Printrbot Top and perimeter layers
23 views
Skip to first unread message

Trey Roudebush
Jan 16, 2015, 10:57:52 PM1/16/15
to central-ohio-reprap-a...@googlegroups.com
I have been having problems with may top and perimeter layers. The top layers are rellay rough on the out side and smooth on the inside does anybody know how to fix this problem. On my perimeter the walls are not striaght and on the corners there are little dots everywhere on all the corners.
Thanks Trey,

Jonathan Sullivan
Jan 17, 2015, 9:25:07 AM1/17/15
to central-ohio-reprap-a...@googlegroups.com
Photos can help folks troubleshoot easier. Can you snap a few pics and send em?
---
Sent from Boxer | http://getboxer.com
---
Sent from Boxer | http://getboxer.com
On January 16, 2015 at 10:57:52 PM EST, Trey Roudebush <trou...@gmail.com> wrote:
I have been having problems with may top and perimeter layers. The top layers are rellay rough on the out side and smooth on the inside does anybody know how to fix this problem. On my perimeter the walls are not striaght and on the corners there are little dots everywhere on all the corners.Thanks Trey,
--
You received this message because you are subscribed to the Google Groups "central-ohio-reprap-and-makerbot-operators" group.
To unsubscribe from this group and stop receiving emails from it, send an email to central-ohio-reprap-and-mak...@googlegroups.com.
For more options, visit https://groups.google.com/d/optout.

Charles Have
Jan 17, 2015, 9:38:51 AM1/17/15
to central-ohio-reprap-a...@googlegroups.com
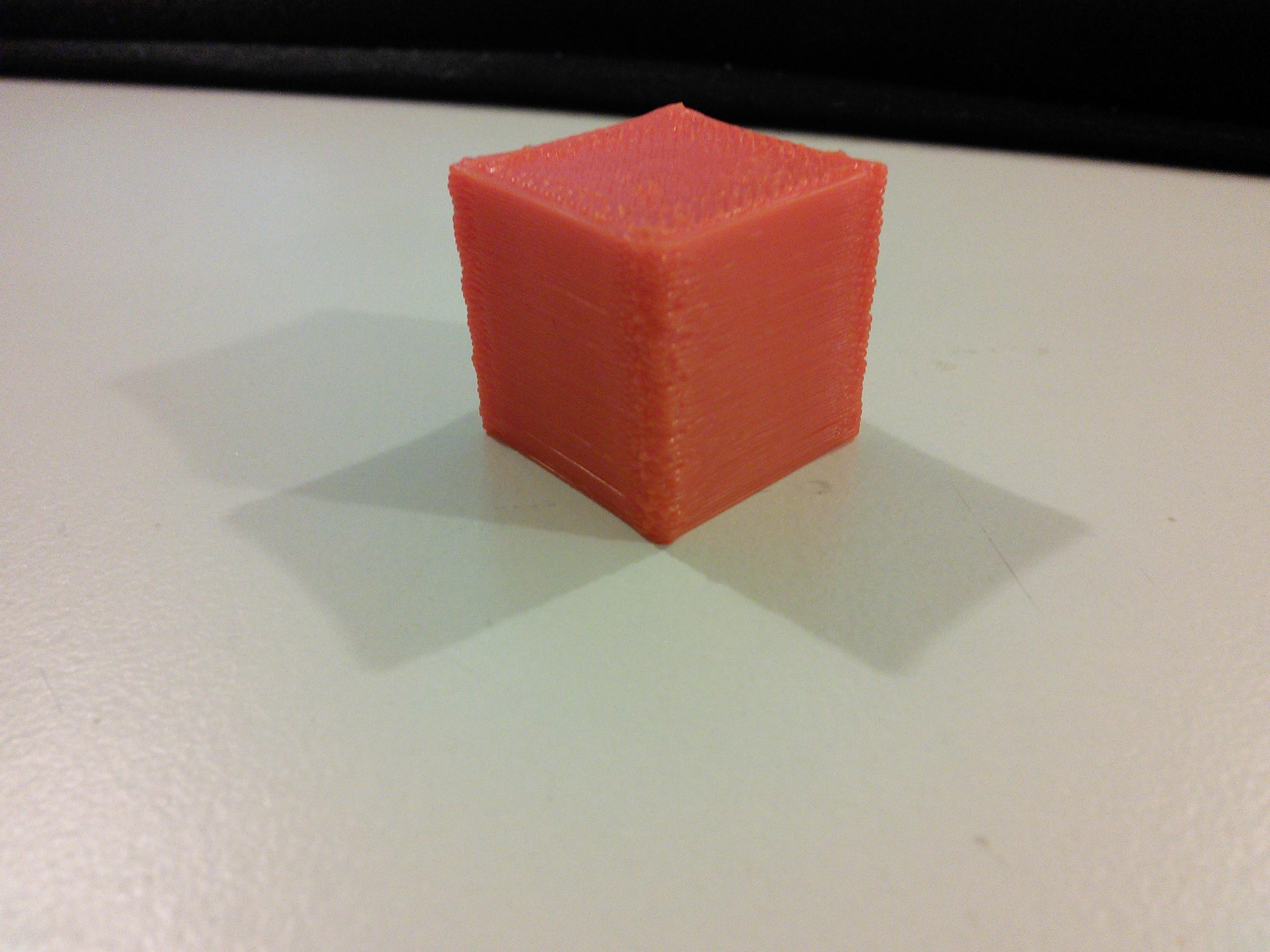
Little nubs on the outside could indicate over extrusion. If that's the problem you can fix it by adjusting extrusion e-steps, reducing target extrusion width, adjusting filament diameter, or adjusting the "fudge factor" multiplier. In Slic3r, anyway. I haven't used other slicers. You can also have it print outer layers first although that could hurt overhang quality. Finally, you can change the seam position from random to aligned. That last one won't eliminate the nubs, but will put them all in a line and make them easier to trim off.
All this assumes I understand the problem. As Jonathan said, a picture will help a lot.
-Charles
Sent from my TRS-80.
Sent from my TRS-80.
Trey Roudebush
Jan 17, 2015, 12:01:32 PM1/17/15
to central-ohio-reprap-a...@googlegroups.com
Here are some pictures showing my problem

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Larry Knopp
Jan 17, 2015, 2:00:14 PM1/17/15
to central-ohio-reprap-a...@googlegroups.com
Three things...
E-steps definitely look in need of dialing in (over extruding).http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide
--
Trey Roudebush
Jan 17, 2015, 2:04:18 PM1/17/15
to central-ohio-reprap-a...@googlegroups.com
it is abs on i have a fan on my printer it is a printrbot plus 2.1
To unsubscribe from this group and stop receiving emails from it, send an email to central-ohio-reprap-and-makerbot-operators+unsub...@googlegroups.com.
Larry Knopp
Jan 17, 2015, 2:29:05 PM1/17/15
to central-ohio-reprap-a...@googlegroups.com
Ah. Yep.
Calibration and retraction...To unsubscribe from this group and stop receiving emails from it, send an email to central-ohio-reprap-and-mak...@googlegroups.com.
Trey Roudebush
Jan 17, 2015, 6:56:07 PM1/17/15
to central-ohio-reprap-a...@googlegroups.com
I have my extruder cailbrated right.
On Saturday, January 17, 2015 at 2:29:05 PM UTC-5, Larry Knopp, aka - [NM] Buzzard wrote:
Dial those in and go from there.Ah. Yep.Calibration and retraction...
On Sat, Jan 17, 2015 at 2:04 PM, Trey Roudebush <trou...@gmail.com> wrote:
it is abs on i have a fan on my printer it is a printrbot plus 2.1
On Saturday, January 17, 2015 at 2:00:14 PM UTC-5, Larry Knopp, aka - [NM] Buzzard wrote:
These look like ABS, correct? If so, then I'd advise looking into get a fan-duct for part cooling set up. Get some air on your part during print. That will help stabilize your prints. (See those bowed-in side of your cubes...?)It appears that it isn't quite right on retraction, either. Dialing in your e-steps calibration will certainly improve things overall, but I would spend some time after that to work on retraction to eliminate blobbing.Triffid Hunter's calibration guide is your best friend. Do all the things.Three things...E-steps definitely look in need of dialing in (over extruding).
http://reprap.org/wiki/Triffid_Hunter%27s_Calibration_Guide
On Sat, Jan 17, 2015 at 12:01 PM, Trey Roudebush <trou...@gmail.com> wrote:
Here are some pictures showing my problem
On Friday, January 16, 2015 at 10:57:52 PM UTC-5, Trey Roudebush wrote:I have been having problems with may top and perimeter layers. The top layers are rellay rough on the out side and smooth on the inside does anybody know how to fix this problem. On my perimeter the walls are not striaght and on the corners there are little dots everywhere on all the corners.Thanks Trey,
--
You received this message because you are subscribed to the Google Groups "central-ohio-reprap-and-makerbot-operators" group.
To unsubscribe from this group and stop receiving emails from it, send an email to central-ohio-reprap-and-makerbot-operators+unsubscribe@googlegroups.com.
Larry Knopp
Jan 18, 2015, 11:29:39 AM1/18/15
to central-ohio-reprap-a...@googlegroups.com
Did you re-calibrate it? Or are you saying that it is already correctly calibrated?
To unsubscribe from this group and stop receiving emails from it, send an email to central-ohio-reprap-and-mak...@googlegroups.com.
Trey Roudebush
Jan 19, 2015, 12:15:28 AM1/19/15
to central-ohio-reprap-a...@googlegroups.com
It was already calibrated but i checked and it is.
Larry Knopp
Jan 19, 2015, 9:03:25 AM1/19/15
to central-ohio-reprap-a...@googlegroups.com
Okay.
When you "checked it", did you actually go through the entire calibration procedure as outlined in Triffid Hunter's guide?If you did, then is there improvement in your print?
If you didn't actually do it, then...
The pictures you sent definitely indicate that the machine is over-extruding, and your e-steps need fine tuned.
The specific thing you should be doing to fix the problem is dialing in e-steps so that your top-layer solid infill is "perfectly" smooth.
Do that, and you'll see vast improvements everywhere else. Maybe not totally dialed in yet, but vastly better.
Do that, and you'll see vast improvements everywhere else. Maybe not totally dialed in yet, but vastly better.
I still believe you probably need to play with retraction some to eliminate the blobbing at layer change...
To unsubscribe from this group and stop receiving emails from it, send an email to central-ohio-reprap-and-mak...@googlegroups.com.
Trey Roudebush
Jan 19, 2015, 10:47:27 AM1/19/15
to central-ohio-reprap-a...@googlegroups.com
I did't use that but i measured 100 mm with my calipers and then I extruded 100 mm and it extruded 100 mm
Larry Knopp
Jan 19, 2015, 4:47:19 PM1/19/15
to central-ohio-reprap-a...@googlegroups.com
That's cool.
But, that is only the most basic of calibration.To unsubscribe from this group and stop receiving emails from it, send an email to central-ohio-reprap-and-mak...@googlegroups.com.
Trey Roudebush
Jan 19, 2015, 5:24:20 PM1/19/15
to central-ohio-reprap-a...@googlegroups.com
Do you think that if i got my retraction right that would fix the problem.
Jonathan Sullivan
Jan 19, 2015, 5:36:56 PM1/19/15
to central-ohio-reprap-a...@googlegroups.com
Retraction typically causes problems with not enough material or too much material being extruded, causing holes or blobs to form.
The problem you seem to be having does not appear to be retraction-related, but a consistent over-extrusion of material. Running through that e-step calibration guide will help.
---
Sent from Boxer | http://getboxer.com
Sent from Boxer | http://getboxer.com
To unsubscribe from this group and stop receiving emails from it, send an email to central-ohio-reprap-and-mak...@googlegroups.com.
Reply all
Reply to author
Forward
0 new messages