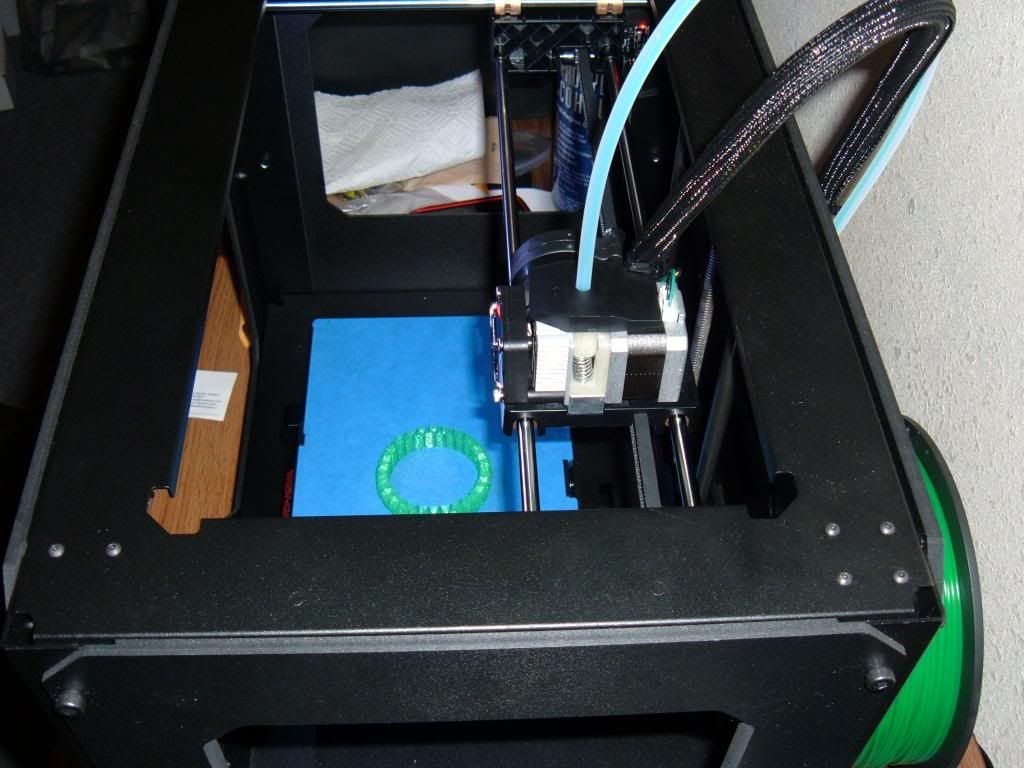
Hi everyone.I really need help. Im new to all of this. I got my hands on a replicator 2 two weeks ago. I managed to print over the first week but just this week the extruder kept stopping halfway through a print. Now it's not even printing at all.I've tried using this upgrade: http://www.thingiverse.com/thing:35810 but it hasn't solved my problem.When I try to load filament the PLA just bunches up around the extruder (see pic) and only a very thin line of PLA is extruded at a strange angle until the filament seems to get stuck.Is the actual extruder blocked, it doesn't seem to be my drive gear? Or am I missing something.If it is the extruder - how can I fix it?I would really appreciate any help because I'm pretty disappointed with the rep 2 at this point.

Shawn
of dust in the nozzle. After removing and cleaning out the nozzle
everything worked again.
Because you are using PLA, do NOT use acetone. Instead, the trick
mentioned by Robert might work - load/unload a few times, taking care to
snip off the end before reloading. This might clear the obstruction (if
that is really the cause of the problem). Failing that, the best
solution I've heard is to take the nozzle off, hold it with a pair of
pliers and run flame from a blow torch over it for a short bit. Care
not to a) burn yourself, and b) overheat/melt the nozzle. (I know I guy
who slagged his nozzle this way - we don't let him live it down. lol)
The goal is to get the flame into the nozzle and burn out anything
there. After it is cooled off, clear out the ash (water, compressed
air, etc.) and when ready remount the nozzle. The obstruction *should*
be cleared.
Hope that helped.
On 12-12-01 08:13 AM, Henry wrote:
> I have the same problem - but mine is only two days old. Not been able
> to print even one test print. Mr Jaws you are elusive ! Going to try
> cleaning the drive gear now.
> On Saturday, 1 December 2012 08:55:39 UTC, barbazoid wrote:
>
> Hi everyone.
>
> I really need help. Im new to all of this. I got my hands on a
> replicator 2 two weeks ago. I managed to print over the first week
> but just this week the extruder kept stopping halfway through a
> print. Now it's not even printing at all.
>
> I've tried using this upgrade:
> http://www.thingiverse.com/thing:35810
> <http://www.thingiverse.com/thing:35810> but it hasn't solved my
> problem.
>
> When I try to load filament the PLA just bunches up around the
> extruder (see pic) and only a very thin line of PLA is extruded at a
> strange angle until the filament seems to get stuck.
> Is the actual extruder blocked, it doesn't seem to be my drive gear?
> Or am I missing something.
>
> If it is the extruder - how can I fix it?
>
> I would really appreciate any help because I'm pretty disappointed
> with the rep 2 at this point.
>
> You received this message because you are subscribed to the Google
> Groups "MakerBot Operators" group.
> To view this discussion on the web visit
> https://groups.google.com/d/msg/makerbot/-/LjyC5sn0XdAJ.
> To post to this group, send email to make...@googlegroups.com.
> To unsubscribe from this group, send email to
> makerbot+u...@googlegroups.com.
> For more options, visit this group at
> http://groups.google.com/group/makerbot?hl=en.

Henry
Reading the details of that answer I can see my problem is similar but different. Extrusion starts but then fails part way through the print. Plastic flows slowly and then not at all - leaving little balls on plastic on the print. Trying the load sequence shows it to be blocked - no plastic feeds through. If I unload and load again the filament runs again but still fails part way through the print. The plunger pull is strong so that isn't the problem. I am a noobie to this so little unsure what to do next. Going to try raising the temperature 10 degrees to see if that aids flow.
I've only had the machine two days and have successively only printed one thing (and that took 10 tries). :(

Dan Newman
On 1 Dec 2012 , at 7:13 AM, Henry wrote:
> I have the same problem - but mine is only two days old. Not been able to
> print even one test print. Mr Jaws you are elusive ! Going to try cleaning
> the drive gear now.
http://www.youtube.com/watch?v=QOJN_8AAC9U
Although, I do have to wonder how easy it is to load in new filament after
things have been tightened that much.
Dan
Dan Newman
If no filament will feed, then it could be that the section of filament
against the pinch gear is stripped in which case your cleaning plan is
a good step to take. Or it could be that the plunger is too tight.
Or, an actual jam in the extruder nozzle. (There's a support video from MBI on
clearing those as well.)
Dan
Henry Shelford
Dan
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
Henry Shelford
Dan Newman
On 1 Dec 2012 , at 9:54 AM, Henry Shelford wrote:
> Thanks for the response. I did see that video and did the plunger test and
> it is pulling strongly. So I didn't tighten it. Plunger being too strong
> isn't something I had considered. I will look into that.
> Right now I now have a new problem that the filament isn't feeding at all.
> It just clicks ! Have just opened it to clean it. But there really wasn't
> anything there. About to try to feed it now !....
> ...right that didn't work. Still clicking.
1. The filament is stripped at the gear -- you did remove the filament first,
before cleaning, right?
2. Or there's a jam of some sort and the stepper motor doesn't have enough
torque to turn the gear and it's slipping.
Jams can be: the plunger is too tight given the filament's current diameter
being presented or there's physical blockage in the extruder nozzle and you
simply cannot advance the filament through it. (I suppose that with the stepper
motor removed and the nozzle heated to temp, you can see if you can by hand
push filament through the melt chamber.)
Dan

barbazoid

Big-E



The V2 extruder at http://www.thingiverse.com/thing:35810 had issues too, I printed this twice, first in natural, and then in green PLA, and tried a multitude of springs. the big spring version (the first link I posted) had the best results, but as I said, just when Yoda was at 60 percent or so, it stopped extruding. as for the v2 extruder, it had issues, I printed a stretchlet and a comb, and with both, the prints came apart; it wasn't extruding enough plastic for some reason.
I may retry the v2 extruder again, I was checking clearances, and comparing the parts I printed, and some of them are off. it looks as though I can use the back part from the first set I printed, and the arm from the 2nd set and have one that is dimensionally sound. I have a feeling it's a leveling issue that made the pieces a bit off.
BTW, if you decide to go with the big spring version, I suggest shimming between the arm and the back piece with one or two M3 flat washers to get the bearing to line up correctly. as I said, I had the best result with that one. I haven't given up on a minimalistic extruder mod yet, but It's back to the stock extruder block until I get it sorted.
in the meantime, I'm designing an STL of the plunger so if it wears, I'll have a few printed out, ready to go. The best prints I've gotten so far have been with the factory extruder block.
BTW, could it be the temperature? I'm extruding at 230 degrees, but the green seems a bit thicker than the natural at that temp. any suggestions?

Rich Thompson

Big-E
I'll try to dial down the temperatures tomorrow. 189 degrees sounds like a good starting point; Thanks a bunch for the info; I'll give it a shot. if it works well, I may just go back to the minimalistic extruder and give it another try. Makes one wonder why MBI set the temps so high from the factory to begin with.
btw, While I had my extruder block out of the machine, I pulled out my calipers and designed a printable rep2 hollow-base plunger, I figured I'd print a couple just in case; they seem to print best at medium quality, .2 layer height @ 100% infill. doesn't seem to need support when printed nose-down, I haven't tried to fit it in the block yet, but it seems like it will work. If not, I'll revise it and post it to thingiverse when I've worked all the bugs out. It may be handy when the factory piece wears out and you're waiting for MakerBot to ship a replacement.
Rich Thompson

Martin Galese
Rich, what settings have you determined are best for natural PLA filament? I've been struggling with the same exact issue since I received my Rep 2 a few weeks ago. I've been attempting to communicate the problem with Makerbot support via e-mail but the particular representative I've been dealing with doesn't seem to be taking the time to read my detailed e-mails and has been less than helpful so far.
I've been doing some methodical testing as well in an attempt to pinpoint the problem but haven't experimented with temperatures too much, only enough to convince myself that it seems to be a problem with settings/software and not the extruder plunger adjustment (took me a week to convince Makerbot of this). My rep 2 prints the samples on the SD card perfectly and consistently without any extruder jams, but I haven't been able to print anything from code that I've generated myself without the extruder jamming.
What I have determined on one particular model that I've been testing with is that it seems to run in to trouble when there is what I call interrupted geometry i.e. geometry that causes the extruder to stop and start multiple times on the same layer. It happens consistently and repeatably when the machine starts building the same features of my test part. It just may be a coincidence of timing though because I know of the same circumstances occurring on the samples provided on the SD card (chain_linked comes to mind) that print fine. And I'm 100% certain that it's not a drive wheel/plunger problem because the stepper is skipping steps when the jam occurs, which indicates that the drive wheel has a very good grip on the filament. I've also upgraded the plunger with the MK8 upgrade (http://www.thingiverse.com/thing:35810). Since the stepper is skipping, I believe this also eliminates the possibility that the filament has become too soft at the grip point from excessive temps.
This is becoming a really bizarre problem to me because I have difficulty understanding how the filament can be flowing fine and then all of the sudden be jammed without an apparent physical obstruction. At one point I theorized that the filament feed rate was too high because the problem is exacerbated with really small layer heights (.01) and my thinking was that the counterpressure was too high inside the nozzle. But although jams occur less frequently at larger layer heights, they do still occur.
I will continue testing and sharing what I learn, any suggestions are highly welcome and appreciated!
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To view this discussion on the web visit https://groups.google.com/d/msg/makerbot/-/yCRk3jKsKEAJ.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
For more options, visit this group at http://groups.google.com/group/makerbot?hl=en.
Martin Galese

pfinucan

Joseph Adams
Regarding the retraction, I was thinking that this could be the culprit myself and tried explaining this to makerbot but my comment went unaddressed in their last response. I wanted desperately to try to turn this function off to see if it eliminated the problem but I didn't know how to do it through Makerware and I haven't been able to generate any usable code out of ReplicatorG yet (I'm a quite new to 3d printing and the Rep 2 is my first 3d Printer). I've been learning alot about skienforge but I've been having some glitchy problems with the RepG software and it was making my learning curve that much steeper trying to distinguish between making the wrong selections and software glitches. So I've been using Makerware primarily but forcing it to use the skeinforge engine with layer height at .15 and speed at 60mm/s and experimenting with different temperatures. I've had the greatest success so far with this approach but obviously haven't solved the jamming issue yet.
As I write this I'm running a test print right now with the temp at 205, speed at 80 and layer height at .15. I've already failed at these settings with a speed of 60mm/s. I'm hoping the faster speed will prevent the filament from having enough time to mushroom at the nozzle tube entrance. I'll let you know how it goes, but I feel pretty confident at this point (thanks to your help) that I'm on the right track!
Big-E
I think you're on to something here, I was testing most of the day yesterday, changing temperature settings and trying to get that yoda bust to print, I got a mostly successful print, but partially lost some layers midway through the job at 220C. I had to pause and screw around with the filament until it was extruding again, and resumed the print. The lower temperatures seemed even worse, and yielded less than 10 percent of a print.
I swapped the V2 minimalistic extruder back in, using parts from both my printed sets, and a much stiffer spring. I used the factory temperature setting of 230C and it printed perfectly. It seems the issues of clearances and spring pressure were finally resolved with this latest implementation, so, I believe you are correct in your assessment of a retracting issue. with a nice bearing idler under optimal tension, and no binding, it's no longer an issue, and my prints are coming out better than ever.
Next on my agenda is a decent set of feeler gauges and a dial indicator so I can get my bed leveled as best as humanly possible, at which point, i'm fairly confident I will be getting this machine to print as good as it can!
Thanks again for all the input. Maybe lower temps are more viable on other brands of filament, so far, I've only used MBI PLA, and it seems happy at the factory settings.
-Big-E
Martin Galese
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To view this discussion on the web visit https://groups.google.com/d/msg/makerbot/-/ckzT_RDmMg8J.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
For more options, visit this group at http://groups.google.com/group/makerbot?hl=en.
Martin Galese
Big-E
Heat isn't a major issue for me, as I have a Replicator 2 (no heated bed). I have a Harbor freight near me, so Feeler Gauges and Dial Indicators can be had for cheap. Besides, I need the feeler gauges and dial indicator anyway to use in the garage, I need them to check valve clearance, spark gaps, warpage on brake rotors on my cars and other things. Still, I will give that thing you linked to a shot in the meantime; I won't be going to Harbor Freight for a couple weeks.
Also, using a dial indicator will let me know for sure if my build plate is warped, I checked it with a T-square out of the box, and it seemed pretty straight, but I won't know for sure until I use a dial indicator on it.
In all honesty, I'm sort of a cheapskate, if I can't find multiple excuses to buy something, I seldom invest my money in it. :)
On Monday, December 10, 2012 2:48:10 PM UTC-6, Jetguy wrote:
No need for feeler gauges, just print this http://www.thingiverse.com/thing:21268
If the outer line is narrow or doesn't stick, you're low in that
corner. Too close, and the strip gets very wide. You can print this
multiple times and get it perfect. Further, because you are heating
the bed, then it's an accurate level, VS screwing around with feeler
and dial indicators. Sure, those ideas work on a real CNC machine made
of metal, but because MBI uses injection molded arms with built in
thermal stress, you must adjust it hot, in the same situation that
they would be used in. No better way to know than an actual print.
> > On Mon, Dec 10, 2012 at 12:15 PM, Joseph Adams <jad...@zdr.com<javascript:>
> >>> <https://lh4.googleusercontent.com/-dA6a1PdyjHs/UMPfKKYkwPI/AAAAAAAAAJ...>
>
> >>> On Saturday, December 8, 2012 10:54:43 AM UTC-6, Big-E wrote:
>
> >>>> <http://i730.photobucket.com/albums/ww303/rave669/DSCF0578.jpg>
>
> >>>> <http://i730.photobucket.com/albums/ww303/rave669/DSCF0581.jpg>
>
> >>>> <http://i730.photobucket.com/albums/ww303/rave669/DSCF0580.jpg>
>
> >>>> <http://i730.photobucket.com/albums/ww303/rave669/DSCF0584.jpg>
> >>>> I've been having similar problems recently. I've tried to print a Yoda
> >>>> bust, got just past the eyes and it stopped extruding. This was using a
> >>>> minimalistic extruder which you can find athttp://www.thingiverse.com/
> >>>> **thing:36482 <http://www.thingiverse.com/thing:36482>
>
> >>>> The V2 extruder athttp://www.thingiverse.com/**thing:35810<http://www.thingiverse.com/thing:35810>had issues too, I printed this twice, first in natural, and then in green
> >> To post to this group, send email to make...@googlegroups.com<javascript:>
> >> .
> >> To unsubscribe from this group, send email to
> >> makerbot+u...@googlegroups.com <javascript:>.
> >> For more options, visit this group at
> >>http://groups.google.com/group/makerbot?hl=en.
>
> > --
> > Martin Galese- Hide quoted text -
>
> - Show quoted text -

Joseph Chiu
To view this discussion on the web visit https://groups.google.com/d/msg/makerbot/-/otj3sUBOcGwJ.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
Big-E
good Idea!

Mark
On Saturday, December 1, 2012 12:55:39 AM UTC-8, barbazoid wrote:
Hi everyone.I really need help. Im new to all of this. I got my hands on a replicator 2 two weeks ago. I managed to print over the first week but just this week the extruder kept stopping halfway through a print. Now it's not even printing at all.
I've tried using this upgrade: http://www.thingiverse.com/thing:35810 but it hasn't solved my problem.
Joseph Adams
Well, after a night of testing I can report that I’ve had some successes as well as failures and frankly overall it was a very disappointing and frustrating evening!
In the success column, I was able to determine how to change the skeinforge parameters in Makerware so that I could turn off the retraction feature. I also discovered the rest of the skeinforge plugins as well and now have nearly complete control over the code that skeinforge generates from Makerware. Sadly, that’s where my success ends… BTW, if anyone is interested, the settings are contained in CSV files in this directory: C:\Program Files (x86)\MakerBot\conveyor\src\main\skeinforge\Replicator slicing defaults\profiles\extrusion\ABS. Be sure to adjust the settings in notepad, not excel which was my default program for opening these files. The only thing I haven’t figured out is how to make the temp that you set in the Makerware print dialogue actually stick (seems to be a bug), so I have to add a temp line to the g-code manually to adjust the temperatures.
After turning off the retraction feature that I would have practically bet my life was the problem, I anxiously awaited a new test print (that I expected to be a success). Well, I’m sure you can gather by now that it was anything but. In fact, there seemed to be no effect at all; my results were exactly the same (except of course that the print quality wasn’t as good without the retraction setting). So back to the drawing board as they say.
I continued to try a variety of changes to rule out some variables such as time. I generated code for only the top portion of my part, which contains the features that are giving the machine trouble. This makes the testing go a little faster of course but it also forces the machine to get to the failing features quicker and thus eliminates heat soak as a variable. Sure enough, the build failed at the same place it always has even though it took a fraction of the time to get there.
Next I discovered that there are some settings in skeinforge that Makerbot specifically suggests changing if the build is failing in the way that mine is, namely the cooling plugin and the “restart extra distance” setting in the dimension plugin. I confirmed that restart extra distance was 0 (as suggested by makerbot) and I disabled the cooling plugin which was slowing the feed rate down for these features since they are relatively small. Again, no effect.
The one thing that I have noticed to “help” is that the build seems to get further before failing if I leave the filament cooling fan off. I haven’t tested quite enough yet to say that this is repeatable, but does seem to be trending this way. I don’t know exactly what to make of this however or what impact this could be having that would cause the extruder to jam.
I’ve just finished a couple test prints with the filament fan off and everything else constant but varying the temperatures. So far I’ve tested (and failed) at 195, 205, and 215. 195 was definitely worse, 215 didn’t seem to yield any improvements over 205. In all cases, feed rate is 80mm/s, and layer height is .15 and the natural PLA filament that came with the machine.
Since the build is fine and always fails at the same features, I think (someone correct me please if I’m wrong) that it’s safe to say that there isn’t any physical obstructions in the nozzle that need to be cleared. I also measure the filament that gets extruded and it’s always about .41-.43 mm. Knowing that the nozzle is .4, I think this is enough to say that there aren’t any obstructions. Again, someone please correct me if I’ve missed something.
I’m now running short on things to try (not to mention patience) and getting utterly and completely frustrated! Any ideas?
Joseph Adams
I decided to tear down the entire hot end and see if I could learn anything. After the tear down, there really wasn't anything obviously wrong, but at least I got the opportunity to learn how this thing was really put together and how it worked (surprisingly simple I have to say, maybe deceivingly so). So in light of everyone's comments about suspected heat soak, I decided to add some thermal grease to the nozzle tube that threads into aluminum mounting block. I was hoping this would reduce the thermal contact resistance between the tube and the mounting block and help dissipate the heat better in this area. I also added some to the heat sink where it mounts to the block. To finish it off I removed the plastic spacers between the cooling fan and heat sink and replaced them with some stout springs. This would reduce any vibration from the (now damaged and out of balance) fan and prevent it from migrating through the assembly and affecting the build quality. Even more importantly, it also provides a consistent amount of pressure between the heat sink and the mounting block regardless of thermal expansion of the components.
After putting everything back together, I re-leveled the build platform (which of course was important because I undoubtedly altered the height of the nozzle), reloaded the filament, started a new print and awaited another disappointing failure.
To my shock and (guarded) happiness, it completed the first print without jamming. Maybe I'm on to something. The settings for this print were temp at 205, feed at 80, no filament cooling fan, no retraction and layer height at .2 (notice I increased the layer height from my previous testing of .15) From this point forward I continued testing and improving the settings one by one for each print. Each time completing a successful print without jam. Also, upon dimensional inspection i found that the machine was building more accurately than it ever has (+/- .002")
As I write this I'm finishing up a complete build (as opposed to the partial I was testing with) and all of the settings back to optimal including retraction and filament cooling, and it's looking good. WHAT...A...RELIEF!
So, for the time being, it seems like my heat transfer improvements may have solved my problems. I sincerely hope this can help others and prevent someone from experiencing the same frustration I have endured the last couple days. On the positive side, I had the opportunity to learn the machine and software inside and out, so I'm much better off for it.
I want to extend my most sincere gratitude to everyone here that took the time to contribute and help! If anyone has any questions about what I did or how I did it please don't hesitate to contact me directly. I would love to share what I've learned.
Thanks again to all!
-Joe
To unsubscribe from this group, send email to makerbot+unsubscribe@googlegroups.com.
For more options, visit this group at http://groups.google.com/group/makerbot?hl=en.
--
Martin Galese
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+unsubscribe@googlegroups.com.

Jonas Andersson
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
For more options, visit this group at http://groups.google.com/group/makerbot?hl=en.
--
Martin Galese
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
Joseph Adams
Jonas, it’s my pleasure to share, I hope you find success as well. One thing about your comment regarding your discussion with local support. Although I’m sure that adding the grease to the heat sink helped, my gut tells me that adding the grease to the threads on the nozzle tube had the greatest impact. So whatever you do, please make sure to at least add the grease there and make sure it covers the entire threaded length. And of course be careful not to allow any to actually get inside the tube. I honestly don’t know what it would do, but it’s probably not something you want to find out. Good luck!
-Joe
Joseph Adams
Regarding your problem, can you provide anymore details describing the settings that you have used so far? Feed rate, temperature, layer height, what software you're using and slicing engine (miracle grue or skeinforge)?
I just wrapped up the first successful day of printing that I've had since getting the rep2 a few weeks ago and I think that I *might* have finally gotten all of the kinks worked out so hopefully I can help you too! I am still a novice at this myself though so don't get your hopes up, but at least it seems like there are some very knowledgable and experienced users here to help if I can't.
-Joe
Rich Thompson
Joseph Adams
I’m not using exactly this size bearing but close. I found one laying around my stash that was close enough (OD = 9.5mm and width is about 3mm) and it seems to be working fine.
-Joe
Mark
Jonas Andersson
Jonas, it’s my pleasure to share, I hope you find success as well. One thing about your comment regarding your discussion with local support. Although I’m sure that adding the grease to the heat sink helped, my gut tells me that adding the grease to the threads on the nozzle tube had the greatest impact. So whatever you do, please make sure to at least add the grease there and make sure it covers the entire threaded length. And of course be careful not to allow any to actually get inside the tube. I honestly don’t know what it would do, but it’s probably not something you want to find out. Good luck!
-Joe
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.

David Mytchak
- Machine cooled and then ran filament load - blobs of goo and deformed noodle
Joseph Adams
I noticed something strange today that maybe you guys can help with. My extruder is still functioning good now since my changes, but I’ve noticed some inconsistencies in the build depending on how the code is communicated to the machine. Here’s the story…
So there are some minor things I’m trying to tweak now that I’m finally building good parts. Things such as the fact that Makerware is ignoring the temps I tell it to build at, forcing me to manually modify the code to add a M104 line. Not a big deal but a nuisance to be sure. So I decided to use ReplicatorG to send the code to the machine. I’m using the same code that I generated from Makerware and have several successful and consistent builds from. The only thing that I have done was add the start and end code to home the axis and start heating the tool prior to the homing sequence (another annoying thing Makerware doesn’t do). After I add those sections I start building, and everything mostly builds well except when the machine begins to build the features that I was having trouble with before. Now it doesn’t Jam outright, but it definitely is not feeding filament properly and I can hear the stepper skipping every once in a while (even on layers that didn’t have a problem before). I’ve reproduced these results three times now. So I thought maybe it was a data transfer/communication issue so I exported the code (through RepG) to s3g to the SD card and built from the SD card…same result. I went back and printed (using the same code again) through Makerware sent directly to the machine (not SD card) and perfect build again. What I haven’t tried yet was exporting through Makerware to the SD card and building from that ( I will try this next). But this is weird isn’t it?
So here’s the summary:
Parts built from code communicated to the Machine through Makereware; perfect build
Parts built from code communicated to the Machine through RepG; no good
In both cases the code is exactly the same except the for the start and end code (although I don’t know if is or isn’t the same because I have no way of verifying what Makerware adds to the code when it is sent to the machine)
Any ideas?
-Joe

riggeek
Big-E
Miracle Grue sliced prints (at low or medium quality) print perfectly now. I noticed almost no plastic blob at the start of a print though, but on High quality prints, there is always a clear, defined line at the start of the print, even if it eventually fails.
Tomorrow, I'll try pulling apart the hot end a bit, starting with the nozzle, to check for clogs and debris. I may also try ReplicatorG to see if I can get some improved prints in higher resolution; was planning on trying that out anyway.
If I can get High quality prints to work as well as my medium quality prints, I'll be a happy camper.
I'll post some updated info if I discover anything.

WMc
Great discussion going on here and like many others my brand new Rep 2 also stops midprint. Makes great 3d air models, perfect every time!
Big-E
Natural PLA works pretty good for me, it seems to come out easier and has a runnier consistency when melted. Now that I think about it, the only success I've had with high-resolution prints have been with natural PLA, with supports and rafts turned off. I'd definitely say the temps need to be lower, since it seems to come out runny (the prints end up oozing a bit, an taper wider near the build plate more readily too)
Try tightening your plunger, I was able to print the parts just fine. Turn the little set screw in the block to snug the piston up to the filament, but don't over tighten it. you may also want to tighten the set screw on the extruder gear. remove the stepper motor (with the extruder block attached) and make sure that screw is snug. There are some good support videos here that will help: Makerbot support videos. Thanks to Dnewman for posting the link to these.
When you print them, print each part, one at a time, with 2 shells @ 100% infill no raft, no support, and make sure the bed is as level as you can get it. acceleration should be turned on on your bot.
Some notes on installing the extruder mod: You still may need to file the outer-facing side of the idler arm (the part with the bearing) to allow for the proper clearance, and only the outer face, so the filament guide hole lines up with the gear. Make sure the assembly, when held together in the working configuration, is not thicker than the factory extruder block. You may need to try a few diffeernt springs to get it to work properly. I tried several, and found one that works. I'm still swapping in different springs in an effort to get it just right. make sure not to over tighten the top-left screw, tighten it enough to keep the parts snug, but not so tight that they bind up and the arm moves freely without any slop. You may want to sand the inner surfaces where the two parts make contact, so there is less friction between the two faces, but don't overdo it, you don't want to take off so much material that the bearing or filament guide don't line up properly. if you do accidentally take too much off, use an M3 washer or two to shim the arm so everything lines up correctly. If you can't find an M3 set screw to mount the bearing, like me, use a similarly sized M3 machine screw, and install it with the head facing towards the stepper motor to avoid clearance issues, it works just fine.
Hope this helps, and good luck.
-Big E

Steve
whpthomas
Big-E
On Thursday, December 13, 2012 11:14:01 AM UTC-6, Steve wrote:
-Big E:Are your replacement extruder instillation steps for the one that requires cutting a part on the Rep 2, and if so justwhat cut is required? There is also an extruder replacement that does not require any cutting on the Rep 2. I am trying tounderstand which one you used and how to best install it.
Hi Steve,
I used the no-cutting version, there are also three different versions of the no-cutting version:
The original V1, and the V2, which are both at this link: http://www.thingiverse.com/thing:35810
and the version for larger springs, which is at this link: http://www.thingiverse.com/thing:36482
I have made the V2 and the large spring version. the large spring version is like the V1, only it is designed to accept a fatter spring. both the V1 and large spring versions require extra work, one of the holes is a bit off, and needs to be widened to get the screws to line up to the motor properly, I also needed to use two M3 washers to get the filament guide and bearing to line up. The V2 addresses these issues, but may still require some fine tuning to get it to work, but all the parts line up correctly. I am currently using the V2 mod, and my earlier post was addressing that version. However, my earlier explanation will help address issues with any of the no-cutting versions.
For the record, I have tried both the V2, and the large spring version. I have had the best results with the V2. I have printed it twice, and have parts from both of my printed V2 sets in my setup (which were selected for print quality and dimensions to allow for the proper clearance) This is why I suggest printing each part individually, rather than both on the same build plate.
Hope this clarifies things a bit.
Oh, btw, there's another extruder mod that shouldn't require cutting, and it appears perfect for the Rep 2, I've considered trying this one too. you can find it here if you want to try it: http://www.thingiverse.com/thing:24644
pfinucan
On Thursday, December 13, 2012 10:04:23 PM UTC-6, Ichigo wrote:
Hey, I just wanted to give you guys an update... After a week and a half of brutal, brutal, painful troubleshooting, we were able to get our Bot back up and running better than ever thanks to the mk8 upgrade.
http://www.thingiverse.com/thing:35810
I had a bitch of a time trying to find bearings, a hobby shop is your best bet honestly(specifically helicopter). I went to about 15 different places in Los Angeles in terms of hobby shops and hardware stores... Anyway, the 3x8x4 bearing was definitely too small but the 5x10x4 did work.
We also removed the heat sink.
Just out of curiosity I tried lowering the temperature to 189, as we use clear blue(though we have a plethora of other colors) and I had been reading that a lot of people are having problems with their Rep 2 would see success(using clear blue) if they lowered the temperature to 189. I did not see any sort of improvement, in fact... with the modification, the clear blue would not extrude at 189.
I hope this is helpful...
whpthomas

John Biehler

tomlombardi
Don't get me wrong, I have a strange admiration for the people at Makerbot, however you'd never catch me spending $2300 to be a beta tester again.
BTW, Makerbot TOM + MK6 + Sailfish + Slic3r = unbelievably beautiful prints!
On Tuesday, December 11, 2012 9:15:02 AM UTC-7, Jetguy wrote:
Sorry and I know I'm harping but does any one else find the number and
complexity of fixes we must apply on the latest machine to be
excessive? More or less, modify many aspects of the extruder including
the filament drive, deal with some of the same bed issues from the
previous Replicator 1.
I say that because this thread is a text book example of who Makerbot
targets this machine for:
http://groups.google.com/group/makerbot/browse_thread/thread/bd3610b4df391999
This quote says it all:
"I'd rather not have to completely hack the machine. Please keep
replies as
non-jargony as possible. "
This guy certainly isn't going to file the shaft or mill out the
heatsink to fit. Heck, he can't even get his X-Y working to see later
on he has an extruder problem that hasn't come up yet.
Sorry for the rant but am I the only one who sees this? And what's the
fix in this guy's situation? Either, he has an uphill learning crash
course in mechanics, or that machine is going back to MakerBot for
repairs. Hopefully, he hooks up with somebody local, but basically as
I said, that is text book MBI's target market for the machine right
now. None of the fixes seem appropriate given his initial response and
lack of desire to jump into the mechanics of the machine. How is this
guy going to handle a nozzle clog? Would he even attempt to replace
the filament drive with a printed one? How many failed prints before
he gives up? I'm not trying to be off topic, just understand how the
problems and solutions in this thread apply to the new MakerBot
Operator generation who has zero interest in the mechanics of the
machine and expects it to work like the office copier? I know I made
a massive generalization there, but we see it every single day in the
questions asked here in the forum.
So I guess the real question is: Does MakerBot have any formal
representation reading this forum and are any of these lessons learned
being taken to the engineering and customer support teams for
resolution? In other words, changing directions, changing parts and
making the new kits better and offering upgrades for early adopters?
Or is everybody totally F'd in the A again and told to buy a new bot
next December, or maybe they do a Mid Year upgrade? MakerBot support
is nice enough, but seriously missing the mark as a "Grown Up Company"
that Bre kept reciting at the release of the new machine. Real
companies don't release a 4th generation product (Unless you're Apple-
facepalm) that has problems they knew about in previous generations.
I want this to be more than a gripe, but rather a serious question
about what is MBI doing to fix the problem? What can we do as a
powerful group to better help the poster I linked?
Also, I'm going out on a far limb here, but let's take the number of
problem posts per day since release, figure in a factor of how many
people who have a problem even know to join and ask in this forum, and
compare that to toal number of units shipped. A lot of those are
factors only MBI knows, but it's not too hard to see the numbers could
be interesting. Either a ton of these work out the box with 0 problems
ever, or there are a lot of users in frustration, who may not even
know to go here and either deal with MBI support directly who may or
may not resolve the problem. What about repeat problems?
Again, is what we are seeing in this thead a common design issue, or
minor tollerance issues and one-offs? How would a person who doesn't
want to take the bot apart deal with that issue? Is it a user training
issue? Is it a default software setting issue(temperatures for
example). I'm just trying to identify the bigger picture fix.
On Dec 11, 10:23 am, Mark <m...@kenworthymachine.com> wrote:
> I had my R2 nozzle get plugged with something. I used a fine wire, after
> preheating the nozzle and doing an unload, to clear out the nozzle. Since
> then it is has been fine. I've used up over 2 kg of filament over the last
> week printing parts with zero extruder issues (I have updated my extruder
> to use the spring-loaded filament roller too, and consider that an
> essential upgrade to the R2 extruder).
>
> When my nozzle got plugged, the drive gear also got loaded up with plastic,
> so that had to be carefully cleaned. But, zero problems since clearing out
> the plug.
>
> I'm assuming some bit of foreign material got into my nozzle, perhaps
> because I was using PLA from a different vendor who perhaps doesn't have
> the quality control that the Makerbot PLA has (just a guess). I mostly use
> PLA from Makerbot, but needed black for one of my projects and they don't
> seem to ever have that in stock.
>
> The spring loaded roller was the 2nd upgrade I made to my extruder. The
> first upgrade was to get the set screw of the drive wheel onto a flat on
> the motor, as my drive wheel was most definitely slipping on the stepper
> motor shaft. Some people have extended the flat on the stepper motor shaft
> to accomplish this. I flipped the drive wheel around, but this required
> milling a hole in the heat sink. In either case, you'll need a
> slightly longer set screw for the drive wheel, so plan accordingly. I
> think the stock set screw is a M3x0.5. I could find one at my local
> hardware store, so I drilled and re-tapped the drive wheel to use a 6-32
> set screw.
>
>
>
> On Saturday, December 1, 2012 12:55:39 AM UTC-8, barbazoid wrote:
> > Hi everyone.
>
> > I really need help. Im new to all of this. I got my hands on a replicator
> > 2 two weeks ago. I managed to print over the first week but just this week
> > the extruder kept stopping halfway through a print. Now it's not even
> > printing at all.
>
> > I've tried using this upgrade:http://www.thingiverse.com/thing:35810but
> > it hasn't solved my problem.
>
> > When I try to load filament the PLA just bunches up around the extruder
> > (see pic) and only a very thin line of PLA is extruded at a strange angle
> > until the filament seems to get stuck.
> > Is the actual extruder blocked, it doesn't seem to be my drive gear? Or am
> > I missing something.
>
> > If it is the extruder - how can I fix it?
>
> > I would really appreciate any help because I'm pretty disappointed with
> > the rep 2 at this point.- Hide quoted text -
>
> - Show quoted text -
WMc
I am also having extruded jams on my new rep 2 which causes prints to fail anywhere from 0 to 50% of the build. I want to attach a photo of the filaments after they are unloaded after a jam because I believe it shows the symptom for the problem occurring. How can I attach a photo in this forum? In short it repeatedly shows a filament end which starts skinny as expected for the nozzle ID, then fat at approximately 1.75mm dia but slightly mangled but obviously un melted then above that melted again down to a skinny diameter. This is all within the filament barrel/nozzel. This upper melted section above the unmelted section strikes me as a real problem. Surely this points towards a problem in the hot end. It is no wonder the extruder is jamming. Any ideas of the cause?
Thanks,
WMc
Further to my post before this, here is a link to a photo of the removed filaments. Can anyone tell me why there is an unmelted section between 2 semi melted sections? Thanks,
http://www.flickr.com/photos/91502513@N03/8307830165/
whpthomas
Patrick Finucane
I have seen that. It is caused by backing up the filament or pulling it out of the extruder by hand.
From my experience it isn't the cause of extruder problems, more like it happens after the extrusion stop and the filament is removed.
It is possible that if you are running too hot or too slow that too much of the filament is melting. So not just in the nozzle but up into the ss tube also. Then when you pull it out the melted plastic stretches.
--
WMc
I know this is probably a really annoying topic as it is so common. It might be worth building a troubleshooting flow diagram to solve these extruded problems. I am thinking of including infared non contact temp readings of different parts to better diagnose the problems here. I am happy to do this but unfortunately I don't know enough about the solutions yet.
Cheers,
whpthomas

BilbyCNC
When the plunger is too loose you will see a thin stream and/or intermittent flow to no flow depending on how loose it has become. Once it is a little loose it can vibrate looser during printing
Good luck
Lee
BilbyCNC
WMc
Chris Milnes
whpthomas
barbazoid
Henry

bart.s...@ichoosr.com

John Watson
well after a week of tweakeing and pulling and pushing and leveling and reloading and cleaning
I seem to be getting prints ...I am going to keep going today to try and keep the ball rolling
heres a list of the things I have found
1) Pinting heat at 220 seems to be the happpiest range for me..
2) this is a big one ...the fan and heatsink were actually on the wrong way round or if they werent I turned them round so the fan is blowing onto the heatsink fins not drawing it away
3) I did the adjustment with the side fan of and kept tweaking the plunger till I could not stop it with 2 fingers squezzed together as hard a s I could ..then gave it a 1/8th turn to make sure
4) checked all my stl files with netfab to amke sure they were good
5) only printed using the sd card ..after exporting with repg software and making sure use default start and end gcode was checked and use printomatic was checked and replicator2 slicing profiles were used .
6)used blue tape ..but made sure I cleaned it with alcohol or a touch of acetone
I have now done 3 prints so far which I will upload when I get a chance ..but I am back at it again so will keep you informed
happy new year
John
whpthomas
bart.s...@ichoosr.com
bart.s...@ichoosr.com
On Tuesday, January 1, 2013 6:20:28 PM UTC+1, Rick Rogers wrote:
I've had the same filament feed problems and tried all the suggestions from Makerbot support. What finally seemed to help was:
- Adjusting the extruder plunger - tighter than as shipped
- Changing filament (from the 1 pound spool to some other that I ordered with the Rep2)
- Tearing apart the extruder, soaking the nozzle in acetone overnight.
Mine has been printing reliably for the last week or so after those adjustments...fingers crossed
Chris Milnes
--
======================
Chris Milnes | True9.com
======================
office: (201) 840-1303
cell: (201) 207-4163
email: chr...@true9.com
======================
facebook.com/muckychris
whpthomas

Rick Rogers
Joseph Chiu
--
whpthomas
whpthomas

Andrew Plumb
--
<infill-print-failure.jpg>
"The future is already here. It's just not very evenly distributed" -- William Gibson
Me: http://clothbot.com/wiki/

Richard Wildey

Eighty
The short zig zag infills, by my reckoning, shouldn't cause problems with degradation. While the extruder may not be moving quickly, it is still discharging the plastic at a decent clip - therefore the filament doesn't hang around long enough to burn up. You would theoretically notice more of an issue on prints with lots of travel (and not much extrusion). If you're getting blockages with tight infills, it may be excessive back pressure.
Dan Newman
On 2 Jan 2013 , at 5:36 PM, whpthomas wrote:
> After a bit more playing around I am pretty sure the problem can be
> isolated to long duration but short in distance zig-zag infills. Like say a
> 4mm wide 100mm long wall - as the extruder does the crossways infill the
> head jiggles quite fast but doesn't actual move very fast. The slow
> extrusion is cooking the filament in the nozzle and causing it to jam. I am
to consider
1. If it's a very small area for the entire layer, then the Cool plugin.
However, I doubt this is the case for your print: it looks to have a lot
of area in that layer.
2. The jerk control values. The XY "jerk" control which the MBI firmware
uses is likely dropping the speed way down in that infill. Increase the
XY jerk value or use line infill instead of rect. grid or hex grid.
Dan
Joseph Chiu
Dan
--
whpthomas
Chris Milnes
--
Richard Wildey
Joseph Chiu
--
whpthomas
whpthomas
bart.s...@ichoosr.com
Bart Stevens
Hey John- If you would, could you please point me in the direction of the mk8 rep2 replacement part are you referring to? Thank you!
On Thursday, January 3, 2013 1:54:03 PM UTC-5, John Watson wrote:
well just installed the mk8 rep2 replacement part
and finaaly got a 3.5 hour print done with 0 issues..going to keep trying over the next couple of days and will keep everyone informed
--
Bart Stevens
--
John Watson
or this one
http://www.thingiverse.com/thing:36482
i made the top one :-)
cheers
john
--
John Watson
Hey John- If you would, could you please point me in the direction of the mk8 rep2 replacement part are you referring to? Thank you!
On Thursday, January 3, 2013 1:54:03 PM UTC-5, John Watson wrote:
John Watson
ps I am still printing after 4 hrs ..getting a few clicking noises but the extrusion is still good
lets keep our fingers crossed
I reckon if a spring was added to the plunger it too might aleviate the problem ..
but this is the most I have printed so far so I am hoping this is the case ..if anyone has done the mk8 replacement just make sure the srping has lots of tension ..or it wont work well
I went to princess auto and bought a box of assorted springs and found a good spring and used that..but I still think the mk replacement could do with a minor mod to allow for tensioning a spring :-)
almost at the end of my roll now ..with more on order..but i Reckon makerbot ows me a roll of free filament ..and they should be making an mk replacement themselves and sending us a shiny aluminum one :-)
WMc
Hi John,
John Watson
would be great if you posted the finish I would love to see it
I have been talking to a friend who has a cnc milling machine and have asked him if he could make one up out of aluminum which I think might be a less flexible solution heheh:-)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Infinityplusplus
John Watson
well I finally got a response from makerbot and this is it ..I
am stunned and completely disappointment as to the reply as it was
completely useless
check this out
Hi John,
Again, I'm sincerely sorry for the delays; between holidays, an office move, and extremely high ticket volume, though, I'm getting back to everyone as quickly as I can.
I'm very glad to hear that you're doing alright with the MK8 Replacement. I have heard very good things about this design. If you plan on reverting to the original design at any point, feel free to re-open this ticket and I'll be happy to continue working with you.
what the hell kind of response is that ..there was no way I was
letting them off the hook as I had written a novel on the issues and
only told them I had made the replacement part out of frustration
why
the hell would I just let it go after putting on the replacement and
getting prints ..I wanted solutions from makerbot ...and all I got was
this lousy tshirt of an answer
now I am really annoyed