How to run a dose test (laser power + feed rate) on a Lasersaur?
100 views
Skip to first unread message

Jan van Oel
Apr 10, 2020, 9:48:18 AM4/10/20
to lasersaur
Hi All,
I have a question from one of my fellow Makers at our MakerSpace.:

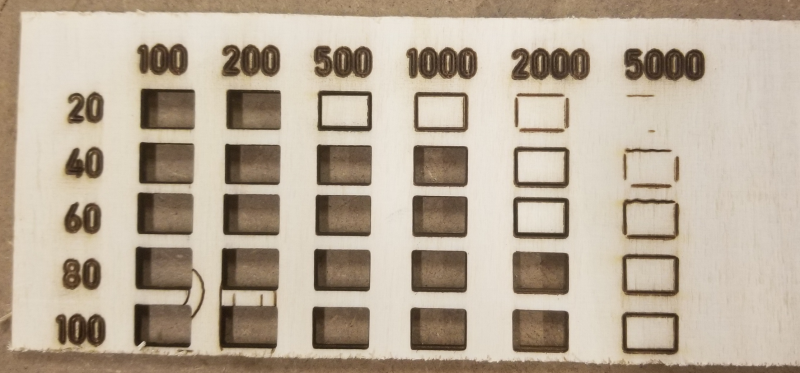
When I put material in Lasersaur for cutting, I need to know which lasing power and feed rate to use for it to cut through in optimal time. I know there are tables, but parameters (workpiece height, laser power/focus) may drift in time. So I would like to be able to run a dose test on a coupon of material before starting the real cutting job. Something like this:
The solution I came up with is a ~7x10 cm test cut with "S" value (laser power %) rows and "F" value (feed rate) columns. The problem is, I cannot output it in one job to Lasersaur!
When sending a job to Lasersaur, one should specify the power % and feed rate in the browser app, and this overrides all other values.
So I have a g-code file with all the right S and F commands, but the only way I can output it to Lasersaur is via ssh to BeagleBone (control computer in Lasersaur), and then cat > /dev/ttyO1 . This is hardly convenient, and has issues with buffer overruns...
If this issue of not being able to change lasing power/feed rate while cutting programmatically is confirmed, this means that it is currently impossible to engrave in grayscale (!)
So my question is: how can we fix this?
Option 1: change the (Python?) code of Lasersaur front/backend so that it does not override the S and F values
Option 2: install newer control software (driveboardapp?, something else) which has these bugs ironed out
Option 3: a more clever idea?
Please share your ideas and thoughts.
Thanks,
Jan
Jan van Oel
Apr 10, 2020, 9:53:44 AM4/10/20
to lasersaur

jet townsend
Apr 10, 2020, 12:19:33 PM4/10/20
to lase...@googlegroups.com
Make an input file (in DXF) using different colors for different feeds
and speeds. In my case, I made several DXF files to make a single panel
like yours. I don't have it handy, but it's easy enough to make then
load and cut with the lasersaur UI.
--
Jet Townsend, IDSA
design <http://www.allartburns.org>
hacking <http://www.flatline.net>
consulting <http://www.functionalprototype.com>
and speeds. In my case, I made several DXF files to make a single panel
like yours. I don't have it handy, but it's easy enough to make then
load and cut with the lasersaur UI.
--
Jet Townsend, IDSA
design <http://www.allartburns.org>
hacking <http://www.flatline.net>
consulting <http://www.functionalprototype.com>

Alex Y
Apr 10, 2020, 12:37:55 PM4/10/20
to lasersaur
Hi Jet,
what you suggest (which can also be done with colors in an .SVG file) is fine for a couple of layers. In my case every box has different intensity/feed rate, and enabling 30 layers / typing in 60 parameters every time before running a 1-minute test cut is not what I call "automation" :)
I guess I would have to dig into the code, to find where it overwrites all the g-code "G1S..." and "G1F..." commands, and fix it. Or is there another way?

Ray Debs
Apr 10, 2020, 2:59:02 PM4/10/20
to aya...@gmail.com, lase...@googlegroups.com
Here is my test. It uses the .svg labels to set all the speeds and power settings.
Ray
--
You received this message because you are subscribed to the Google Groups "lasersaur" group.
To unsubscribe from this group and stop receiving emails from it, send an email to lasersaur+...@googlegroups.com.
To view this discussion on the web visit
https://groups.google.com/d/msgid/lasersaur/fa45631c-e42e-4095-87a8-77519fc2d233%40googlegroups.com
You received this message because you are subscribed to the Google Groups "lasersaur" group.
To unsubscribe from this group and stop receiving emails from it, send an email to lasersaur+...@googlegroups.com.
To view this discussion on the web visit
.
jet townsend
Apr 10, 2020, 4:46:58 PM4/10/20
to lase...@googlegroups.com
I only do it once for each piece of media and keep them stacked by my
lasersaur. We do the same thing at Protohaven, we have keyrings of
sample cut settings.
> <http://www.functionalprototype.com>>
lasersaur. We do the same thing at Protohaven, we have keyrings of
sample cut settings.
>
> --
> You received this message because you are subscribed to the Google
> Groups "lasersaur" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to lasersaur+...@googlegroups.com
> <mailto:lasersaur+...@googlegroups.com>.
> --
> You received this message because you are subscribed to the Google
> Groups "lasersaur" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to lasersaur+...@googlegroups.com
> To view this discussion on the web visit
> https://groups.google.com/d/msgid/lasersaur/fa45631c-e42e-4095-87a8-77519fc2d233%40googlegroups.com
> <https://groups.google.com/d/msgid/lasersaur/fa45631c-e42e-4095-87a8-77519fc2d233%40googlegroups.com?utm_medium=email&utm_source=footer>.
> https://groups.google.com/d/msgid/lasersaur/fa45631c-e42e-4095-87a8-77519fc2d233%40googlegroups.com

{kind=link}
chris d.
Apr 10, 2020, 4:51:08 PM4/10/20
to lasersaur
I wanted to do something similar, including both vector and raster passes. My starting point was the attached .svg.
I tackled it by letting the Lasersaur software convert the .svg file into a .dba file and then I wrote a small python program to generate all the fills and the passes for two output .dba files. You can load .dba files in the Lasersaur UI the same way you load .svg files. I've attached the results of my program in case they're useful.
_chris
{kind=link}
jet townsend
Apr 10, 2020, 7:09:04 PM4/10/20
to lase...@googlegroups.com
wow, learn something every day. I had no idea you could just load a dba
file.
file.
Alex Yanson
Apr 24, 2020, 4:29:23 AM4/24/20
to lase...@googlegroups.com
DA,
thank you all for suggestions, I finally figured out that you can stream g-code directly to Lasersaur's backend. For the curious, here's the Windows PowerShell script which gets the IP of the Lasersaur and the file path of the gcode to send:
# Set-ExecutionPolicy RemoteSigned - Run as administrator
$ErrorActionPreference = 'Stop';
Set-PSDebug -Strict;
#$BackendUrl = 'http://192.168.xxx.yyy/queue/save';
$BackendUrl = 'http://192.168.xxx.yyy/gcode';
$GCodeFilePath = 'c:\aaa.ngc';
$JobName = 'abc';
$gcode = Get-Content $GCodeFilePath -Raw;
if (-not $gcode) { throw 'NO GCODE'; };
$Body = @{'job_name'=$JobName; 'job_data'=$gcode};
Invoke-RestMethod -Uri $BackendUrl -ContentType 'application/x-www-form-urlencoded' -Method Post -Body $Body -ErrorAction Stop | Out-Null;
$ErrorActionPreference = 'Stop';
Set-PSDebug -Strict;
#$BackendUrl = 'http://192.168.xxx.yyy/queue/save';
$BackendUrl = 'http://192.168.xxx.yyy/gcode';
$GCodeFilePath = 'c:\aaa.ngc';
$JobName = 'abc';
$gcode = Get-Content $GCodeFilePath -Raw;
if (-not $gcode) { throw 'NO GCODE'; };
$Body = @{'job_name'=$JobName; 'job_data'=$gcode};
Invoke-RestMethod -Uri $BackendUrl -ContentType 'application/x-www-form-urlencoded' -Method Post -Body $Body -ErrorAction Stop | Out-Null;
--
You received this message because you are subscribed to the Google Groups "lasersaur" group.
To unsubscribe from this group and stop receiving emails from it, send an email to lasersaur+...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/lasersaur/d348f85f-1cd7-990f-5251-622aa18ec831%40allartburns.org.
jet townsend
Apr 24, 2020, 12:46:38 PM4/24/20
to lase...@googlegroups.com
Hi,
That's another option, talk directly to the backend API. It's in the
documentation, it's how I'm writing a replacement UI for the lasersaur
in Qt.
--jet
On 4/24/2020 4:28 AM, Alex Yanson wrote:
> DA,
>
> thank you all for suggestions, I finally figured out that you can stream
> g-code directly to Lasersaur's backend. For the curious, here's the
> Windows PowerShell script which gets the IP of the Lasersaur and the
> file path of the gcode to send:
>
> # Set-ExecutionPolicy RemoteSigned - Run as administrator
> $ErrorActionPreference = 'Stop';
> Set-PSDebug -Strict;
>
> #$BackendUrl = 'http://192.168.xxx.yyy/queue/save
> <http://192.168.1.111/queue/save>';
> $BackendUrl = 'http://192.168.xxx.yyy/gcode <http://192.168.1.111/gcode>';
> <https://groups.google.com/d/msgid/lasersaur/CAJF9oBYjhdwg1WBv4AO95eG4QnR0n9iNWkxzXOE8T2hrBYPKtw%40mail.gmail.com?utm_medium=email&utm_source=footer>.
That's another option, talk directly to the backend API. It's in the
documentation, it's how I'm writing a replacement UI for the lasersaur
in Qt.
--jet
On 4/24/2020 4:28 AM, Alex Yanson wrote:
> DA,
>
> thank you all for suggestions, I finally figured out that you can stream
> g-code directly to Lasersaur's backend. For the curious, here's the
> Windows PowerShell script which gets the IP of the Lasersaur and the
> file path of the gcode to send:
>
> # Set-ExecutionPolicy RemoteSigned - Run as administrator
> $ErrorActionPreference = 'Stop';
> Set-PSDebug -Strict;
>
> #$BackendUrl = 'http://192.168.xxx.yyy/queue/save
> $BackendUrl = 'http://192.168.xxx.yyy/gcode <http://192.168.1.111/gcode>';
> $GCodeFilePath = 'c:\aaa.ngc';
> $JobName = 'abc';
>
>
>
> $gcode = Get-Content $GCodeFilePath -Raw;
> if (-not $gcode) { throw 'NO GCODE'; };
>
>
> $Body = @{'job_name'=$JobName; 'job_data'=$gcode};
> Invoke-RestMethod -Uri $BackendUrl -ContentType
> 'application/x-www-form-urlencoded' -Method Post -Body $Body
> -ErrorAction Stop | Out-Null;
>
> On Sat, Apr 11, 2020 at 1:09 AM jet townsend <j...@allartburns.org
> <mailto:j...@allartburns.org>> wrote:
>
> wow, learn something every day. I had no idea you could just load a dba
> file.
>
> --
> Jet Townsend, IDSA
> design <http://www.allartburns.org>
> hacking <http://www.flatline.net>
> consulting <http://www.functionalprototype.com>
>
> --
> You received this message because you are subscribed to the Google
> Groups "lasersaur" group.
> To unsubscribe from this group and stop receiving emails from it,
> send an email to lasersaur+...@googlegroups.com
> <mailto:lasersaur%2Bunsu...@googlegroups.com>.
> $JobName = 'abc';
>
>
>
> $gcode = Get-Content $GCodeFilePath -Raw;
> if (-not $gcode) { throw 'NO GCODE'; };
>
>
> $Body = @{'job_name'=$JobName; 'job_data'=$gcode};
> Invoke-RestMethod -Uri $BackendUrl -ContentType
> 'application/x-www-form-urlencoded' -Method Post -Body $Body
> -ErrorAction Stop | Out-Null;
>
> On Sat, Apr 11, 2020 at 1:09 AM jet townsend <j...@allartburns.org
> <mailto:j...@allartburns.org>> wrote:
>
> wow, learn something every day. I had no idea you could just load a dba
> file.
>
> --
> Jet Townsend, IDSA
> design <http://www.allartburns.org>
> hacking <http://www.flatline.net>
> consulting <http://www.functionalprototype.com>
>
> --
> You received this message because you are subscribed to the Google
> Groups "lasersaur" group.
> To unsubscribe from this group and stop receiving emails from it,
> send an email to lasersaur+...@googlegroups.com
> To view this discussion on the web visit
> https://groups.google.com/d/msgid/lasersaur/d348f85f-1cd7-990f-5251-622aa18ec831%40allartburns.org.
>
> https://groups.google.com/d/msgid/lasersaur/d348f85f-1cd7-990f-5251-622aa18ec831%40allartburns.org.
>
> --
> You received this message because you are subscribed to the Google
> Groups "lasersaur" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to lasersaur+...@googlegroups.com
> <mailto:lasersaur+...@googlegroups.com>.
> You received this message because you are subscribed to the Google
> Groups "lasersaur" group.
> To unsubscribe from this group and stop receiving emails from it, send
> an email to lasersaur+...@googlegroups.com
> To view this discussion on the web visit
> https://groups.google.com/d/msgid/lasersaur/CAJF9oBYjhdwg1WBv4AO95eG4QnR0n9iNWkxzXOE8T2hrBYPKtw%40mail.gmail.com
> <https://groups.google.com/d/msgid/lasersaur/CAJF9oBYjhdwg1WBv4AO95eG4QnR0n9iNWkxzXOE8T2hrBYPKtw%40mail.gmail.com?utm_medium=email&utm_source=footer>.
Reply all
Reply to author
Forward
0 new messages