Skeinforge vs KISSlicer vs Slic3r - real world examples with PLA on Replicator 2
6,507 views
Skip to first unread message

Wingcommander whpthomas
Mar 7, 2013, 11:23:06 PM3/7/13
to make...@googlegroups.com
So I know there has been some concern that development on Skeinforge has not been as active as say Slic3r ad KISSlicer recently. There have also been some discussion about what the relative strengths and weaknesses of each the different slicers are.
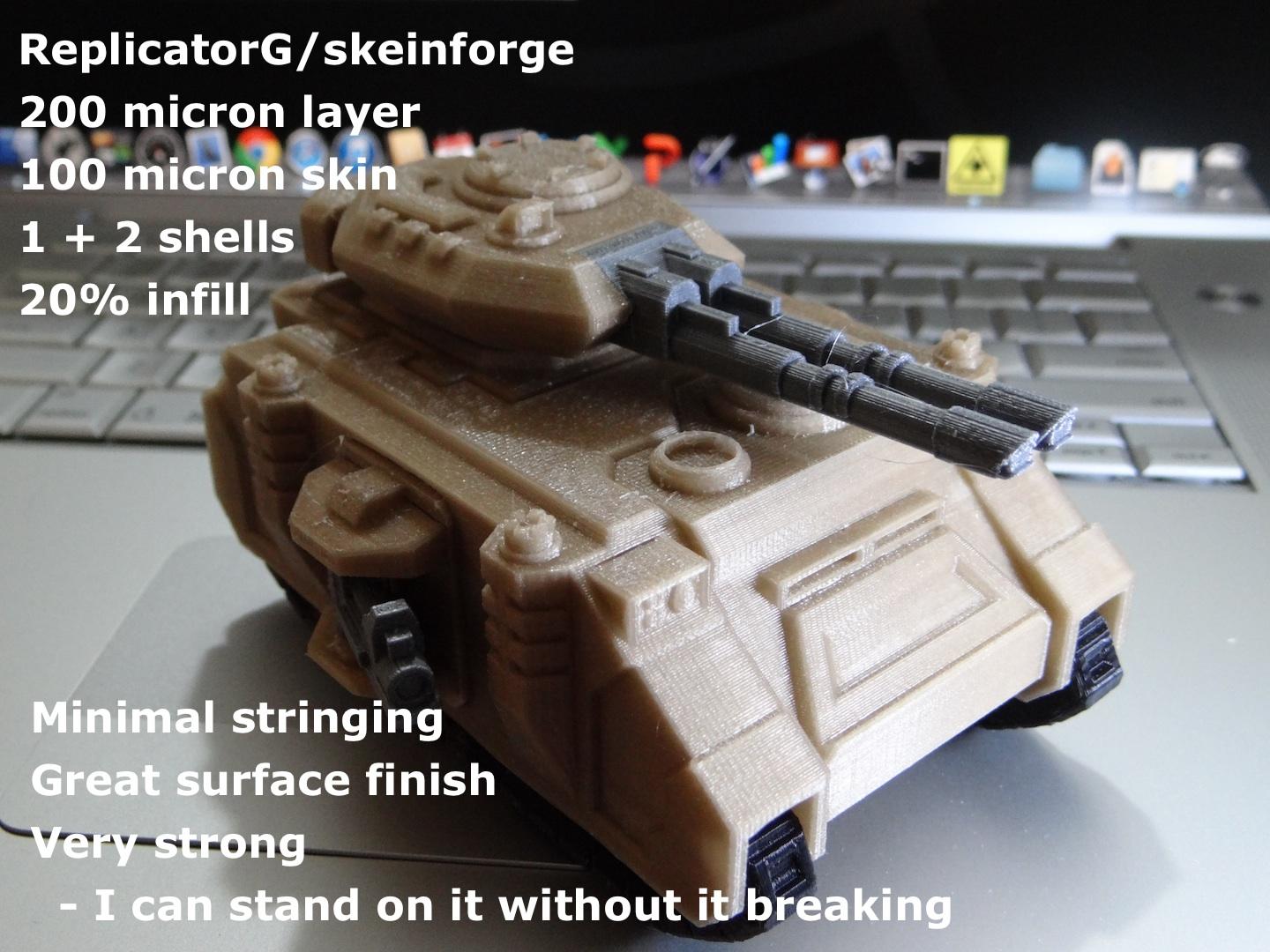
In my opinion, Skeinforge is still the best - it is a mature, well designed slicer that delivers reliable (all be it slower) performance on a broad range of objects. One of the biggest problem is rendering small vertically extruded lettering on larger objects - however this cold be solved with a module that merges 100% fine infill for those layers that need it.
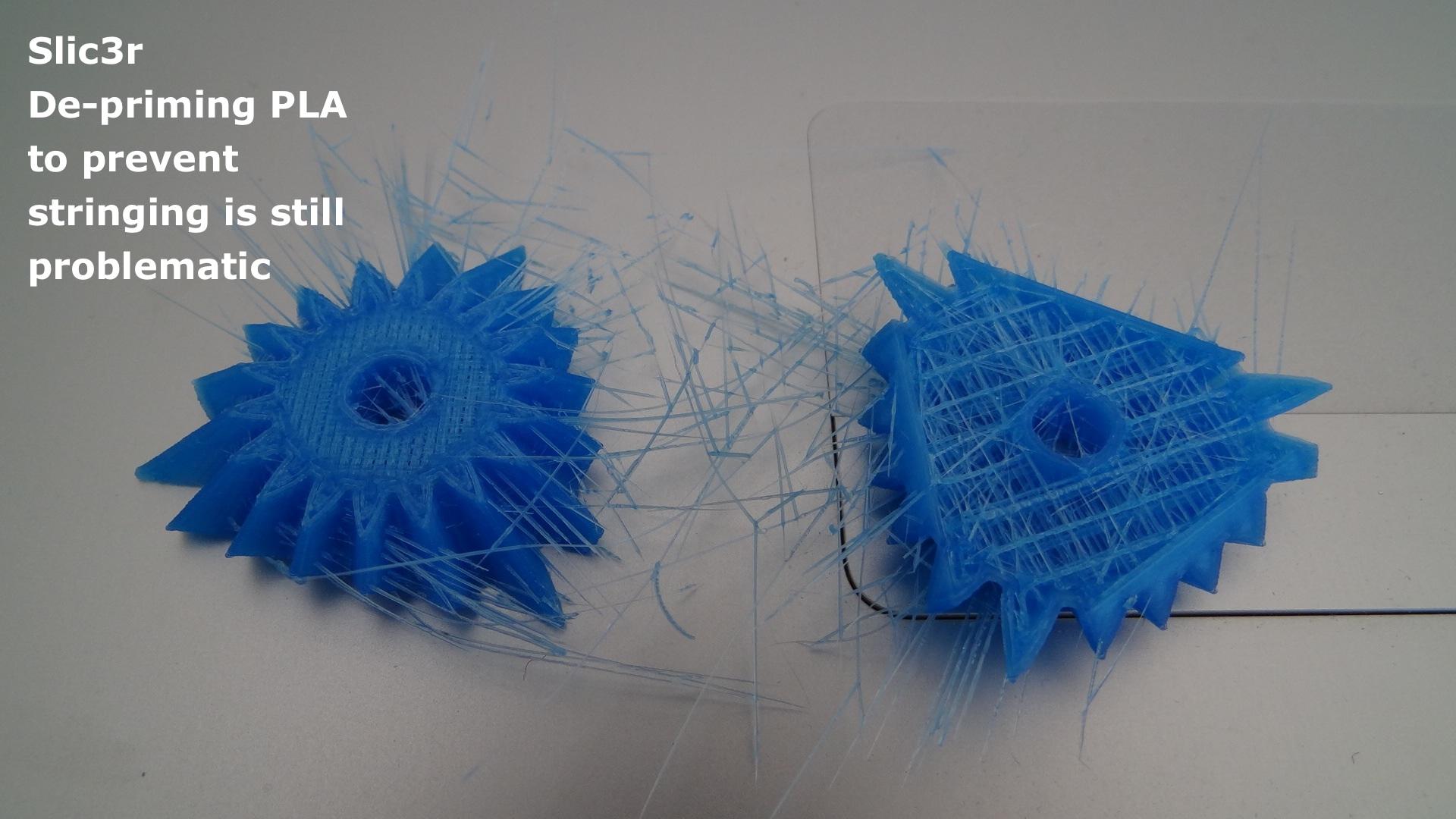
I have had heaps of problems getting rid of excessive stringing in Slic3r at present and gave up.
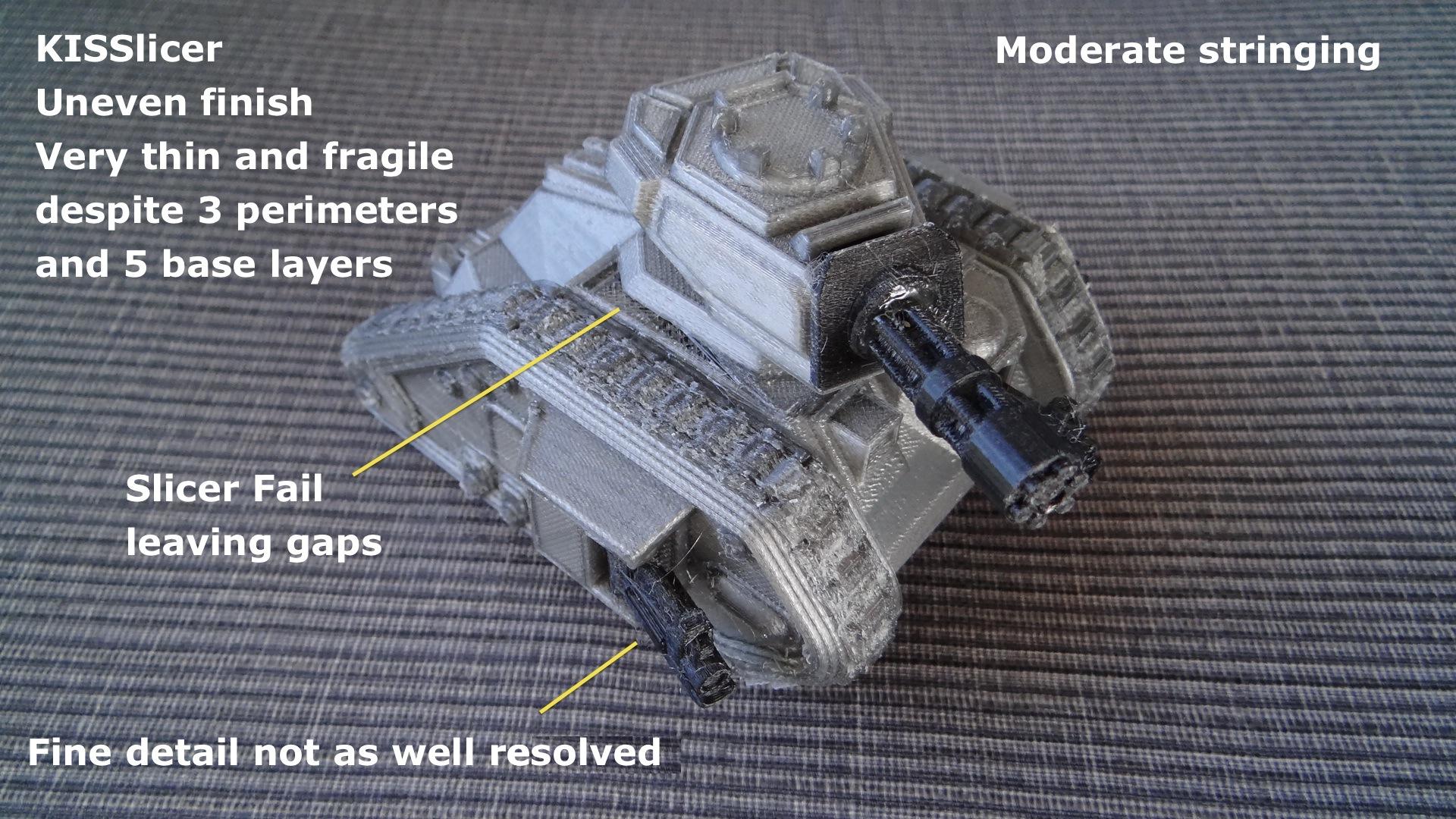
KISSlicer is fast, and for some objects produces objects that print quickly with reasonable surface finish. KISS fails more often than Skeinforge leaving gaps without warning. The de-stringing is not nearly as well resolved as skeinforge, creating problems with finer detail. There is way to much unnecessary head movement causing more de-priming than is necessary which also effects surface finish. For PLA the sparse infill is way too thin, causing the objects to be light and fragile.
Have a look at the attached pictures for some examples.
So I am going to stick with ReplicatorG/skeinforge/pypy its worth the wait for better output - I think its great that we have alternatives, but for now, Slic3r and KISSlicer have a long way to go to catch up with the print quality that SF spits out for printing PLA on the Replicator 2.
Please post examples of your output - I would be interested in seeing of your results differ.

Scott Goldthwaite
Mar 7, 2013, 11:58:00 PM3/7/13
to make...@googlegroups.com
From other posts you've made I'm assuming Sailfish is your firmware of choice?

TobyCWoods
Mar 8, 2013, 12:26:13 AM3/8/13
to make...@googlegroups.com
There's also Makerware. When you go high resolution in MW and it goes to Skeinforge... take a look at the Python process. It's 64 bit. How bout that?
and... Miracle Grue is a WIP and may catch up. Kisslicer is also and I hear some of the things Skeinforge does such as Comb are being worked into it.
Anybody look at Cura yet? It's supposed to be based on Skeinforge.
Wingcommander whpthomas
Mar 8, 2013, 12:46:59 AM3/8/13
to make...@googlegroups.com
From other posts you've made I'm assuming Sailfish is your firmware of choice?
Yes I have been running Dan & Jetty's beta releases as they come out. I have given up on Makerware - until they support Print-o-matic updating customised SF profiles.
I just wanted to have a discussion that included some real objects people are printing rather than just test cubes etc - both slicers produce 20 x 20 x 10 test cubes that print just fine.
The tanks and gear cubes/hearts are quite technical as they have lots of surface variation - and are easy to give away. I don't want to be left wondering if a problem I am encountering is a limitation of the printer or of the slicer, and it takes time to figure out reliable settings for each of these slicers - why waste everyones collective time speculating on whether these alternative slicers might print better output if they can't.
So what I am finding is - as has been discussed elsewhere - that 3D printing has its limitations and as designers, we need to design objects that work with the printers and the slicers limitations rather than against them. But I also want a benchmark of what output I should be aiming for so I can manage my expectations accordingly - speed vs quality vs detail etc.

Hector Berlioz
Sep 21, 2013, 2:17:39 PM9/21/13
to make...@googlegroups.com, m...@henri.net
Hey Wingcommander-
I really like that tank model, the one with two cannon that sit side-by-side in the turret. Excellent detail, there is simply no way I can get Skeinforge to print like that. At least not without more experience. Moreover- I am looking for something to print that has fine detail, but not curves or biological shapes (like Yoda, treefrog etc.) I have difficulty with fine detail regarding mechanical shapes, square or otherwise. If you still have the STL for that tank available I'd be very grateful.
-Thanks for your time.
I really like that tank model, the one with two cannon that sit side-by-side in the turret. Excellent detail, there is simply no way I can get Skeinforge to print like that. At least not without more experience. Moreover- I am looking for something to print that has fine detail, but not curves or biological shapes (like Yoda, treefrog etc.) I have difficulty with fine detail regarding mechanical shapes, square or otherwise. If you still have the STL for that tank available I'd be very grateful.
-Thanks for your time.
Wingcommander whpthomas
Sep 21, 2013, 3:00:33 PM9/21/13
to make...@googlegroups.com, m...@henri.net
PM me (upper left tab) with your email address.

Ian Johnson
Sep 23, 2013, 12:02:12 AM9/23/13
to make...@googlegroups.com, m...@henri.net
A problem I kept having with Skeinforge is that if a portion of a layer needs a solid fill due to being exposed at the top, the entire layer gets printed solid rather than just a portion of the layer around the exposed surface. On something like a Yoda with a wrinkly surface this quickly becomes nearly every layer wasting time, plastic, and eventually overstuffing the model with plastic. If there is a little too much extrusion, the excess plastic on each layer will add up until the nozzle is dragging through the plastic all the time. I haven't used SF in a while because of this and other issues. Did that treatment of partial solid layers ever get changed?

Dan Newman
Sep 23, 2013, 12:12:19 AM9/23/13
to make...@googlegroups.com, m...@henri.net
On 22 Sep 2013 , at 9:02 PM, Ian Johnson wrote:
> A problem I kept having with Skeinforge is that if a portion of a layer
> needs a solid fill due to being exposed at the top, the entire layer gets
> printed solid rather than just a portion of the layer around the exposed
> surface.
> On something like a Yoda with a wrinkly surface this quickly
> becomes nearly every layer wasting time, plastic, and eventually
> overstuffing the model with plastic. If there is a little too much
> extrusion, the excess plastic on each layer will add up until the nozzle is
> dragging through the plastic all the time.
filament diameter with calipers or both. Back in the day, MBI used to explain
how you need to print 20 x 20 x 10 mm calibration cubes with 100% fill so
as to correctly calibrate how much plastic your extruder puts out. Once
you've done that this issue goes away provided that you (1) measure
your filament diameter, and (2) use filament which does not have too much
deviation in its diameter. However, in trying to make their printers
appear easier to use, MBI essentially stopped discussing this in their
getting started instructions. That began with the Replicator 1.
Dan

Artem
Sep 24, 2013, 12:04:30 PM9/24/13
to make...@googlegroups.com, m...@henri.net
Would any of you happen to know a guide where it details step by step how to set up Kisslicer to work with Rep2X? I take it I have to go through ReplicatorG?

TaErog
Sep 24, 2013, 3:49:58 PM9/24/13
to make...@googlegroups.com, m...@henri.net
+1 on this.
The print of the 20 x 20 x 10 mm calibration cubes with 100% fill to correctly calibrate the plastic flow is the #1 thing I end of finding that people that have print problems did not do for some reason.
Too little and you get holes, delamination or other print problems, too much and you get blobs, jams, etc problems. It is a wide range of problems with a simple fix (also remember to do it with EVERY spool and write it down ON that spool!! they will vary)
TaErog
Sep 24, 2013, 4:24:25 PM9/24/13
to make...@googlegroups.com, m...@henri.net
You can use this http://www.thingiverse.com/thing:81425 to convert the gcode. the friendly Wingcommander whpthomas can help you with that.
Wingcommander whpthomas
Sep 25, 2013, 1:19:35 AM9/25/13
to make...@googlegroups.com, m...@henri.net
So I might say, contra to the conclusion in my original post, that having obtained a lot more experience using and tweaking KISSlicer, its probably my go-to slicer for most print jobs. Now that I have it dialed in, the two things I really like about it are that it is both fast at slicing, and the sliced objects also print fast, because the tool path is optimised, yet the overall print quality is excellent. I also like the fact that you can change many of the settings and save the sliced gcode/x3g without having to re-slice. For instance, you can alter the filament diameter and save several versions of your sliced print, one after another. The only thing I don't like now is that the nozzle crosses voids when traversing the model, which makes doping prints with inserts http://www.thingiverse.com/thing:131840 problematic. Other than that, the output is top notch, as you can see in the attached photo.

Joe Larson (aka Cymon)
Sep 25, 2013, 12:27:10 PM9/25/13
to make...@googlegroups.com
What that says to me, tho, is that kisslicer doesn't know what it's doing with your machine. Makerware is my go to slicer because it just works. True, you can't fiddle with the settings but you don't need to. Unless you're doing dual color prints for which MakerWare is painfully deficient. I switch to RepG for that.
I hear Kisslicer does dual extruder support, so if I ever get some PVA and figure out how to keep it from degrading on me that may modivate me to pick up Kisslicer.

Joseph Chiu
Sep 25, 2013, 1:04:11 PM9/25/13
to make...@googlegroups.com
I had only tried KISSlicer for a short period of time (about 2 weeks, and using it only sometimes) -- so far, I am very pleased with it. I wish it had a perimeter/brim option, and it would be nice if it was pre-configured for MBI machines (I used funmakerbart's/funbart's profile on the KISSlicer forum as a starting point).
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To unsubscribe from this group and stop receiving emails from it, send an email to makerbot+u...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.

funmakerbart
Sep 25, 2013, 1:40:50 PM9/25/13
to make...@googlegroups.com
I posted some about dual material printing on the Kisslicer forum with my experiences. Maybe it can be used as starting point as well. The settings in that post are mostly Makerbot universal I assume, except some tiny differences in the startcode / fancode.
Regarding dual material, the idea is not to use PVA, PLA as suport for ABS, as PLA can be disolved with Caustic Soda (we have good healthcare in Europe, so no problem with that).
Examine them if you are on a TOM, Rep 2 / 2x, as I was able (with previous settings) to melt the extruder upgrade of Wingcommander himself (one reason he wasn't to excited with Kisslicer in the beginning I assume). A similar problem with the TOM of Robert, with some issues heating the HPB to 200 degrees... So just check your normal Start and endcode, but you can always replace some Gcode with the 'tokens' of Kisslicer, by which temperature is set according the chosen material for example.
updated settings are attached to that post (Rep 1 dual)
Bart

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Stan Velijev
Jan 23, 2014, 9:12:00 AM1/23/14
to make...@googlegroups.com, m...@henri.net
Sorry for resurrecting an ancient thread, but does anyone have some basic settings that can share for KISSlicer?
I've been running through a selection of slicers to see what will output the best exterior finish with minimal seams, and it doesn't seem KISSlicer comes with any kind of standard setup for makerbots.
Don't want to try printing with anything that's got the improper start/end Gcodes.
Reply all
Reply to author
Forward
0 new messages