[PROBLEMA] ALARM: Homing fail
1,516 views
Skip to first unread message

Jose Vega
May 23, 2016, 6:00:38 PM5/23/16
to Cyclone PCB Factory ES
Hola,
Ya tengo terminada de montar la electronica, tengo puesta la CNC Shield con el firm GRBL 0.9, he probado a mover los 3 ejes y funcionan perfectamente, pero al hacer homing el eje X y el Y no se mueven, y solo se mueve el eje Z durante un tiempo hasta que me salta la alarma de fallo de homing, tengo los finales de carrera en modo NC, creo que funcionan bien porque cuando muevo un eje y pulso en el final de carrera da un error ALARM: Hard limit, por lo que creo que si que estan funcionando bien. Los parametros del firmware que tengo puestos son estos:
$0=10 (step pulse, usec)
$1=255 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=4 (dir port invert mask:00000100)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.020 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=3 (homing dir invert mask:00000011)
$24=50.000 (homing feed, mm/min)
$25=635.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=0.000 (homing pull-off, mm)
$100=2560.000 (x, step/mm)
$101=2560.000 (y, step/mm)
$102=4800.000 (z, step/mm)
$110=300.000 (x max rate, mm/min)
$111=300.000 (y max rate, mm/min)
$112=150.000 (z max rate, mm/min)
$120=16.000 (x accel, mm/sec^2)
$121=16.000 (y accel, mm/sec^2)
$122=16.000 (z accel, mm/sec^2)
$130=168.000 (x max travel, mm)
$131=101.000 (y max travel, mm)
$132=50.000 (z max travel, mm)
Estoy perdido y no se por donde atacar el problema.
Saludos

Carlos García
May 23, 2016, 6:12:28 PM5/23/16
to Cyclone PCB Factory ES
Hola Jose, en el firmware hay que cambiar también el procedimiento de homing, si puedes instala este GRBL:
https://github.com/CarlosGS/grblForCyclone/tree/grblForCyclone_CNCShield
Puedes ver las modificaciones aqui: https://github.com/CarlosGS/grblForCyclone/commit/9fa830de20171cbe5e426142fcae21d4548d81dbhttps://github.com/CarlosGS/grblForCyclone/tree/grblForCyclone_CNCShield
--
Has recibido este mensaje porque estás suscrito al grupo "Cyclone PCB Factory ES" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a cyclone-pcb-facto...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a cyclone-pcb...@googlegroups.com.
Visita este grupo en https://groups.google.com/group/cyclone-pcb-factory-es.
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/cyclone-pcb-factory-es/6447911d-4777-4927-b6d8-2e365643e2ac%40googlegroups.com.
Para acceder a más opciones, visita https://groups.google.com/d/optout.
jose vega
May 24, 2016, 3:51:48 AM5/24/16
to cyclone-pcb...@googlegroups.com
Gracias Carlos !
Jose Vega
May 24, 2016, 4:43:37 PM5/24/16
to Cyclone PCB Factory ES
Ahora tengo el firmware 0.9j recien puesto, sin tocar ningun parametro y al hacer homing ni se mueve y escupe error: Setting disabled
Jose Vega
May 24, 2016, 4:46:45 PM5/24/16
to Cyclone PCB Factory ES
Los parametros que tengo ahora son
$0=10 (step pulse, usec)
$1=25 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=0 (dir port invert mask:00000000)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=0 (hard limits, bool)
$22=0 (homing cycle, bool)
$23=0 (homing dir invert mask:00000000)
$24=25.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=250.000 (x, step/mm)
$101=250.000 (y, step/mm)
$102=250.000 (z, step/mm)
$110=500.000 (x max rate, mm/min)
$111=500.000 (y max rate, mm/min)
$112=500.000 (z max rate, mm/min)
$120=10.000 (x accel, mm/sec^2)
$121=10.000 (y accel, mm/sec^2)
$122=10.000 (z accel, mm/sec^2)
$130=200.000 (x max travel, mm)
$131=200.000 (y max travel, mm)
$132=200.000 (z max travel, mm)
Carlos García
May 24, 2016, 5:23:58 PM5/24/16
to Cyclone PCB Factory ES
Puede ser que la EEPROM tenga datos de configuración antiguos. Prueba a borrarla mandando el comando
Así de primeras no se me ocurre nada mas :S$RST=* (esta explicado en el FAQ de grbl).--
Has recibido este mensaje porque estás suscrito al grupo "Cyclone PCB Factory ES" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a cyclone-pcb-facto...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a cyclone-pcb...@googlegroups.com.
Visita este grupo en https://groups.google.com/group/cyclone-pcb-factory-es.
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/cyclone-pcb-factory-es/70c106c5-6403-46fd-b8de-0721acea4331%40googlegroups.com.
Jose Vega
May 24, 2016, 5:29:54 PM5/24/16
to Cyclone PCB Factory ES
he cambiado los parametros por los de la mega3D que vi en otro hilo
$0=10 (step pulse, usec)
$1=255 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=4 (dir port invert mask:00000100)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.020 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$14=1 (auto start, bool)
$20=1 (soft limits, bool)
$21=0 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=3 (homing dir invert mask:00000011)
$24=50.000 (homing feed, mm/min)
$25=635.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=0.000 (homing pull-off, mm)
$100=2560.000 (x, step/mm)
$101=2560.000 (y, step/mm)
$102=4800.000 (z, step/mm)
$110=300.000 (x max rate, mm/min)
$111=300.000 (y max rate, mm/min)
$112=150.000 (z max rate, mm/min)
$120=16.000 (x accel, mm/sec^2)
$121=16.000 (y accel, mm/sec^2)
$122=16.000 (z accel, mm/sec^2)
$130=168.000 (x max travel, mm)
$131=101.000 (y max travel, mm)
$132=50.000 (z max travel, mm)
pero me sigue dando el problema de homing fail
Carlos García
May 24, 2016, 5:47:32 PM5/24/16
to Cyclone PCB Factory ES
Pues qué rabia :S ¿puedes explicar con un poco mas de detalle los pasos que das hasta que se produce el error?
No me queda claro cómo lanzas el proceso de homing (por puerto serie? es G28 o $H? o usas una interfaz? etc)--
Has recibido este mensaje porque estás suscrito al grupo "Cyclone PCB Factory ES" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a cyclone-pcb-facto...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a cyclone-pcb...@googlegroups.com.
Visita este grupo en https://groups.google.com/group/cyclone-pcb-factory-es.
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/cyclone-pcb-factory-es/5e02054d-178f-453f-a573-36f7c0637423%40googlegroups.com.
Jose Vega
May 24, 2016, 6:29:13 PM5/24/16
to Cyclone PCB Factory ES
he probado a resetear con $RST=* y he vuelto a los parametros iniciales.
ahora haciendo homing tanto por G28 interfaz y por $H solo se mueve el eje Z hacia abajo.
Jose Vega
May 24, 2016, 6:30:21 PM5/24/16
to Cyclone PCB Factory ES
Carlos, tu tienes por casualidad los parametros que se tienen que poner para la CNC SHIELD ?
quizas sean diferentes algunos de los de la MEGA 3D
Carlos García
May 24, 2016, 6:35:08 PM5/24/16
to Cyclone PCB Factory ES
Los parametros para CNC Shield son los que puse en el repositorio de GRBLforCyclone, por supuesto están verificados en un CNC Shield.
Si al hacer homing se mueve el eje Z, es que ese motor esta mal conectado, probablemente al del eje X en lugar del eje Z.2016-05-25 0:30 GMT+02:00 Jose Vega <josev...@gmail.com>:
Carlos, tu tienes por casualidad los parametros que se tienen que poner para la CNC SHIELD ?quizas sean diferentes algunos de los de la MEGA 3D
--
Has recibido este mensaje porque estás suscrito al grupo "Cyclone PCB Factory ES" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a cyclone-pcb-facto...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a cyclone-pcb...@googlegroups.com.
Visita este grupo en https://groups.google.com/group/cyclone-pcb-factory-es.
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/cyclone-pcb-factory-es/b7148de5-6ffd-44eb-852b-880f79eb8121%40googlegroups.com.
Jose Vega
May 24, 2016, 6:50:58 PM5/24/16
to cyclone-pcb...@googlegroups.com
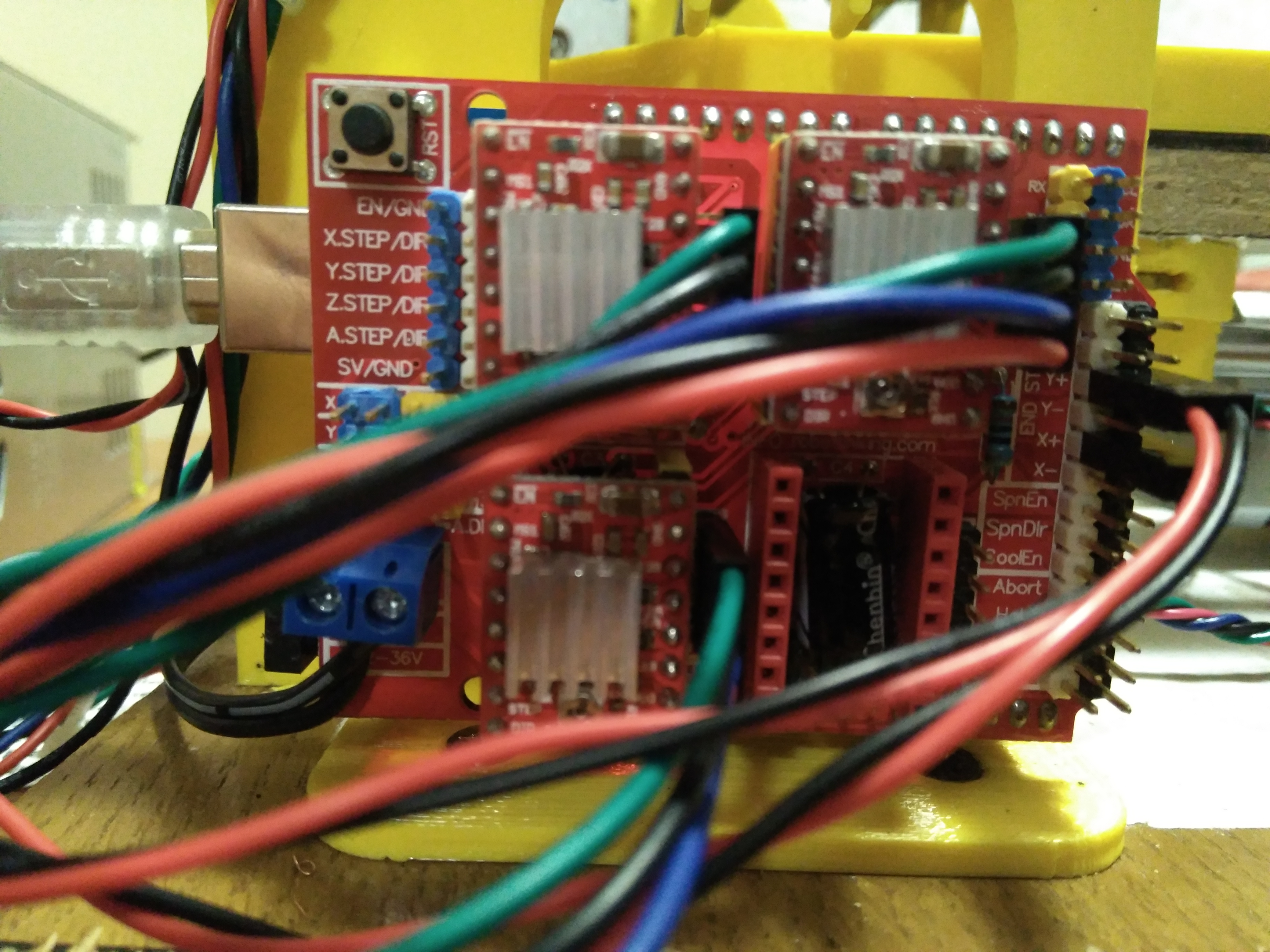
Ahora mismo he mirado y según esta serigrafiado en el cnc shield están bien conectado
Además creo que si que están bien conectados porque si desbloqueo con $X y muevo cada eje, coincide los ejes que quiero mover con los que realmente se mueven
Te adjunto una foto
Jose Vega
May 24, 2016, 6:59:09 PM5/24/16
to Cyclone PCB Factory ES
Creo que no me he enterado bien, corrígeme si me equivoco, los settings de GRBLforCyclone que vienen en el .hex son los que son validos para la CNCShield ?
Es que ando perdido :)
Jose Vega
May 24, 2016, 7:15:21 PM5/24/16
to Cyclone PCB Factory ES
con los settings predefinidos al hacer homing me da el error: setting disabled
¿ podria ser porque esta desabilitado el homing en un parametro de los settings ?
Jose Vega
May 25, 2016, 7:07:01 AM5/25/16
to Cyclone PCB Factory ES
Buenos dias !
Os voy a contar como van mis avances.
Esta mañana he borrado otra vez la EEPROM y en lugar de flashear el .hex lo que he hecho a sido compilar y subirlo al arduino.
Sin haber tocado nada mas, he intentado hacer homing con $H y esta vez, en lugar de moverse el eje Z durante un rato, se ha movido el eje X un poco a la derecha y me ha saltado el error de homing fail.
seguire cacharreando
Saludos
Carlos García
May 25, 2016, 9:26:45 AM5/25/16
to Cyclone PCB Factory ES
Eso tiene mejor pinta, ahora suena a que los endstop están conectados como normalmente abierto, en vez de normalmente cerrado. Deberían abrir el circuito cuando se les pulse.
El tema con la EEPROM de estos microcontroladores, es que es una memoria interna que nunca se borra cuando se sube un .hex, e incluso al programarlo desde el IDE de Arduino.Siempre se conservan los contenidos de la memoria EEPROM. Para borrarla hay que hacerlo manualmente, subiendo un sketch que pone a cero todas las posiciones de memoria al arrancar el microcontrolador (el comando $RST=* en las versiones mas recientes de GRBL se encarga de sobre-escribir la EEPROM con los valores de configuracion que vienen por defecto).
--
Has recibido este mensaje porque estás suscrito al grupo "Cyclone PCB Factory ES" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a cyclone-pcb-facto...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a cyclone-pcb...@googlegroups.com.
Visita este grupo en https://groups.google.com/group/cyclone-pcb-factory-es.
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/cyclone-pcb-factory-es/b4e38281-43a9-464f-8572-ded4dd2f5137%40googlegroups.com.

Carlos Arroba
May 25, 2016, 9:31:25 AM5/25/16
to Cyclone PCB Factory ES
No deberían estar los endstops puestos en el X- y en el Y-?
Yo los veo según la foto en el X+ y en el Y+
Saludos,
Jose Vega
May 25, 2016, 10:40:23 AM5/25/16
to Cyclone PCB Factory ES
Tenia razon Carlos Arroba, como estuve haciendo diferentes pruebas para intentar encontrar el error, tenia puestos los endstops en los positivos de X e Y. Ya esta corregido.
en los settings originales del firmware el parametro de los endstops viene desabilitado
$21=0 (hard limits, bool)
he hecho pruebas moviendo 30 mm el eje X en direccion negativa y probando a pulsar el endstop y no salta alarma.
Sin embargo habilitandolo
$21=1 (hard limits, bool)
haciendo la misma prueba, si que salta ALARM: Hard limit
Por lo que deduzco que los endstops estan funcionando bien.
Peeeero.... cuando hago homing con el boton de home de bCNC, o con $H en la terminal, se mueve el eje X un poco en positivo y salta la alarma de homing
Sin embargo cuando hago G28 solo se mueve el eje Y en negativo casi hasta llegar a cero, pero sin llegar a tocar el endstop.
Los settings que tengo ahora mismo son
$0=10 (step pulse, usec)
$1=255 (step idle delay, msec)
$2=0 (step port invert mask:00000000)
$3=0 (dir port invert mask:00000000)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=3 (status report mask:00000011)
$11=0.010 (junction deviation, mm)
$12=0.002 (arc tolerance, mm)
$13=0 (report inches, bool)
$20=0 (soft limits, bool)
$21=1 (hard limits, bool)
$22=1 (homing cycle, bool)
$23=3 (homing dir invert mask:00000011)
$24=50.000 (homing feed, mm/min)
$25=500.000 (homing seek, mm/min)
$26=250 (homing debounce, msec)
$27=1.000 (homing pull-off, mm)
$100=2560.000 (x, step/mm)
$101=2560.000 (y, step/mm)
$102=4800.000 (z, step/mm)
$110=300.000 (x max rate, mm/min)
$111=300.000 (y max rate, mm/min)
$112=150.000 (z max rate, mm/min)
$120=16.000 (x accel, mm/sec^2)
$121=16.000 (y accel, mm/sec^2)
$122=16.000 (z accel, mm/sec^2)
$130=168.000 (x max travel, mm)
$131=101.000 (y max travel, mm)
$132=50.000 (z max travel, mm)
Siento la lata que os estoy dando XD
Saludos.
Jose Vega
May 25, 2016, 12:48:46 PM5/25/16
to Cyclone PCB Factory ES
Leyendo un poco por encima la documentacion de GRBL me he topado con esto:
To set up the homing cycle for Grbl, you need to have limit switches in a fixed position that won't get bumped or moved, or else your reference point gets messed up. Usually they are setup in the farthest point in +x, +y, +z of each axes. Wire your limit switches in with the limit pins and ground, just like with the hard limits, and enable homing. If you're curious, you can use your limit switches for both hard limits AND homing. They play nice with each other.
mis endstops estan en -X -Y y se supone (porque no lo he comprobado todavia) que tambien en -Z
¿ será ese el problema ?
Jose Vega
May 28, 2016, 9:26:31 AM5/28/16
to Cyclone PCB Factory ES
Buenas tardes !
Os voy a contar mis avances.
He estado dandole vueltas al problema, y probado varias cosas, he modificado el codigo del homing, pero no he conseguido nada, he estado cambiando parametros pero nada, y por fin he conseguido que se mueva el eje X de manera negativa cambiando los pines de los endstops, de NC a NO. Ahora se mueve en X negativo cuando le hago homing, pero no se detiene cuando llega a tocar el endstop y sigue infinitamente.
Creo haber leido algo sobre el tema. en unos hilos de no hace mucho tiempo.
Asi que seguire investigando.
Saludos a todos y que paseis un buen fin de semana
Jose Vega
May 29, 2016, 6:14:36 AM5/29/16
to Cyclone PCB Factory ES
Ya esta solucionado !
Gracias la ayuda de Aisflow, Carlos Garcia y Carlos Arroba, he podido dar con la solucion.
El problema estaba en que tenia los endstops mal conectados, voy a explicar como se conectan (se que me muchos ya sabeis como hacerlo pero por si alguien en el futuro tiene el mismo problema, que no se vuelva loco una semana como estaba yo)
los endstops o tambien denominados finales de carrera o limit switch tienen 3 patillas
La patilla comun es la primera
La patilla NO o normalmente abierto es la segunda
la patilla NC o normalmente cerrado es la tercera.
Yo primero lo tenia conectado la primera patilla con la tercera, que era como yo supuse que deberia de ir porque es la manera mas logica, normalmente cerrado.
pues no, asi no conseguia hacer home en ningun momento.
Ayer cambie a las patillas 2 y 3 pensando que seria normalmente abierto. ERROR, no eran esas patillas.
para conectarlo en la CNC SHIELD hay que conectar la primera patilla y la segunda, y quedara como normalmente abierto.
Y ya con eso soy capaz de hacer homing.
CASO CERRADO
Muchas gracias a todos los que me habeis ayudado.
Saludos.

{kind=link}
Fran Lozano
Jan 27, 2017, 10:57:07 AM1/27/17
to Cyclone PCB Factory ES
Carlos GS muchas gracias por explicar la manera de ver los cambios entre tu verisón de grbl para ramps y la grbl. Yo me estoy montando una cyclone pcb v2.3 pero en vez de la electronica de bq compré la shield cnc de staticboards y con un arduino uno.
Con lo que he visto puedo calibrar mejor la máquina y puedo configurar bien el homing, cambiar los valores negativos de Wpos a positivos, etc etc.
A parte he aprendido a ver desde github las diferencias, ya que yo me bajaba los codigos y con un software comparaba los directorios y asi veia los cambios :P, todo un follon comparado con el metodo que ofrece github.
Un saludo y gracias por todo el curro que haces :D!
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a cyclone-pcb-factory-es+unsub...@googlegroups.com.
Reply all
Reply to author
Forward
0 new messages