Lulzbot Taz Status

Andrew Ricke
I re-leveled the print table successfully. The x-axis crossbar was racked out of alignment from the 2 z-axis motors. Good news is that the Taz is extremely tolerant to being racked like that, the bad news is that the Taz is extremely tolerant to being racked like that. Don't turn the z axis motors by hand at all or try to move the z-axis manually.
Getting the bed level meant I had to take the fan off. Its attachment hits the corner clamp on the +X, +Y side. Anything larger than 250x250mm (of the 275x275 print area) will likely have to worry about that with the fan attachment on.
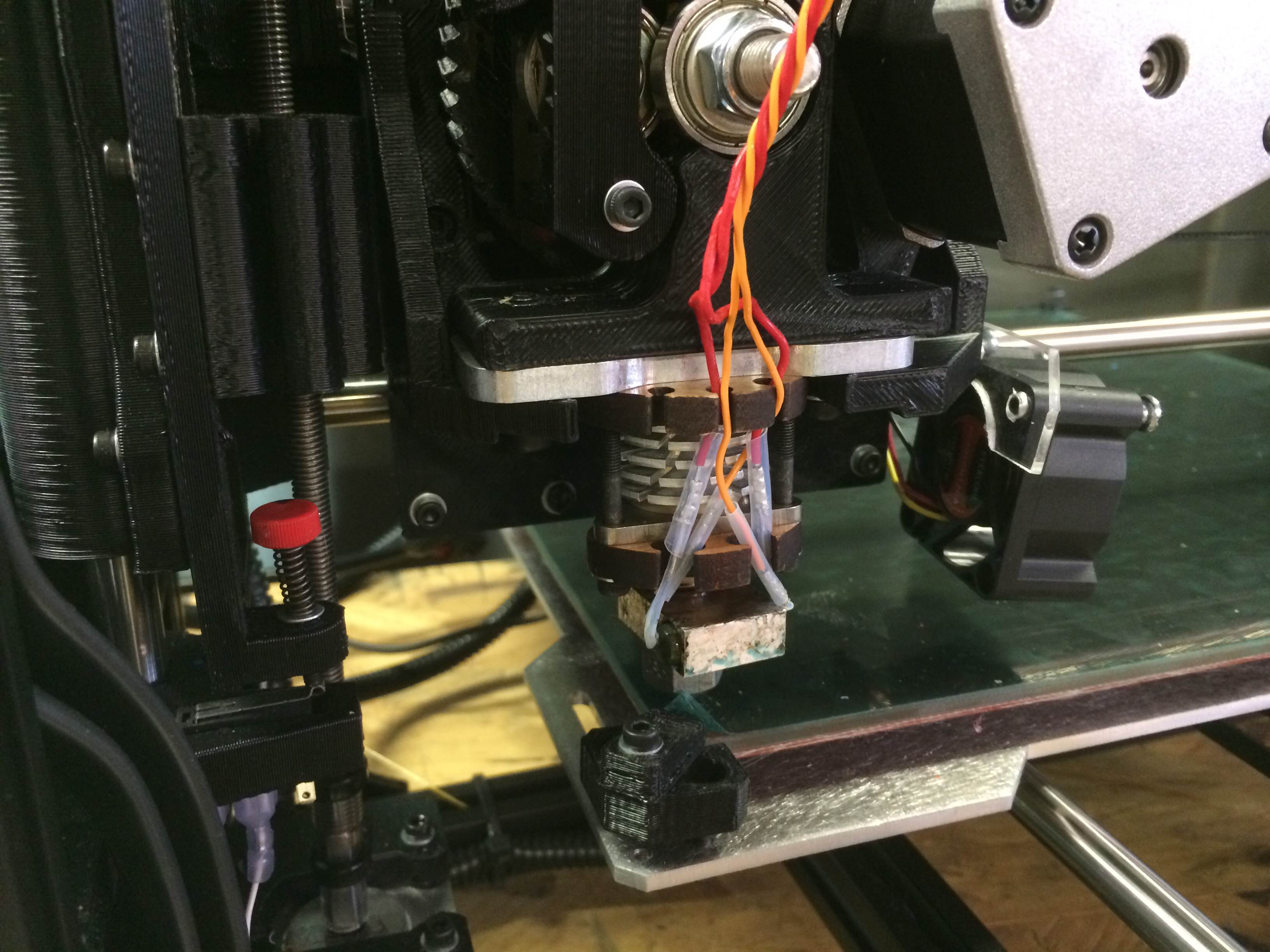
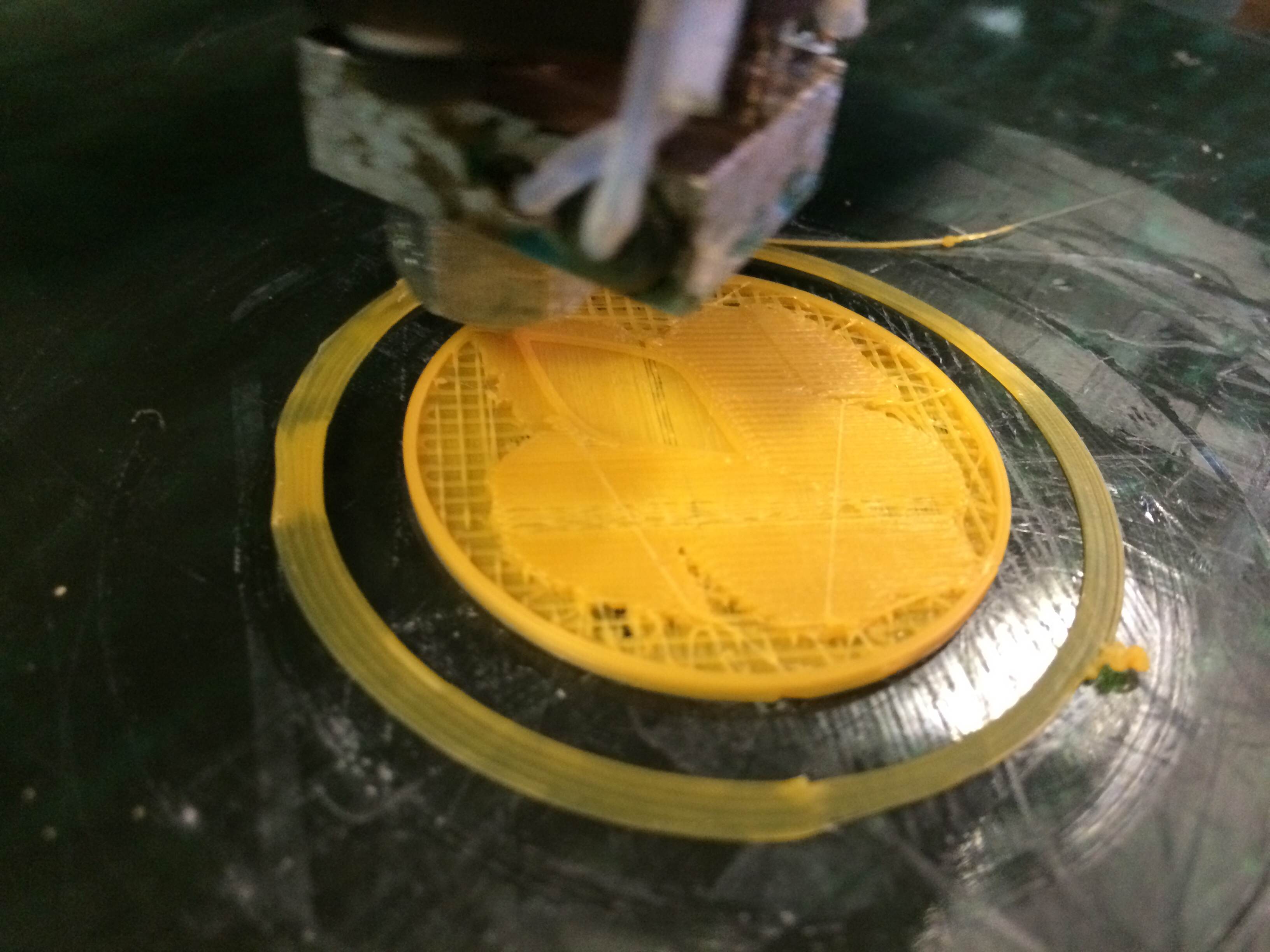
I tried a test print for the bed leveling and that went fine. However, when trying to use a different gcode to actually print something of size and thickness, I started having problems. The extruder head kept jamming up. Scott and I went thru and just not sure what setting was not correct that was causing this. He did notice there is PLA coming out the threaded screw of the heating print head. We attempted to cook out the PLA stuck, but I believe there is still some left to cook out when I had to shutdown for the day.
If nobody touches it before tomorrow I'll likely fiddle with the extrusion some more. Otherwise that's the state I left it.

Deech
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor...@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CABOBYTzQ7LYLSGeW70HE_o35UFFL5By3rMS%3Dz7Gfso%3DVTG61dQ%40mail.gmail.com.
For more options, visit https://groups.google.com/d/optout.
Andrew Ricke
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CADY%3DM8rptMNPDYSsWvEMaus%2BxnDFiV%2B-4S446iKF-RKzi3U9HQ%40mail.gmail.com.
Deech
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CABOBYTxXRXyiOZwBpGO2-F-E%3Dhmx9dCeO2_T5giBLZ6O3Xn%2Bdg%40mail.gmail.com.
Andrew Ricke
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CABOBYTxXRXyiOZwBpGO2-F-E%3Dhmx9dCeO2_T5giBLZ6O3Xn%2Bdg%40mail.gmail.com.
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor...@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CADY%3DM8rsdsxp%3D4c2oJc_aav%3DppMP5pjV8cAB0f3jCnWXFMK2UA%40mail.gmail.com.

Derek Sigler
SKU: 817752013956

From: Andrew Ricke <andrew...@gmail.com>
To: "arch-r...@googlegroups.com" <arch-r...@googlegroups.com>
Sent: Saturday, April 12, 2014 10:50 PM
Subject: Re: (Arch Reactor) Lulzbot Taz Status
Andrew Ricke
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/1397443305.42727.YahooMailNeo%40web140402.mail.bf1.yahoo.com.

Ice
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor+unsubscribe@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CABOBYTzQ7LYLSGeW70HE_o35UFFL5By3rMS%3Dz7Gfso%3DVTG61dQ%40mail.gmail.com.
For more options, visit https://groups.google.com/d/optout.
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CADY%3DM8rptMNPDYSsWvEMaus%2BxnDFiV%2B-4S446iKF-RKzi3U9HQ%40mail.gmail.com.
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CABOBYTxXRXyiOZwBpGO2-F-E%3Dhmx9dCeO2_T5giBLZ6O3Xn%2Bdg%40mail.gmail.com.
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor+unsubscribe@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CADY%3DM8rsdsxp%3D4c2oJc_aav%3DppMP5pjV8cAB0f3jCnWXFMK2UA%40mail.gmail.com.
For more options, visit https://groups.google.com/d/optout.
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor...@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CABOBYTzvk9_%3D7ky2SWYeYm2fU%2BQbEroAB3jBKdJ%3D61Ni5yNC-g%40mail.gmail.com.
Deech
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/e9377b1c-242c-447c-9e9b-02d329e2d03d%40googlegroups.com.
Andrew Ricke
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CADY%3DM8o%3DDq9MBx9ENZWp-DgKzf82JVeNkZB9MRMYcEUJRKDM_g%40mail.gmail.com.
Andrew Ricke
Andrew Ricke

EschewObfuscation
Attached is my Cura config file for the Taz3. I printed out both sides of this auger and only had to restart once...
Cool, that sort of pragmatic stuff is very helpful.
What's the auger to do? Is that PLA? How does one glue PLA?
Andrew Ricke
Andrew
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor...@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/1402341324.18489.YahooMailNeo%40web140404.mail.bf1.yahoo.com.
<Taz3-Cura-Profile.ini>
<Auger.jpg>

Chris Weiss
Andrew Ricke
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor...@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CAEhO07P83pdXC%2BdNZ4Szg28A9y2X5y4X4hY6sqrjpz7cZ0kD9w%40mail.gmail.com.
Andrew Ricke

Brad Tissi
On Friday, June 27, 2014 10:32:29 AM UTC-5, Andy Ricke wrote:
Thoughts on having a sign like this mounted on the Taz? Same material as the door sign. It would place on the front pretty much forcing you to read it to look at the extruder.Any changes to the rules? Keep in mind I'm likely at the smallest font size I can do with the tooling I have for HDPE.
On Fri, Jun 13, 2014 at 7:12 PM, Andrew Ricke <andrew...@gmail.com> wrote:
Yes in part. Still limited success trying the taping to work around the leaking problems. The heat ossilation/fluctuation was still occurring leading to the odd prints.
is this at all related to the problems with the old nozzle?--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor+unsubscribe@googlegroups.com.

Bob S.
Andrew Ricke
Derek Sigler
-derek
Bob S.
Bob S.
Chris Weiss
one folder. If you had a folder with your name, i left it, and
everything else I just put in a folder called OLD.
I propose that all gcode goes in a folder unless you're going to
delete it right away. we can a make folder for demo things too.
Robert Satchell
Good idea!!!
--
You received this message because you are subscribed to a topic in the Google Groups "Arch Reactor" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/arch-reactor/XMIJg9vU10Y/unsubscribe.
To unsubscribe from this group and all its topics, send an email to arch-reactor...@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CAEhO07PALtW%2BDYoL22PdBB%2BnC0RMXHA%3DoHcvsKDMCPLkT-2eXg%40mail.gmail.com.
Deech
--
You received this message because you are subscribed to the Google Groups "Arch Reactor" group.
To unsubscribe from this group and stop receiving emails from it, send an email to arch-reactor...@googlegroups.com.
To post to this group, send email to arch-r...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CA%2B19ihnmDXCSeJtmcrk0XVQiS4WzXoaqJoyYj2wMyVeH4LSMrw%40mail.gmail.com.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Robert Kleeschulte
To view this discussion on the web visit https://groups.google.com/d/msgid/arch-reactor/CADY%3DM8qb0sJr6eJpqVr-R7ZavXN0XJDkZv76eOZcfA5JC620Rg%40mail.gmail.com.
Chris Weiss
going to print again.