Replicator 2X: Dramatic shift in print after a few layers (?)

Rob R.




Joseph Chiu
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To unsubscribe from this group and stop receiving emails from it, send an email to makerbot+u...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.
Rob R.
I'll try a few more prints to see if this is consistent.
I will need to do some searching on how best to assess the gantry; now I have some things to try. Thanks!

Count Spatula
https://groups.google.com/forum/?fromgroups#!topicsearchin/makerbot/authorname$3A%22count$20spatula%22/makerbot/mvNb-XUga4w
Rob R.
A little more data. Different model (basically http://www.thingiverse.com/thing:150783), ReplicatorG, raft/support turned on. Appears to have failed while laying down support (?), and of course there's a bigger offset. I still need to look into assessing the gantry.

Rob R.
Rob R.
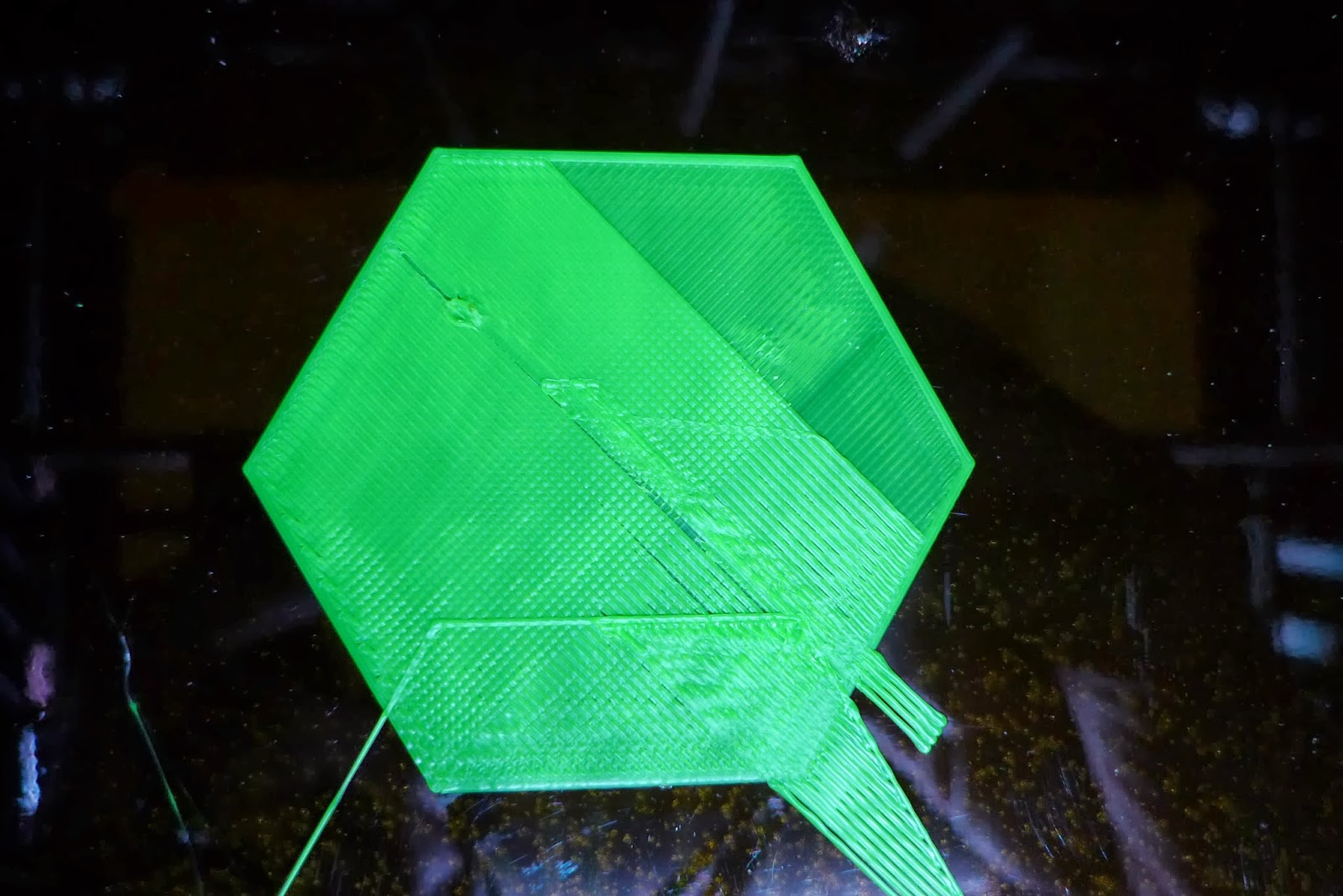
The print was on the second layer, and it had started in the bottom left, laying down rows. You can see two sets of rows that are out of place, as well as the outline of the third layer. The thin strip of misplaced rows came first. I observed (heard) a grinding sound as the extruder moved to the left; presumably this was the y-axis stepper failing to shift towards the back. Same thing on the second failure: grinding noise and shaking as extruder successfully moved left but not back.
Other notes:
- I am hearing scraping out of the RHS y-axis rod/bearing connection as it moves back and forth. Greasing with superlube didn't get rid of this.
- I printed this via USB, rather than SD (which has been my standard practice).
So, do you all think that this is a binding issue, or does the grinding sound indicate something else? Thanks!

Eighty
When my X axis ribbon cable failed, the noise could be described as grinding. Your issue is in the Y axis, but could be similar. Perhaps you have a bad cable, or the Y end stop switch is triggering. Can you print again, and watch the print closely, to see if the Y switch lights up at any point?
Rob R.
Thanks,

Brian33433
Rob R.
On Saturday, October 5, 2013 4:04:39 PM UTC-5, Rob R. wrote:
I should also mention that of the 8+ failures of this type that I have observed so far, all of them have resulted in a shift in printing towards the front of the machine (i.e., a failure of the extruder to move towards the back at some point).
Eighty
Rob R.

Stan Velijev
Rob R.
Joseph Chiu
--
Rob R.
It sounds like the belt slipped over one of the syncing rod pulleys. If the bot was jerked around in shipping or unpacking, this sort of thing can happen. You can correct this by loosening the set screw on the two syncing rod pulleys responsible for one side of the machine, pushing the head to the back in the right part, and making sure the Y carriages are properly aligned. Tighten the set screws and you should be good.
Since the gantry is skewed the best solution in this case is to go the pulley method that Ben has mentioned. I would however add a couple of things. First thing to do is pop out your filament tubes so they don't create forward spring pressure. After you loosen the pulleys slide your extruder carriage all the way to the right so it engages with the limit switch. Once the carriage is all the way to the right you want to push the left Y axis injection molded part till it hits the limit switch. At this point you the system should be realigned. However more often then not the set screws are not going to be oriented in a manner that is going to let you tighten them back up.What you want to do is move only the left side injection molded part slowly forward to the point where you can tighten the front pulley down. Once the front pulley is tight you can move the system forward and re tighten the rear pulley. After both pulleys are tight again you can verify the system is good by centering the extruder carriage, and bringing the Y axis to the maximum, followed by moving the X axis to its maximum. If everything is good the extruder carriage should move past the Y motor as intended. Clip your filament tubes back in place and your good to go.
Rob R.
On Sunday, October 6, 2013 10:54:32 AM UTC-5, Rob R. wrote:
Gotcha.I have not verified that the gantry is not skewed. I do recall the stepper being surprisingly hot, but to be honest, I did not compare to others.

Jetguy
Brian33433
On Saturday, October 5, 2013 10:11:05 AM UTC-4, Rob R. wrote:
Joseph Chiu
Rob R.

Ken Hecker
I started having shifting problems, where after a few layers the whole build would shift. MakerBot support suggested I switch X and Y stepper motor control modules (botsteps) on the Mighty Board and see if that made a difference. When it didn't he diagnosed the problem as a bad XYZ stepper motor cable. MBI sent me a new one (with reference to a YouTube video that didn't show to the same design of cable, or the new added support parts, and so wasn't that helpful). But then I had another problem. I heard grinding when the gantry was moving, which I suspected was the Z axis grinding for some reason. It turned out something had gone out of wack with the gantry when it moved to the far left position. The X timing belt would suddenly force the idler pully way forward, and the gantry would bind up before it would get to the far left position. This would throw the positioning off, and the next print would start way too far to the right. I had recently installed the Alu Carriage Dual, and must have somehow tightened the small set screws that hold the bearings in place a bit too tightly. Once I loosened those a quarter turn the problem went away.
Okay, I said it, and I'm glad!
Ken