[PROBLEMA][ATASCO] Atasco entre hotend y extrusor idler
1,124 views
Skip to first unread message

Carlos Ballesteros
Jun 20, 2014, 5:33:10 AM6/20/14
to asrob-uc3m-i...@googlegroups.com
Buenos días,
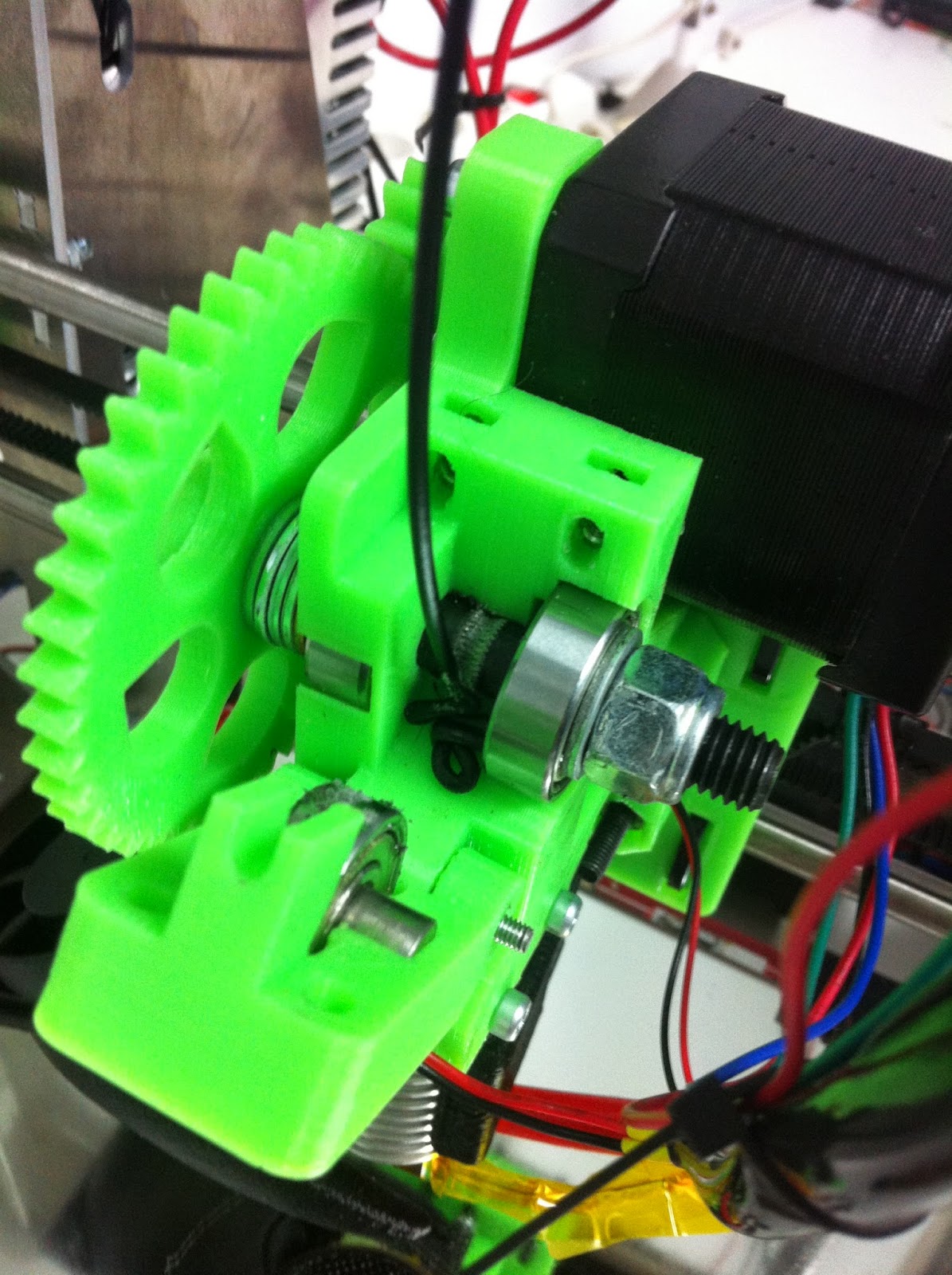
Desde hace unos días tengo el siguiente problema, de vez en cuando se me atasca entre el hotend y el idler del extrusor. Adjunto foto que es mucho más descriptiva.
Material PLA negro de printed dreams, 1,75mm, temperatura extrusor 210ºC velocidad de impresion 50mm/s, y en principio el extrusor lo tengo bien configurado.
El tema es que empieza a imprimir bien y al cabo de 5-6 capas se atasca...
En cambio a 45mm/s me imprime bien. Creo recordad alguna vez de haber imprimido a 60mm/s sin problemas...
Un saludo y gracias

Iceflow
Jun 20, 2014, 6:51:18 AM6/20/14
to asrob-uc3m-i...@googlegroups.com
Que hotend es? refrigeras la parte superior con un ventilador? porque parece allmetal... y esos con PLA es obligatorio como quien dice...
--
---
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impreso...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a asrob-uc3m-i...@googlegroups.com.
Para acceder a más opciones, visita https://groups.google.com/d/optout.
Carlos Ballesteros
Jun 20, 2014, 7:07:08 AM6/20/14
to asrob-uc3m-i...@googlegroups.com
Es un E3D v5 original de 1.75 y boquilla de 0.4. Refrigero la parte superior con el ventilador que te viene con el hotend de 2cm. Ademas tengo ventilador de capa. Tengo el ventilador mirando hacia el carro, y al lado el ventilador de capa con uno de estos:
http://www.thingiverse.com/thing:254004
Lo curioso que imprimo a 45 mm/s y de puta madre, subo a 50 mm/s y a veces se me jode... Puede que tenga que refinar el extrusor? lo tengo a 760 pero con el multiplicador de 95%. He hecho pruebas al 90% y depende de la velocidad de impresion no sale fluido el plástico...
Lo curioso que imprimo a 45 mm/s y de puta madre, subo a 50 mm/s y a veces se me jode... Puede que tenga que refinar el extrusor? lo tengo a 760 pero con el multiplicador de 95%. He hecho pruebas al 90% y depende de la velocidad de impresion no sale fluido el plástico...
Agghh esto me fastidiaaa, 45mm/s es velocidad normal de impresión o es baja?
El viernes, 20 de junio de 2014 12:51:18 UTC+2, Aisflou escribió:
Que hotend es? refrigeras la parte superior con un ventilador? porque parece allmetal... y esos con PLA es obligatorio como quien dice...
El 20 de junio de 2014, 11:33, Carlos Ballesteros <carlosbal...@gmail.com> escribió:
Buenos días,Desde hace unos días tengo el siguiente problema, de vez en cuando se me atasca entre el hotend y el idler del extrusor. Adjunto foto que es mucho más descriptiva.Material PLA negro de printed dreams, 1,75mm, temperatura extrusor 210ºC velocidad de impresion 50mm/s, y en principio el extrusor lo tengo bien configurado.El tema es que empieza a imprimir bien y al cabo de 5-6 capas se atasca...En cambio a 45mm/s me imprime bien. Creo recordad alguna vez de haber imprimido a 60mm/s sin problemas...
Un saludo y gracias
--
---
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impresoras-3d+unsub...@googlegroups.com.
Iceflow
Jun 20, 2014, 7:53:59 AM6/20/14
to asrob-uc3m-i...@googlegroups.com
Yo imprimo sobre 40 o asi y no tengo problema :P quiza mas rapido molaria, pero no es algo que me procupe mucho jejejejje
Creo que el v5 de 1.75mm precisamente y con PLA es algo problematico... :S por eso en el v6 para ese tipo le han puesto liner de PTFE... se ve que el PLA es mas sivarita...
Prueba a ver si puedes imprusar con menos temperatura... quiza mejore el asunto... Creo que el v5 de 1.75mm precisamente y con PLA es algo problematico... :S por eso en el v6 para ese tipo le han puesto liner de PTFE... se ve que el PLA es mas sivarita...
De todas formas cuanto tienes de distancia de retraccion? y que velocidad? quiza el problema viene por ese lado...
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impreso...@googlegroups.com.
Carlos Ballesteros
Jun 20, 2014, 11:01:34 AM6/20/14
to asrob-uc3m-i...@googlegroups.com
Pues velocidad tengo 40 y distancia de retraccion 4,5, las que venian con cura. He probado con menos temperatura, y se nota que el plastico no fluye tan bien.
Me recomiendas otras velocidades y distancias de retraccion?
Lo mismo me pasa en abs y mas o menos con las mismas velocidades, solo que la temperatura de abs uso 250, ya que con 240 se me delaminaba el abs y ademas me pasa lo del atasco a velocidades mayores de 45.

nayma rescue
Jun 20, 2014, 11:06:42 AM6/20/14
to asrob-uc3m-i...@googlegroups.com
prueba a retraer menos. El problema es que la temperatura te sube por el hotend. Reblendece antes de lo que debe.
--
---
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impreso...@googlegroups.com.
Para publicar una entrada en este grupo, envía un correo electrónico a asrob-uc3m-i...@googlegroups.com.
Para obtener más opciones, visita https://groups.google.com/d/optout.
Iceflow
Jun 20, 2014, 11:18:30 AM6/20/14
to asrob-uc3m-i...@googlegroups.com
Pues si, como dice nayma pon menos distancia de retraccion, esa es mucha... :S empieza con 1 y a ver que tal te va asi... y la velocidad yo tambien la probaria a bajar... empieza en 20 y luego la vas subiendo si quieres, pero primero la distancia... a ver...
Para publicar en este grupo, envía un correo electrónico a asrob-uc3m-i...@googlegroups.com.
Para acceder a más opciones, visita https://groups.google.com/d/optout.
Carlos Ballesteros
Jun 20, 2014, 11:48:36 AM6/20/14
to asrob-uc3m-i...@googlegroups.com
Gracias Nayma y Aisflou. Lo malo que la printer la tengo en el curro y hasta el miercoles no vuelvo (en mi curro hacemos puebte x lo de san juan).
Probare con lo que me comentais y ya os mantendre informados!
Gracias
Carlos Ballesteros
Jun 26, 2014, 5:32:43 AM6/26/14
to asrob-uc3m-i...@googlegroups.com
Buenos días,
Ayer intenté hacer 3-4 impresiones y se me atascaba todo el rato... incluso la última era de 4,5 horas y me petó a las 4 horas... que PRUSAdon!
Creo que ya se donde está el problema, en el multiplicador del extrusor. Después de investigar donde se me atascó y cuando, era una zona donde no hacía nada de retracción, con lo que descarto lo de la retracción aunque bajaré un poco los valores. Después me fijaba en que incluso en la primera capa se me atascaba, y era que tenía el cristal demasiado pegado, y daba la impresión que tapaba la punta del hotend. Después de regular bien el espejo me ocurría menos. Una vez tenía el atasco, al quitar el filamento arrugado y volver a meter el filamento bien, salía un bolón de plástico fundido, además que el trozo de plástico que se quedaba en el hotend estaba un poco combado. Todo esto me dió a entender que puede que estuviera extruyendo demasiado plástico, y por eso se combaba ya que no le daba tiempo a salir todo el plástico y poco a poco eso provocaba el atasco...
De momento estoy probando la misma impresión que ayer al 90% de flow rate (multiplicador del extrusor) y parece que va bien.
Os voy comentando.

DoctorTracker
Jun 26, 2014, 5:54:04 AM6/26/14
to asrob-uc3m-i...@googlegroups.com
Por cierto, en el paso del filamento por el bloque extrusor te vendría bien insertar un tubo (liner) PTFE de 4mm exterior y 2mm interior (si no lo tienes puesto) que llegase hasta el hotend.
Me refiero a esto (y no es publicidad) http://store.thingibox.com/es/temperatura/21-tubo_PTFE.html
Yo tenía una retracción de 1mm (ahora 0,5mm) , y creo que 4mm es demasiado.
¿Has hecho la calibración del extrusor sin hotend para ajustar el parámetro axis_step_per_unit?
Consiste en quitar el hotend, poner filamento a pasar por el extrusor, hacer una marca de comienzo, ordenar una extrusión (en frio) de 100mm, medir lo que ha avanzado el filamento y comprobar que son realmente 100mm. Si no es así tienes que cambiar ese parámetro en el firmware. La forma de encontrar el valor adecuado es hacer una regla de tres:
con axis_steps_per_unit_eje_E_original -------------------------------------------- avanza 89mm
mi axis_steps_per_unit_eje_E_correcto -------------------------------------------- avanzará 100mm
Imagina que de partida tienes 780 en ese valor. El nuevo debería ser 780x100/89=876.40
Una vez calculado este valor. 876.40, envías un comando gcode así M92 E876.40, y vuelves a hacer el test de avance de 100mm y debería avanzar 100mm.
Puedes:
1.- Añadir ese comando gcode en el start_gcode
2.- Recompilar y transferir el firmware a tu electrónica con ese valor en configuration.h
Espero haberme explicado. Un saludo. Rafa
Carlos Ballesteros
Jun 26, 2014, 12:28:17 PM6/26/14
to asrob-uc3m-i...@googlegroups.com
Buenas,
Lo de calibrar el extrusor ya lo hice, aunque no muy bien, pero con el multiplicador de 90% y configurado a 760 pasos ahora me va bien.
Por otro lado he bajado la distancia de retracción a 1mm y la velocidad de retracción a 20 y voy a probar de imprimir las patas de la steel y una cosa más (unas 7-8 horas de impresión).
Y la velocidad de impresión a 45 mm/s.
Antes hice una impresión con esta misma configuración de unas 4,5 horas y todo de perlas. Lo único que sobre el 85-90% me quedaba sin plástico, y tuve que pausar la impresión y cambiar de plástico, y la mala suerte es que se me movió un poco el eje x, y a partir de ahí salió desplazado, pero apenas era nada, y la considero válida.
Lo del tubo de PTFE es una buena idea, porque el pequeño trozo del extrusor al hotend, es justo donde se atasca. Ya miraré de conseguir un trocito (creo que necesito como máximo 5 cm...
Un saludo, y os voy manteniendo informados! Ah y gracias por la ayuda!
Carlos Ballesteros
Jul 9, 2014, 9:02:29 AM7/9/14
to asrob-uc3m-i...@googlegroups.com
Buenas tardes,
Después de 2 días sin poder imprusar nada por culpa de los atascos, (tengo un extrusor wade con el paso para el filamento de 3mm y uso filamento de 1,75, con lo que se "arruga" el plástico) y de intentar imprimir un extrusor wade para filamento de 1,75, finalmente he decidido ponerle un trozo de tubo ptfe como me indicó DoctorTracker.
He tenido que taladrar el paso del filamento a un diámetro de 4 mm para poder meter el trozo de tubo ptfe. La primera impresión de momento de prusa madre.
Ya os iré comentando.
Rafael Gil Diaz
Jul 9, 2014, 10:19:44 AM7/9/14
to asrob-uc3m-i...@googlegroups.com
Me alegro porque a mi me redujo los problemas una barbaridad.
Carlos Ballesteros
Jul 10, 2014, 9:43:17 AM7/10/14
to asrob-uc3m-i...@googlegroups.com
Buenas tardes,
Después de modificar el extrusor para poder introducir el tubo de ptfe ayer imprimí bien una pieza de 2h30 y bien.
Pero esta mañana he vuelto a los atascos. Estos atascos se producen en el nozzle ya que no se ven en ningún otro lado. He intentado meter a mano el filamento de pla y por mucho que haga fuerza sale un poco de plástico hasta que ha dejado de salir. En este foro http://forum.e3d-online.com/viewtopic.php?f=7&t=33#p244 hablan de que el poco "azúcar" que tiene el PLA (al ser derivado del maíz) acaba obturando el nozzle ya que se engancha al metal. He intentado hacer lo que ponen ahí que es mojar el pla en aceite de oliva y meterlo, para freir lo que haya en el nozzle y desatascarlo, pero no lo consigo. Vamos que tengo el nozzle obturadísimo. A todo esto he desmontado el hotend al completo y veo que no hay manera de desatascarlo.
Alguien sabe que más puedo hacer??? comprar una punta nueva???
Un saludo
Rafael Gil Diaz
Jul 10, 2014, 9:45:22 AM7/10/14
to asrob-uc3m-i...@googlegroups.com
Broca de 2mm, a mano y con mucho cuidado. Aunque no es la mejor solución, pero antes de desechar la boquilla...
Carlos Ballesteros
Jul 10, 2014, 11:41:30 AM7/10/14
to asrob-uc3m-i...@googlegroups.com
Bufff creo que lo he solucionado.
He sacado el nozzle y le he metido el desecador a toda castaña durante 5-10 minutos... y después con cuidado le he pasado la borca del 2 del 1 y del 0.8. En otros sitios decían de meterle con una blow torch, pero a falta de pan buenas son tortas y con el desecador lo he solucionado.
Y por fin lo he resucitado! ahora a probar de imprusar. Supongo que al imprimir con pla de vez en cuando es bueno mojar el pla en aceite de oliva para que limpie de posible azucares que se enganchen en el metal.
Saludos
Reply all
Reply to author
Forward
0 new messages