Simplify3D Creator profiles for PLA

Enginwiz

Clinton Hoines
Enginwiz
Getting some of the goodies in Netfab, Makerware and Repetier Host in one package.
Time is money for a professional user. I want to streamline my workflow.
Enginwiz





Eighty
And I have to ask...what filament is this? It's not a color I'm familiar with.
Enginwiz

Clinton Hoines
Enginwiz

Steve Johnstone
Also how would you dry out your PLA if you had issues with moisture?
Enginwiz
I put the roll of PLA on a wire tray and dry it for 2 hours at 50 degrees Celsius.
Simplify3D Creator might run 14 days without authorisation code. I will install it on
my second CAD workstation temporarily without authorisation key and report back.
This could be a way to get some kind of trial version for interested Makerbot operators.

Obfuscated
Enginwiz

Obfuscated Records
--
You received this message because you are subscribed to a topic in the Google Groups "MakerBot Operators" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/makerbot/GH7wXGaQHwY/unsubscribe.
To unsubscribe from this group and all its topics, send an email to makerbot+u...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.
Enginwiz
Please be so kind and post a link to the website you can download a trial version of Creator without a licence number

Dan Newman
On 9 Sep 2013 , at 5:09 AM, Enginwiz wrote:
> We have a Miele hot air oven in the kitchen. The lowest setting of the thermostat is 50 degrees Celsius.
> I put the roll of PLA on a wire tray and dry it for 2 hours at 50 degrees Celsius.
between 56 - 62C. The stuff we print with tends to be below 60C. If it sits for too
long at or above it's Tg it's going to soften and deform on the spool. May even slump
a bit going from a circular cross section to some other cross section.
What you're doing is fine (although I wonder if less than an hour would work just as well).
I just want to warn people to not above 50C.
Dan
Obfuscated

Guidozelf
I've asked a few other questions on configuration, after which I bought the software, same reason: optimised workflow -at least that's the goal.
Only to find out after purchased and paid download, the software allows for a 14 day Evalution period......
And, what's worse: I can.t get it to work with my Rep2 with HBP and apparently Clayton is unable to help me out on my questions, yes the very same questions I asked him to confirm before I bought the sw.
Hopefully I will mange with the help of some forum members, info in threads like this ans so on.
Not amused.
I'm really dumbstruck how you all got hold of an evaluation copy......it's even referenced in a thread on the S3d forum......
Anyway, thanks for the details on config of S3d with Makerbots.
Guido
Obfuscated
What exactly do you mean by this? I didn't have any luck getting it to talk directly to my X2 but I don't care about that too much since I mostly rely on the SD. I found Clayton helpful to a point. MY main interest at the time was printing at 100 microns and it took me awhile to dial that in but his first response .. why do you want to print at a 100 micron.. it takes too long.. pffftt whatever.
I'm sorry you couldn't get a trial out of him first.

Wingcommander whpthomas
Enginwiz

Wingcommander whpthomas
Kisslicer is the next slicing engine I will add to my variety of slicers.
I am looking forward to using your Kisslicer profiles.
Wingcommander whpthomas
Steve Johnstone

Joseph Chiu
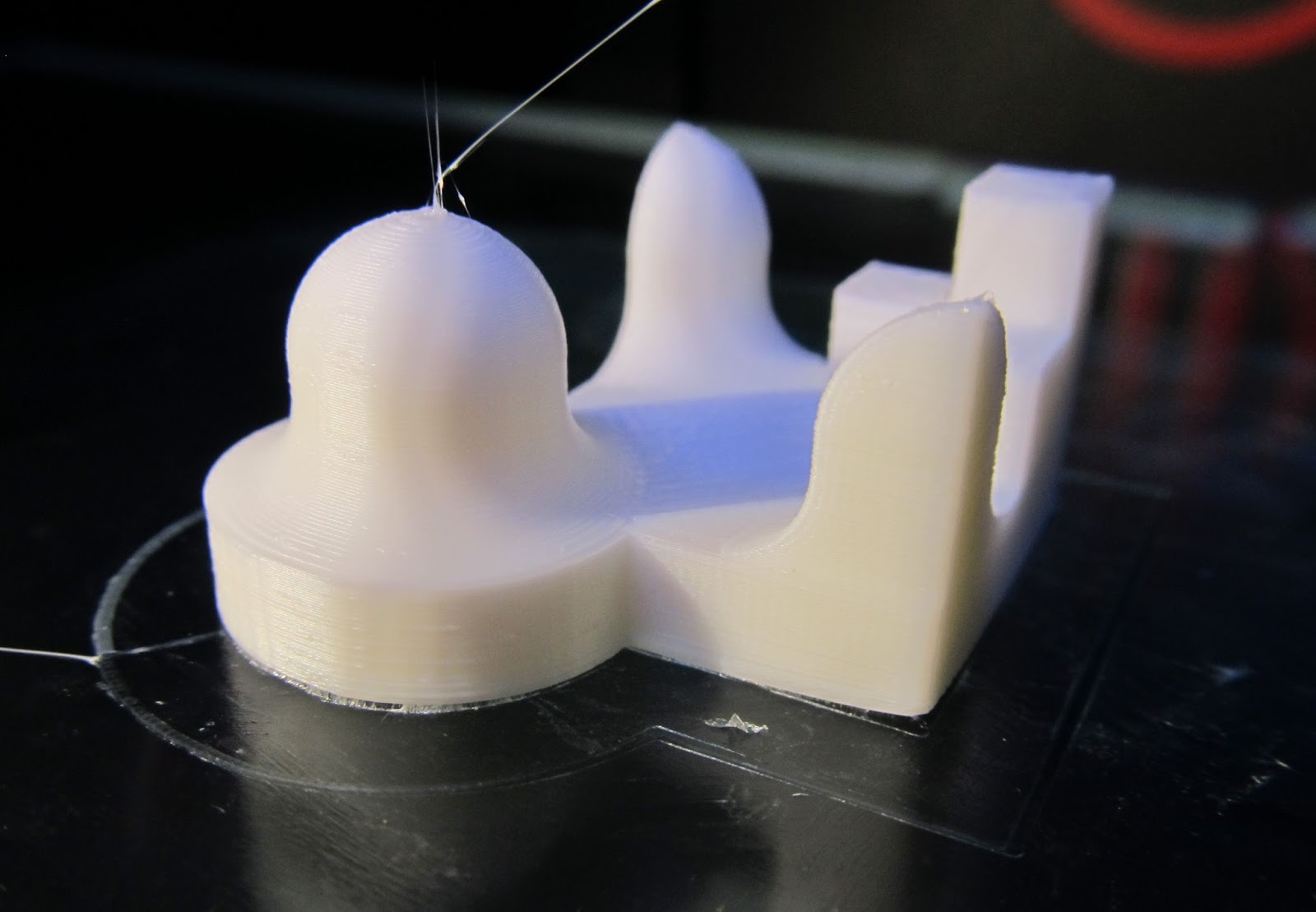
Here is a sample of the printed output from KISSlicer using the 0.09 perimeter and 0.27 stacked infill - it printed in a little over 4 hours - http://www.thingiverse.com/thing:126614
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To unsubscribe from this group and stop receiving emails from it, send an email to makerbot+u...@googlegroups.com.
Dan Newman
On 11 Sep 2013 , at 7:36 AM, Joseph Chiu wrote:
> That's gorgeous!
>
> I know that SkeinForge does "skin" where the perimeters are sliced thinner
> than the infill, but IIRC, it does not calculate the individual perimeter
> layer
layers. So, depending upon just how tiny the facets are on the surface
where the interpolation occurs, RepG's "skin" effect may look great or it
may look bad or somewhere in between. Comes out much better in general
with slicers that actually sample/slice the surface perimeter at those
intermediate layer heights.
Dan
Wingcommander whpthomas
That's gorgeous!
Enginwiz
Wingcommander whpthomas

Bryon Miller
On Monday, September 9, 2013 11:34:43 AM UTC-7, Guidozelf wrote:
Obfuscated Records
--
You received this message because you are subscribed to a topic in the Google Groups "MakerBot Operators" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/makerbot/GH7wXGaQHwY/unsubscribe.
To unsubscribe from this group and all its topics, send an email to makerbot+u...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.
Enginwiz
This is the reason why I spent two days on recalibrating the settings for the amount of extruded plastic.

mkapras

{kind=link}
Scott K

Enginwiz
did updating the machine definition solve your problem?
These profiles were published for version 1.1.5 of Simplify3D,
because the calculation of extruded filament output did not work
as expected in this early version.
Today my Replicator 2 has a heated build plate and needs different
Start and End G-codes. Therefore I don't update the profiles published
for a stock Replicator 2.
In Version 2.0.1 of Simplify3D the standard process
configurations for the Replicators generally produce good results.