Single-wall print waviness?
86 views
Skip to first unread message

Ryan Carlyle
Feb 5, 2016, 4:08:58 PM2/5/16
to 3DP Ideas
I've noticed a waviness effect in my single-wall test boxes printed at higher speeds. Here's an example of large waves (ignore the small vertical ripples, that was a printer-specific issue):

Brook Drumm has recently been doing really big single-wall prints of airfoils for an RC project, and posted this photo on G+:
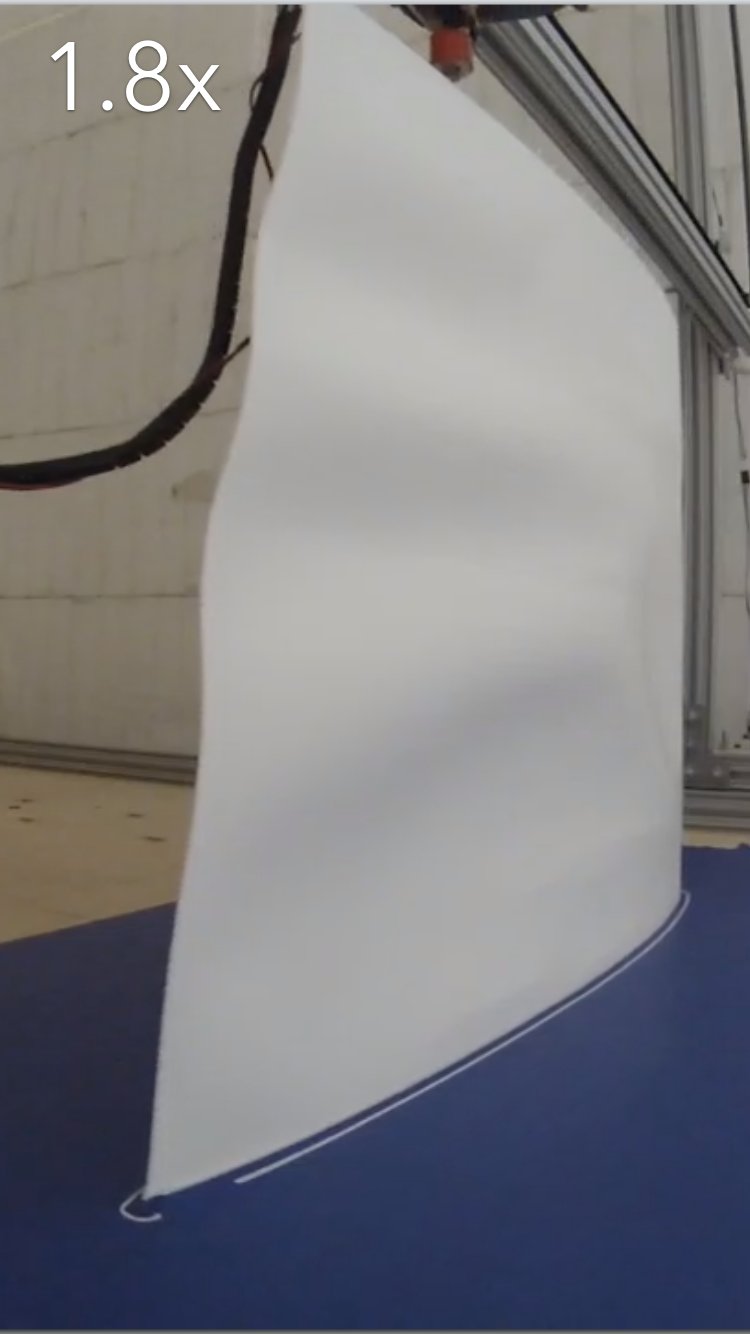
That's a ~1mm nozzle single-wall print and probably about 18" tall in the photo. The sharp trailing edge on the airfoil (facing the camera) is supposed to be a straight line. So, very large-scale deformations. The printer chamber shown there is insulated and warmed.
What's causing the waviness, and how do we prevent it?
I'm thinking it's not the same warping stress effect that causes corner lifting. When I do a tall single-wall 40mm box, it seems like the plastic in the corners is shrinking more than the plastic along the sides, and the "extra length" in the less-contracted side walls is bowing in/out. This is slightly suggestive of a strain-drawing-induced difference in polymer properties -- when the material is printed faster and sheared more as it exits the nozzle, it may have a different coefficient of thermal expansion than the slower material at the corners. That would explain my box prints. But I'm not sure if that explains the rippled trailing edge in the airfoil pic above.

dan...@puptv.com
Feb 5, 2016, 4:28:06 PM2/5/16
to 3DP Ideas
Although the waviness could be caused by a combination of items... Uneven cooling seems like one of the most likely. Part of the problem is that the waviness is naturally amplified as the
print continues. It of course, would be possible to correct the waviness
if you could accurately model the error.
Is there any chance that you could get a time-lapse of the printing process, especially during the first few inches.
Is there any chance you could see how the waviness changes when you partially enclose the printer... Not an air-tight enclosure, but enough to rule out a light wind.
Daniel - http://www.TriDPrinting.com/
Is there any chance that you could get a time-lapse of the printing process, especially during the first few inches.
Is there any chance you could see how the waviness changes when you partially enclose the printer... Not an air-tight enclosure, but enough to rule out a light wind.
Daniel - http://www.TriDPrinting.com/

whosawhatsis
Feb 6, 2016, 3:45:10 AM2/6/16
to Ryan Carlyle, 3DP Ideas
I've seen it on thin prints like the airfoil (other people's prints, so I couldn't do rigorous testing), and came to the conclusion that is was probably the print being pushed around by the pressure of the plastic being laid down on top of it. At the time, I came up with a model for how it could work, but I don't remember all of the details. I do remember thinking that as the pressure pushed the the wall to one side, the print's spring tension would build until it couldn't push it farther and it would start going the other way, resulting in the cyclical pattern.
Of course, depending on how the Z axis is constrained and driven, there may very well be simpler answers. The periodicity looks far too long for it to be caused by the rotation of the Z screw, but it might be in the right range for an eccentricity/misalignment of v wheels if they are used for the Z axis. Those normally have an effective diameter a little less than 1 inches, so they would complete a rotation about every 3 inches. Not sure of the scale on Brook's image, but if you told me that the period of that wave COULD be about 3 inches...
--
You received this message because you are subscribed to the Google Groups "3DP Ideas" group.
To unsubscribe from this group and stop receiving emails from it, send an email to 3dp-ideas+...@googlegroups.com.
To post to this group, send email to 3dp-...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/3dp-ideas/e1a9bf8f-cc26-4088-909c-9aa02a973285%40googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Ryan Carlyle
Feb 6, 2016, 12:26:03 PM2/6/16
to 3DP Ideas
I'd have to go back and do some more testing to confirm, but what I recall from memory is that the waviness doesn't appear in the print until it cools down for a while. For my single-wall box prints, that's with PLA in open air with a blower fan. And the corners are much straighter than the sides.
Should do some testing to confirm theories, but I'm in the middle of getting ready to move house and probably won't be able to get to it for a while.
To unsubscribe from this group and stop receiving emails from it, send an email to 3dp-ideas+unsubscribe@googlegroups.com.

Joseph Chiu (Toybuilder)
Feb 6, 2016, 1:18:53 PM2/6/16
to Ryan Carlyle, 3DP Ideas
I've seen these ripples on single-walled prints, too. What they remind me of, a bit, is the unevenly tensioned fabric (like banners being strung on a frame), where there are several nodes with more tension than the rest. One idea to consider, perhaps, is that the extradite have slightly different amount of contraction due to (slightly?) variation in temperature or extrusion width
Every so often, we've seen larger more solid prints showing up with z-ribbing that was traced back to the print bed flexing from thermal cycling. Perhaps the single walled prints are more sensitive to even smaller amount of the bed flexing?
--
You received this message because you are subscribed to the Google Groups "3DP Ideas" group.
To unsubscribe from this group and stop receiving emails from it, send an email to 3dp-ideas+...@googlegroups.com.
Ryan Carlyle
Feb 8, 2016, 11:43:51 AM2/8/16
to 3DP Ideas
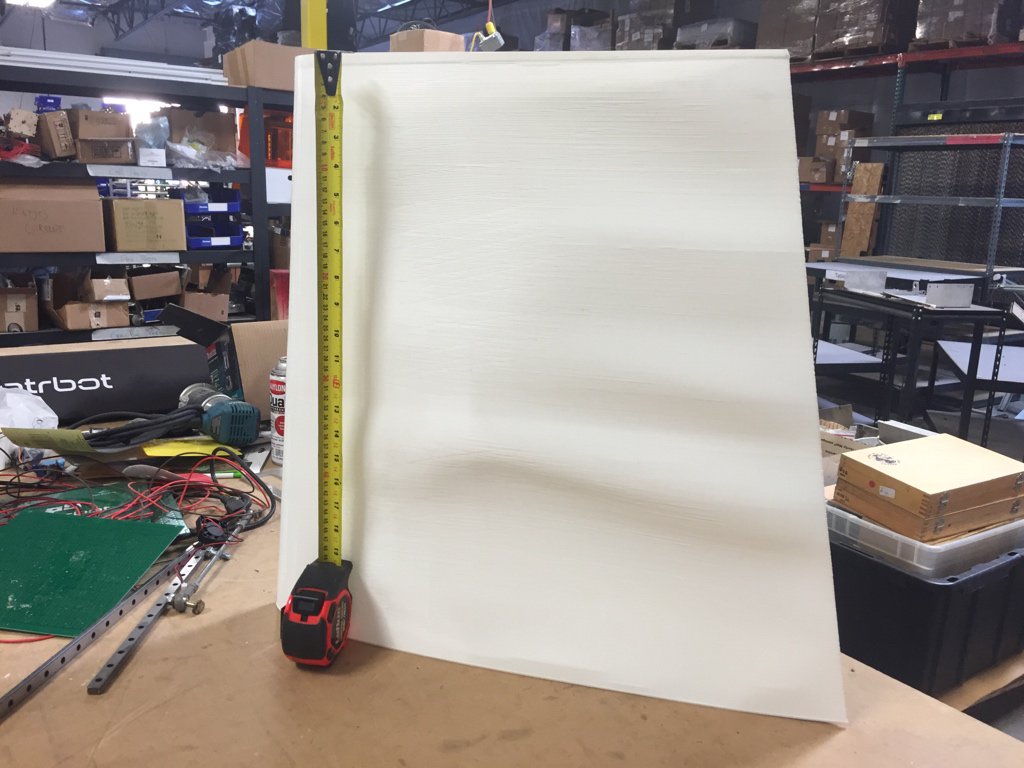
Another pic for scale
On Saturday, February 6, 2016 at 12:18:53 PM UTC-6, Joseph Chiu (Toybuilder) wrote:
I've seen these ripples on single-walled prints, too. What they remind me of, a bit, is the unevenly tensioned fabric (like banners being strung on a frame), where there are several nodes with more tension than the rest. One idea to consider, perhaps, is that the extradite have slightly different amount of contraction due to (slightly?) variation in temperature or extrusion widthEvery so often, we've seen larger more solid prints showing up with z-ribbing that was traced back to the print bed flexing from thermal cycling. Perhaps the single walled prints are more sensitive to even smaller amount of the bed flexing?
On Fri, Feb 5, 2016 at 1:08 PM, Ryan Carlyle <temp...@gmail.com> wrote:
I've noticed a waviness effect in my single-wall test boxes printed at higher speeds. Here's an example of large waves (ignore the small vertical ripples, that was a printer-specific issue):
Brook Drumm has recently been doing really big single-wall prints of airfoils for an RC project, and posted this photo on G+:
That's a ~1mm nozzle single-wall print and probably about 18" tall in the photo. The sharp trailing edge on the airfoil (facing the camera) is supposed to be a straight line. So, very large-scale deformations. The printer chamber shown there is insulated and warmed.What's causing the waviness, and how do we prevent it?I'm thinking it's not the same warping stress effect that causes corner lifting. When I do a tall single-wall 40mm box, it seems like the plastic in the corners is shrinking more than the plastic along the sides, and the "extra length" in the less-contracted side walls is bowing in/out. This is slightly suggestive of a strain-drawing-induced difference in polymer properties -- when the material is printed faster and sheared more as it exits the nozzle, it may have a different coefficient of thermal expansion than the slower material at the corners. That would explain my box prints. But I'm not sure if that explains the rippled trailing edge in the airfoil pic above.
--
You received this message because you are subscribed to the Google Groups "3DP Ideas" group.
To unsubscribe from this group and stop receiving emails from it, send an email to 3dp-ideas+unsubscribe@googlegroups.com.
whosawhatsis
Feb 9, 2016, 12:23:27 AM2/9/16
to Ryan Carlyle, 3DP Ideas
Hmm. Interestingly, that trailing edge looks pretty straight, as do the curved areas around the leading edge. The only problems are in the straightaways. Acceleration is almost certainly a factor. Those areas are laid down faster, and the plastic has less residency time in the nozzle (it also seems to be more pronounced toward the end of the straightaway, where the plastic is extruded coldest), and thus must be extruded at a lower temperature and with more polymer stress, though you would think that this would pull it straight...
Of course, there's also the fact that being curved on one axis will make it harder to curve on another axis once it's solid...
It's pretty hard to diagnose this kind of thing without having access to the hardware to eliminate possibilities...
To unsubscribe from this group and stop receiving emails from it, send an email to 3dp-ideas+...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/3dp-ideas/bf30c616-339a-45e6-9a71-2c0d76e40b98%40googlegroups.com.
Reply all
Reply to author
Forward
0 new messages