E3D Hot End
334 views
Skip to first unread message

Bob Loesch
Aug 27, 2014, 3:58:18 PM8/27/14
to 3dprintertips...@googlegroups.com
I've upgraded my Rep 2X with an all metal carriage and was wondering if anyone has tried using the all metal E3D hotends on a Rep 2X? I like this unit but would like to have a better idea as to what I'll be up against trying to install a pair of these babies.

Ryan Carlyle
Aug 27, 2014, 5:17:36 PM8/27/14
to 3dprintertips...@googlegroups.com
People bring it up periodically, but I haven't seen anyone actually do it. The E3D heat break geometry and fan doesn't really fit with the "between-rods" carriage style. And you don't want to drop the whole thing below the carriage because larger nozzle-rod distances amplify the magnitude of ringing.
Personally I would go with the stock Rep2 or Carl's dual cooling bar and hot end arrangement over E3D anyway. I do really like the E3D v6 hot block (clever heater & thermistor mounting), but I haven't seen any compelling advantage of the E3D heat break over the Replicator style cooling bar.

jimc
Aug 27, 2014, 5:26:45 PM8/27/14
to 3dprintertips...@googlegroups.com
cant say much for the 2x part of things but i do run an e3d in my makergear m2 and love it. its a great hot end.
Ryan Carlyle
Aug 27, 2014, 5:29:59 PM8/27/14
to 3dprintertips...@googlegroups.com
The stock R2x hot end is kind of mediocre, to be honest -- not easy to get PLA to print, and hard to service because of the fragile ceramic insulation. I can see why someone would want to try an E3D hot end. But switching the R2x hot end to Carl's version is WAY easier and gives great performance. So I personally don't see a good reason to put an E3D hot end on the R2x carriage.

Christopher
Aug 27, 2014, 5:53:37 PM8/27/14
to 3dprintertips...@googlegroups.com
The key is getting one of carl's t-shaped heating blocks if you want to get your Rep2x to print PLA reliable.
The problem is that the thermal tubed get clamped and not screwed into the heatsink. The other thing is the stepped bore in the thermal tube which is another important point as PLA expands more then ABS and would otherwise jam.
I think you are wrong if you think that you would get far better prints by using a E3D instead of a Rep2 design (MK8 Stepstruder ??). As the Rep2 counts as one of the best.
Ryan Carlyle
Aug 27, 2014, 6:10:27 PM8/27/14
to 3dprintertips...@googlegroups.com
Right, it's the stepped+threaded thermal barrier that makes the difference.

lassi_kinnunen
Aug 28, 2014, 2:52:12 AM8/28/14
to 3dprintertips...@googlegroups.com
there's also another option that I haven't seen discussed.
not all metal, but should be good for abs and pla.
-lassi

Jetguy
Aug 28, 2014, 6:37:25 AM8/28/14
to 3dprintertips...@googlegroups.com
I agree. Putting a long Reprap style hotend (Jhead or any of them including a Makergear) is a downgrade in that you cause more problems than you solve.
In this case, there is a clear right and wrong way.
Just because you can do something (adapt a Reprap hotend) doesn't mean you should.

revwarguy7
Sep 10, 2014, 10:47:28 AM9/10/14
to 3dprintertips...@googlegroups.com
So what would you put on a Delta today? I am fighting a J-head on one right now.
Ryan Carlyle
Sep 10, 2014, 12:08:31 PM9/10/14
to 3dprintertips...@googlegroups.com
Lots of people on the Delta forums really, really like J-heads. Of course, a lot of them fight unreliable Chinese knock-offs too. Personally I like the design of the E3D v6 but I haven't used it.

Chris P
Sep 10, 2014, 12:50:19 PM9/10/14
to 3dprintertips...@googlegroups.com
E3DV6 is fine. The heater block design is much improved, as far as retention of the heater cartridge and thermistor (no more kapton or glue!). However the addition of a PTFE liner in the cold section for 1.75 is completely unnecessary IMO. We'd built close to 25 or 30 v5s and none of them had an issue with PLA, so I'm pretty sure the small percentage of people who reported issues with PLA on v5 had assembly issues.
Overall printing performance between v5 and v6 are indistinguishable from each other IMO. I do wish Sanjay would come out with a 0.5mm orifice though. 0.4 is a little too small, and 0.6 is too big.
Chris
revwarguy7
Sep 10, 2014, 1:04:12 PM9/10/14
to 3dprintertips...@googlegroups.com
Ryan, do you know of any info or threads on just what the "unreliable knock-offs" do wrong, compared to a "real" j-head? I saw one described as having a teflon "sleeve within a sleeve" to retrofit from 3 to 1.75mm that caused problems. For that matter, whose products nowadays constitute a "real" j-head? Any experience with the rp one labs , like this one? I don't have any skin in this game, just like so many others, looking for everyone else's honest experience with these.
revwarguy7
Sep 10, 2014, 1:39:53 PM9/10/14
to 3dprintertips...@googlegroups.com
Thanks for the info, Chris, but this got me curious - looking at the pictures and the assembly guide on the e3d web site, what assembly issues could someone have with it? If it requires a teflon sleeve for 1.75 pla, (which I use) what advantage (other than replaceable nozzles) does it have over a j head?
Ryan Carlyle
Sep 10, 2014, 1:55:18 PM9/10/14
to
I've never used a j-head, but here's a recent thread on it: https://groups.google.com/forum/#!searchin/deltabot/chinese$20extruder/deltabot/Q6fqfcaG-QI/dvzyLt2LptsJ
It's a fairly common subject on conversation on the Deltabot forum, you might try searching around.
It's a fairly common subject on conversation on the Deltabot forum, you might try searching around.
revwarguy7
Sep 10, 2014, 2:37:58 PM9/10/14
to 3dprintertips...@googlegroups.com
On Wednesday, September 10, 2014 12:55:18 PM UTC-5, Ryan Carlyle wrote:
I've never used a j-head, but here's a recent thread on it: https://groups.google.com/forum/#!searchin/deltabot/chinese$20extruder/deltabot/Q6fqfcaG-QI/dvzyLt2LptsJ - private
Yeah, I saw that one, but it quickly degenerated into a weird discussion about NEMA 23's on a delta to support massive frames and effectors.
It never did answer the op's question. I did do some searching, but not much about the why for the cheap chinese Jheads failures. I accept they fail, so I guess its not big deal. I did see an interesting take on why a hotend should succeed on the Promethius site (a E3D-style hotend on indiegogo (project funded and closed) that is just about to ship for about the same $$ as a E3D. He says it should work with slow printing PLA.

John Gelnaw
Sep 10, 2014, 3:42:13 PM9/10/14
to 3dprintertips...@googlegroups.com
The biggest issues I've had with a knockoff J-head were:
1) It leaked. Molten, carbonized plastic would ooze out around the threads. Re-assembling the head with teflon tape helped.
2) I had alignment issues between the lining and the nozzle entry where filament would get caught. Drilling out a shallow "step" at the entry to the nozzle fixed this.
3) Unable to switch nozzle sizes without replacing entire head (but that's a J-Head issue period).
Note that the biggest problem with #1 was the leaking plastic would get between the head and the kapton tape, causing the tape to loosen over time, leading to thermistor getting loose, odd temperatures, etc., and a general hatred of kapton tape. ;)
Seriously-- the lack of a need for kapton tape is a major selling point for the E3D v6 in my opinion. And yes, a 0.5mm nozzle would be appreciated.
Other than those issues, the J-Head "just works", and seems to work better for certain problematic filaments than even the E3D v6 with a 0.6mm nozzle does. Some of my PLA filaments have a rough texture, and they have issues going through the E3D with any speed.
Ryan Carlyle
Sep 10, 2014, 4:20:54 PM9/10/14
to 3dprintertips...@googlegroups.com
The Prometheus hot end looks interesting. Not really because of the design but because the guy explains why he did what he did. (I appreciate that.)
The use a stainless steel nozzle is going to reduce the max print speed for filaments that need a lot of heat conduction to melt, like PLA. That fits with him printing everything slowly on an I2 though.
If you replace the nozzle-tip of the steel thermal barrier with a brass nozzle, he's basically reinvented the Replicator extruder, except with more machining of the aluminum cooling block. Meh.
The guy's understanding of transition zone behavior is incomplete, but not directly wrong. His description is only valid for low, unchanging extrusion speeds like filament loading. Fast rates and rate changes produce a different transition zone flow behavior where incoming filament shears partially-molten filament against the wall, forming a stable pressure cap that keeps molten filament from squirting up the thermal barrier. You only see this if you rapidly "quench" the hot end during printing (eg blast it with compressed air) and pull the solidified filament out of the thermal barrier.

PTFE tube lined extruders do tend to operate more like he describes, where the filament softens and expands into a plug. This happens because the filament doesn't stick to the walls well enough to develop a stable cap zone. Unfortunately, that means the transition zone actually moves up and down a lot as extrusion rate changes.

(Thanks, FlashForge, for putting together my brand-new hot end with the PTFE tube cut too short. Glad I took it apart for these pics before it jammed.)
revwarguy7
Sep 10, 2014, 6:18:09 PM9/10/14
to 3dprintertips...@googlegroups.com
Very interesting pictures, Ryan. Thanks so much for posting them.
I guess if there is leaking around the heating block, then the nozzle and the steel threaded tube do not mate well enough, the threads are poorly made, or they aren't tight enough.
I thought main big deal with a J head was allowing the heater to get hot enough to deform the teflon lining, such that J head owners need a length of teflon tubing to replace upon jams. I wonder how much that cap zone moves up and down during "normal" use - i.e., successful printing?
revwarguy7
Sep 10, 2014, 6:22:38 PM9/10/14
to 3dprintertips...@googlegroups.com
Come to think of it, why doesn't the metal/metal meet (as shown above) occur well up into the heatsinked area so that the filament is still solid when it passes by? That would leave the melt zone a solid, unjointed chamber?
Chris P
Sep 10, 2014, 6:58:11 PM9/10/14
to 3dprintertips...@googlegroups.com
Thanks for the info, Chris, but this got me curious - looking at the pictures and the assembly guide on the e3d web site, what assembly issues could someone have with it? If it requires a teflon sleeve for 1.75 pla, (which I use) what advantage (other than replaceable nozzles) does it have over a j head?
On a j-head the PTFE liner goes through the cold and transition sections and butts up against the heater block. Therefore it is subjected to the full temperature of the heater block, and limits your max safe temperature.
On the E3D v6 the PTFE liner stops at the top of the thermal break, where it (the thermal break, not the PTFE) is threaded into the aluminum heat sink. In theory, this section of the hotend never exceeds about 40C, so the inclusion of PTFE does not limit the temperatures the hotend can reach.
Don't get me wrong, the jhead is a fantastic design if you never want to go hotter than 240C. Unless you know you're going to be printing nylons, PC, etc, there's no reason to use anything else.
Chris
Ryan Carlyle
Sep 10, 2014, 8:02:51 PM9/10/14
to 3dprintertips...@googlegroups.com
There's no reason to ever have leaking at the junction with a Replicator-style hot end -- if you assemble it right. (Many people do not. I actually had a nozzle leak myself recently, and realized I had simply forgotten to tighten the nozzle after pre-heating.) The nozzle must butt up against the thermal barrier with sufficient torque to form higher metal/metal contact pressure between the faces than melt pool pressure. Even if the surfaces are rough, brass is soft enough that it will deform and create a seal if you really crank down on it. Trust me on the physics of this -- I work with 20,000 psi hydraulics professionally, and melt pool pressure is under 1,000 psi. It's child's play to get it pressure-tight. Most people just don't know what they're doing. For example, bots are often shipped from the factory with the nozzle torqued against the hot block, and then the thermal barrier screwed into the hot block. This is wrong, because you can't properly tighten the nozzle against the thermal barrier after preheating. See Carl's tutorial:
https://groups.google.com/forum/#!topic/clone3d/P65yS5ZecHg
The benefit to this arrangement is that you get high thermal conductivity in the nozzle, and low thermal conductivity in the thermal barrier heat break. It's good to >300C and not actually all that hard to manufacture.
Annotated Replicator hot end diagram courtesy of Jetguy: (drawing is old and dimensions are not correct, but it's a good illustration)

Bad knock-off J-head -- there's very little mechanism to form a seal. If the PTFE tube is cut slightly short or not perfectly square, plastic can ooze past the PTFE/brass interface out of the main flow path. Then, whether the inner PEEK/brass shoulder actually seals will depend on the arbitrary dimensions machined on each part past the threads -- this area is very poorly specified in the "standard" but is the only actual pressure seal in the melt zone. If molten filament gets past this shoulder, the straight threads will likely not stop leaks no matter how tight they are. (As a side-note, teflon tape should not be used on straight threads, but lots of people do anyway.)
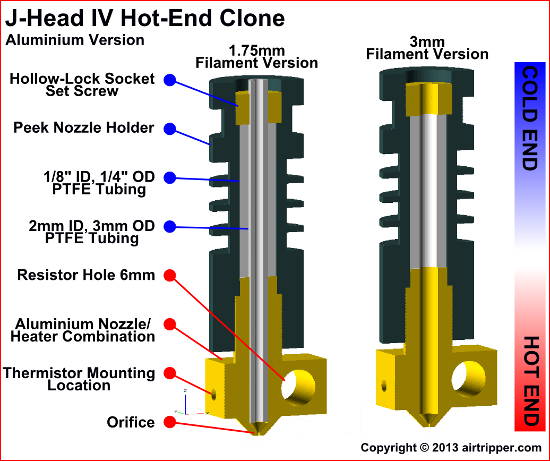

http://reprap.org/wiki/J_Head_Nozzle
The internal stepped geometry of the Rep2 style thermal barrier constrains the cap zone to not go any higher than the top of the turned-down heat break neck on the thermal barrier. The cap zone then gets pushed down more the faster you print. No idea how far down though.
On a PEEK/PTFE extruder like a J-head, the cap zone can move up and down a lot because both PEEK and PTFE are pretty good insulators. The fresh filament feed actually cools down the inside of the PTFE liner at a significant rate relative to the heat conduction up from the hot end. But exactly how much? No idea.
revwarguy7
Sep 10, 2014, 8:46:28 PM9/10/14
to 3dprintertips...@googlegroups.com
On Wednesday, September 10, 2014 5:58:11 PM UTC-5, Chris P wrote:
On the E3D v6 the PTFE liner stops at the top of the thermal break, where it (the thermal break, not the PTFE) is threaded into the aluminum heat sink. In theory, this section of the hotend never exceeds about 40C, so the inclusion of PTFE does not limit the temperatures the hotend can reach.Don't get me wrong, the jhead is a fantastic design if you never want to go hotter than 240C. Unless you know you're going to be printing nylons, PC, etc, there's no reason to use anything else.Chris
Yeah, I see the advantage to the E3D design then, but I have seen customers complain about them, and it doesn't seem that there could be that many assembly issues.
revwarguy7
Sep 10, 2014, 9:03:49 PM9/10/14
to 3dprintertips...@googlegroups.com
Well, thanks guys for the great info on hot ends. I think I'll tear down mine and make sure everything looks right in there. So far, I've only been trying PLA so I shouldn't have let it get hot enough to deform the PTFE, but there was a brief period when I first got things moving that I tried to run it without the fan hooked up, but I never set the temp above 215 so I think I should still should be ok.
Reply all
Reply to author
Forward
Message has been deleted
0 new messages