Backlash compensation in Y axis fails

@technolitrix

mark maker
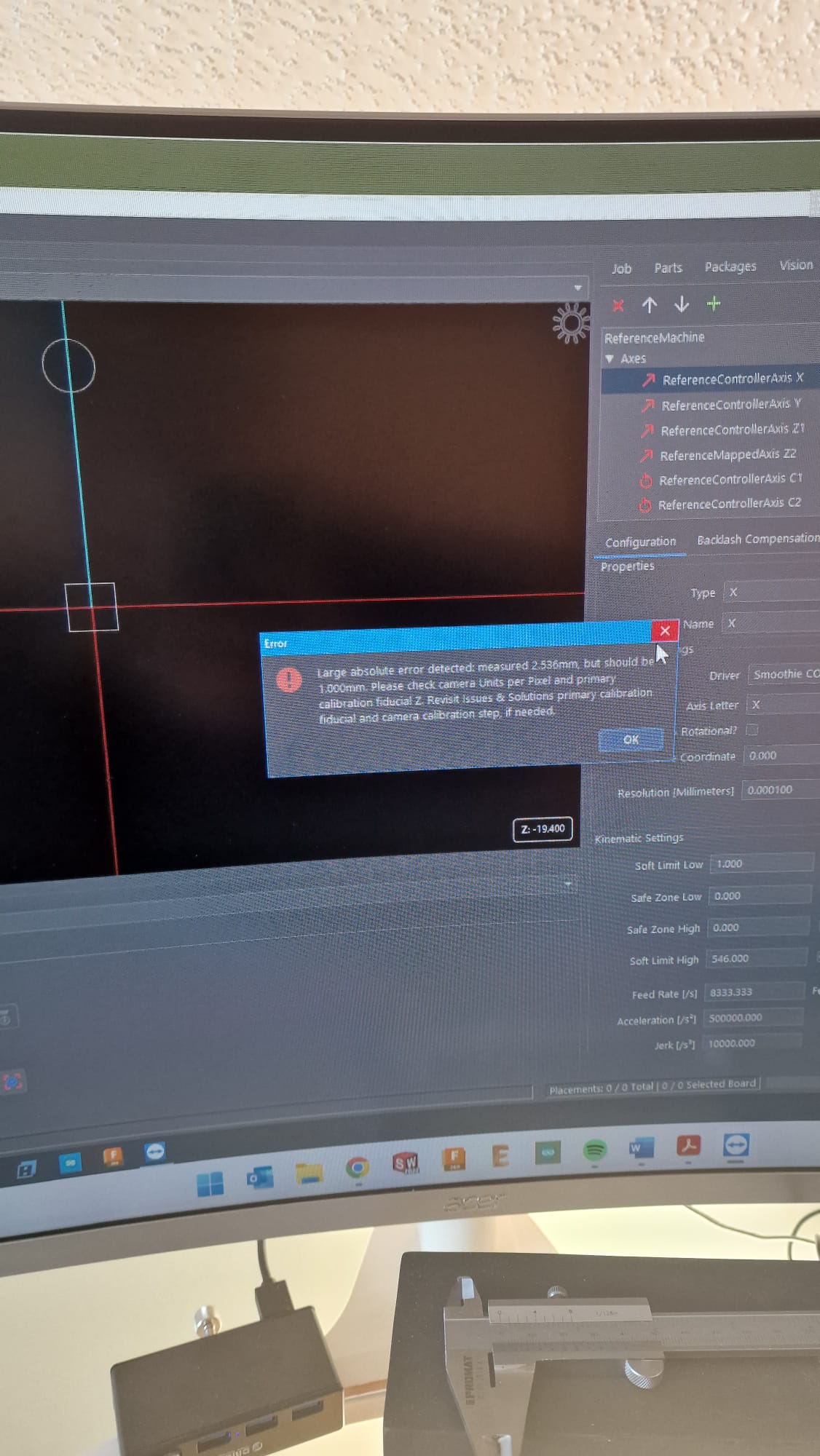
Aside from the things mentioned in the dialog box, also look at steps per mm in your controller configuration.
Put a ruler on the machine table and jog in Y direction using 1mm steps, check if the ruler ticks correspond to jog steps.
_Mark
--
You received this message because you are subscribed to the Google Groups "OpenPnP" group.
To unsubscribe from this group and stop receiving emails from it, send an email to openpnp+u...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/5c221564-d1c0-4472-ab7f-31b55bd9885bn%40googlegroups.com.
@technolitrix
mark maker
Ahh, sorry, I missed the text underneath the image.
Hmmm... I'm down to guessing...
- A Unit conversion problem? Are you using Inches?
- Camera
Settling issue? Have you used I&S to tune Camera
Settling? This is rather new and the heuristic might be
failing in situation that I did not anticipate correctly. You
could set it to a long FixedTime settling and test if that
solves the issue. In any case report back, so I can improve the
heuristics.
- Camera swinging? How stiff is your head/camera holder etc.?
- Fiducial mismatch? Something else nearby is mistaken as the fiducial (including reflections)?
Please send the log at TRACE level.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/a8cea6ba-1ee4-4414-aa7f-92f3074788ean%40googlegroups.com.
@technolitrix
mark maker
Thanks. I'm quite at a loss. Please send the machine.xml
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/123f93fa-574c-4efb-b90d-8e060e56b2b9n%40googlegroups.com.
mark maker
Erm... what the heck? You got 500'000mms-2
acceleration and 500'000mm/min feed-rate on that machine? But only
1000mms-3 jerk?
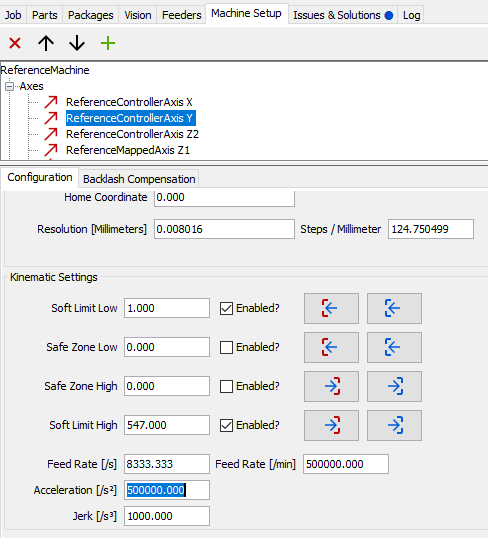
Probably not.
I don't exactly know if or how this could end up creating the issues you reported, but you should fix this first.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/6afc82a7-668f-48ed-9401-2183354cf77en%40googlegroups.com.

bert shivaan
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/263b424f-d38c-33cc-c97b-fe976b4695cb%40makr.zone.
@technolitrix
mark maker
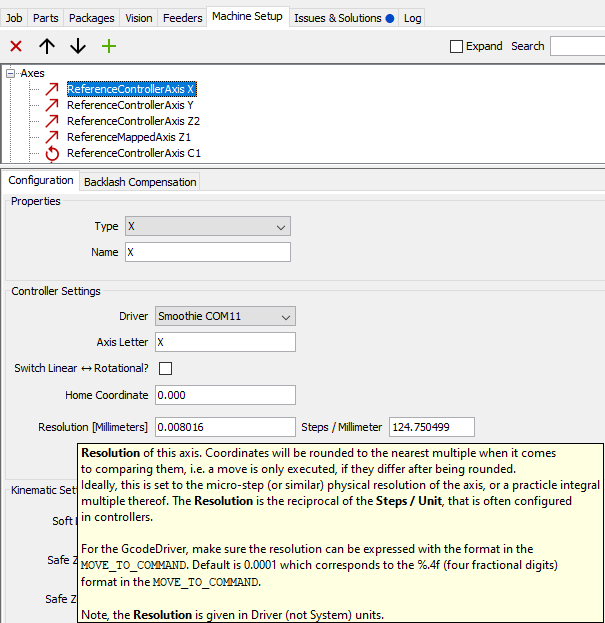
> What I don't understand is the setting for steps/unit, what is this for in OpenPNP
It should be described in the tool-tip of the Resolution setting.
If this is not good enough, please report back specifically what
is unclear, so it can be improved.
As to the problem of Y axis backlash calibration I really have no ideas left. The log shows that the G-code sent is right, but the video (1:30 to 3:20) shows a different behaviour. Normally, this would simply point to the steps/mm not being configured right on the controller side. But you said jogging against a ruler is OK, so I'm now at the end of my rope. All I can suggest is to tripple-check everything I said. Sorry.
One thing that I noticed (0:12) is that your camera seems to be
on Auto-Exposure which is no good for Computer Vision. In the
video you see how it adapts to the switched-on light slowly. You
should be told by Issues & Solutions to switch Auto-Exposure off
(if the camera model supports it).
Please report back what I&S suggests. This is rather new
functionality (newest testing version) and may still be buggy on
camera models I couldn't test. If your camera model does not
support manual exposure, consider buying a new camera. I'm
serious, Auto-Exposure is very bad because you cannot set stable
thresholds, which are crucial for some ops.
But this does not explain the problem with your Y axis.
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/e2290441-87fd-43b7-9aa6-46f1de920699n%40googlegroups.com.

{kind=link}
{kind=link}
tonyl...@gmail.com
@technolitrix
mark maker
> So the gauge showed me on 10mm movement a -0.1 miss movement
No, this will almost certainly not solve the problem. According to the video, you have a factor 1.88 in the step test. So the machine moves almost double the distance it is told to move by G-code (according to the log).
_Mark
To view this discussion on the web visit https://groups.google.com/d/msgid/openpnp/be1d95df-8216-4653-aa60-52deec450cefn%40googlegroups.com.