CS material, E70S2- Welder qualified , can he weld SS 316 material & Duplex, Super duplex material with E70s2 qualification ? or he should be qualified by separate SS 316 & Duplex ,SDSS material ?

Madheswaran s

pgos...@rogers.com
Hi,
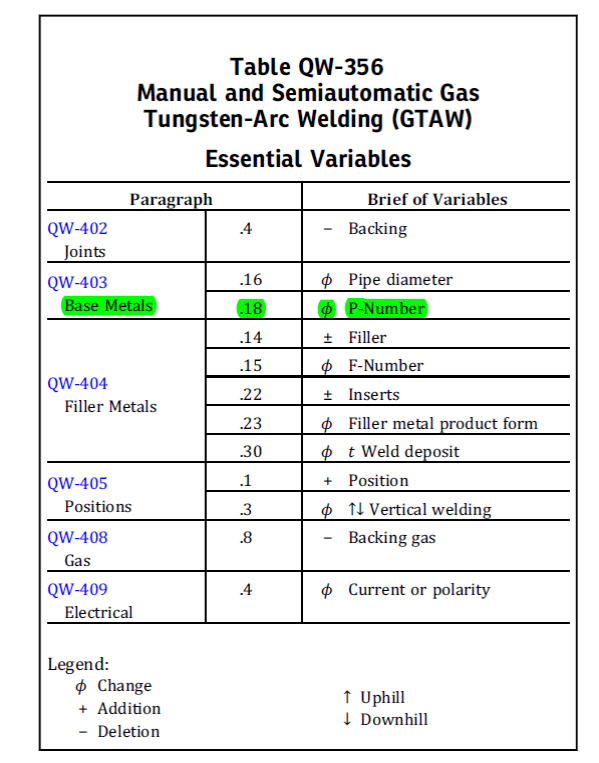
The welder is not qualified to weld SS 316 or DSS or SDSS. Though the F No for consumables remain to be the same , the P No gets changed. Hence welder will require new qualification.
Thanks.
Pradip Goswami.P.Eng, IWE.
Independent Welding & Metallurgical Engineering Specialist
Saudi Aramco Approved Designated Project Welding Engineer (DPWR)
Qatar Petroleum Approved, SME-Materials & Corrosion Engineering.
Linkedin: https://www.linkedin.com/in/pradip-goswami-2999855/
Email:pgos...@rogers.com,pradip....@gmail.com
Cell/Whasapp:1-905-9793232
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/2d44c76c-a78f-402e-80a7-0616f1c9ca0an%40googlegroups.com.


maheshQAQC

M.Sathiya Narayanan
--

srinivas rao
Dear Madheswaran ,
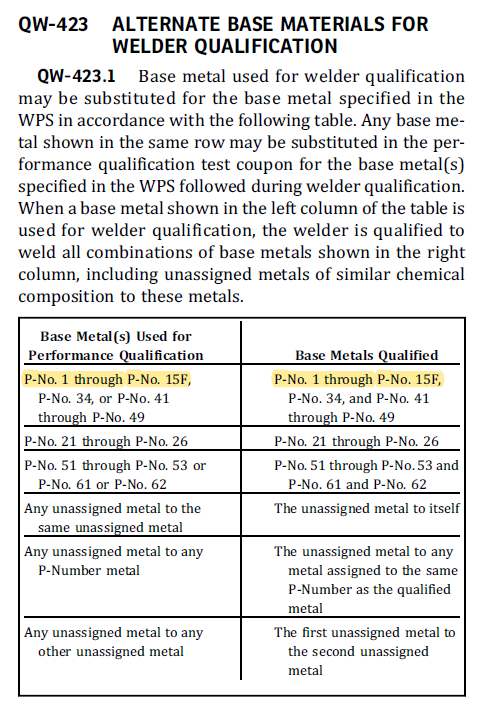
As general understanding of code ,If the Essential variables of CS qualified by the welder are not changes, then the welder is allowed to weld SS material as permitted by the ASME SEC IX , QW-423, There is only one major change in SS welding is back purging(backing). A welder qualified without backing, can weld with backing as per ASME sec IX this is only limited to GTAW process/the process where essential variables are not changed
So a welder qualified in CS without purging can weld SS with purging. But one has to consider other variables like are this welder cable to do welding in case of purging, is he aware of welding variable, other welding requirements to be followed for material mainly inter pass, travel speeds.
Considering the base material chemistry , metallurgy and criticality of the job one shall not allow CS qualified welder for SASS, DSS, SDSS welding even though code permits.
thanks& regards,
Zeghanu Gigi
Some contractors use the essential variable tables (QW-352 thru 357) to minimize their costs. For instance, they might test the welder for stainless steel material by using carbon steel material.
Consider the actual project material is stainless steel and you do not want to waste stainless steel material for testing.
You ask the welder to weld in carbon steel material but with stainless steel filler metal.
Ø Based on the essential variable table P number 1 (Carbon Steel) qualifies P 8 (Stainless Steel), and the
Ø F number is the same.
Ø So you qualify your welder for stainless steel material by using carbon steel material but stainless steel filler metal.
Ø Adding back gas(purge gas) for SS welding -NO ESSENTIAL VARIABLE

Sham Shahabuddin -Welding Inspector, HANBO
--
Sham Shahabuddin -Welding Inspector, HANBO
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/bcd0a5fe-4ecf-4f39-8db4-b10f2e32b756n%40googlegroups.com.
KRISHNASAMY MASANAM
Dear Sirs,
Greetings and have a good day… I need your suggestions for the below items...
we have done Super duplex to Super duplex WPS and PQR, and it was successfully accepted in mechanical tests. While sent to the client for approval, they were requested to do the chemical test. We did the chemical test at three times which are failed, we don’t know what was wrong, why the test is failed, I have attached the files of the welding parameters of PQR for your reference, Could you please advise us how to solve this issue… Thanks in advance…


Sent: Friday, July 29, 2022 3:55 PM
To: material...@googlegroups.com <material...@googlegroups.com>
Subject: [MW:33323] RE: 33319] CS material, E70S2- Welder qualified , can he weld SS 316 material & Duplex, Super duplex material with E70s2 qualification ? or he should be qualified by separate SS 316 & Duplex ,SDSS material ?

praveen alavandar
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/PH0PR07MB92354351F7F51CD1C0E4640BAB419%40PH0PR07MB9235.namprd07.prod.outlook.com.

manish kulkarni
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/PH0PR07MB92354351F7F51CD1C0E4640BAB419%40PH0PR07MB9235.namprd07.prod.outlook.com.

james gerald
On Wed, 7 Sept 2022 at 11:37, 'manish kulkarni' via Materials & Welding<material...@googlegroups.com> wrote:
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/1410580248.192125.1662535822093%40mail.yahoo.com.

Naveen Raj
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/PH0PR07MB92354351F7F51CD1C0E4640BAB419%40PH0PR07MB9235.namprd07.prod.outlook.com.
james gerald
On Wed, 7 Sept 2022 at 12:24, 'james gerald' via Materials & Welding<material...@googlegroups.com> wrote:
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/1650028315.115783.1662538710251%40mail.yahoo.com.

Ahmad el-sharkawy
Ahmed Elsharkawy| QA/QC Engineer.
Mobile: (+20) 01110423873
Mobile: (+20) 01026633417
Email: Ahmad.Sh...@gmail.com
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/347746120.133575.1662542970499%40mail.yahoo.com.

Sathish Kumar C
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/622817223.232228.1662535957707%40mail.yahoo.com.

Shahil Saini
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/PH0PR07MB92354351F7F51CD1C0E4640BAB419%40PH0PR07MB9235.namprd07.prod.outlook.com.

Vishwas Keskar
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/PH0PR07MB92354351F7F51CD1C0E4640BAB419%40PH0PR07MB9235.namprd07.prod.outlook.com.

{kind=link}
Abdul Rauf
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/PH0PR07MB92354351F7F51CD1C0E4640BAB419%40PH0PR07MB9235.namprd07.prod.outlook.com.