Tube to Tube sheet welding, Orbital welding parameters for header box
72 views
Skip to first unread message

orbital
Apr 9, 2020, 12:24:02 AM4/9/20
to Materials & Welding
Guys i am developing weld procedures for automated orbital welding and having trouble trouble with achieving required hardness.
SA-516-70N 2"Thk tube sheet / SA-179 1"OD x 6"Lg Tubes different wall thickness. Preheating 400 interpass 600 F
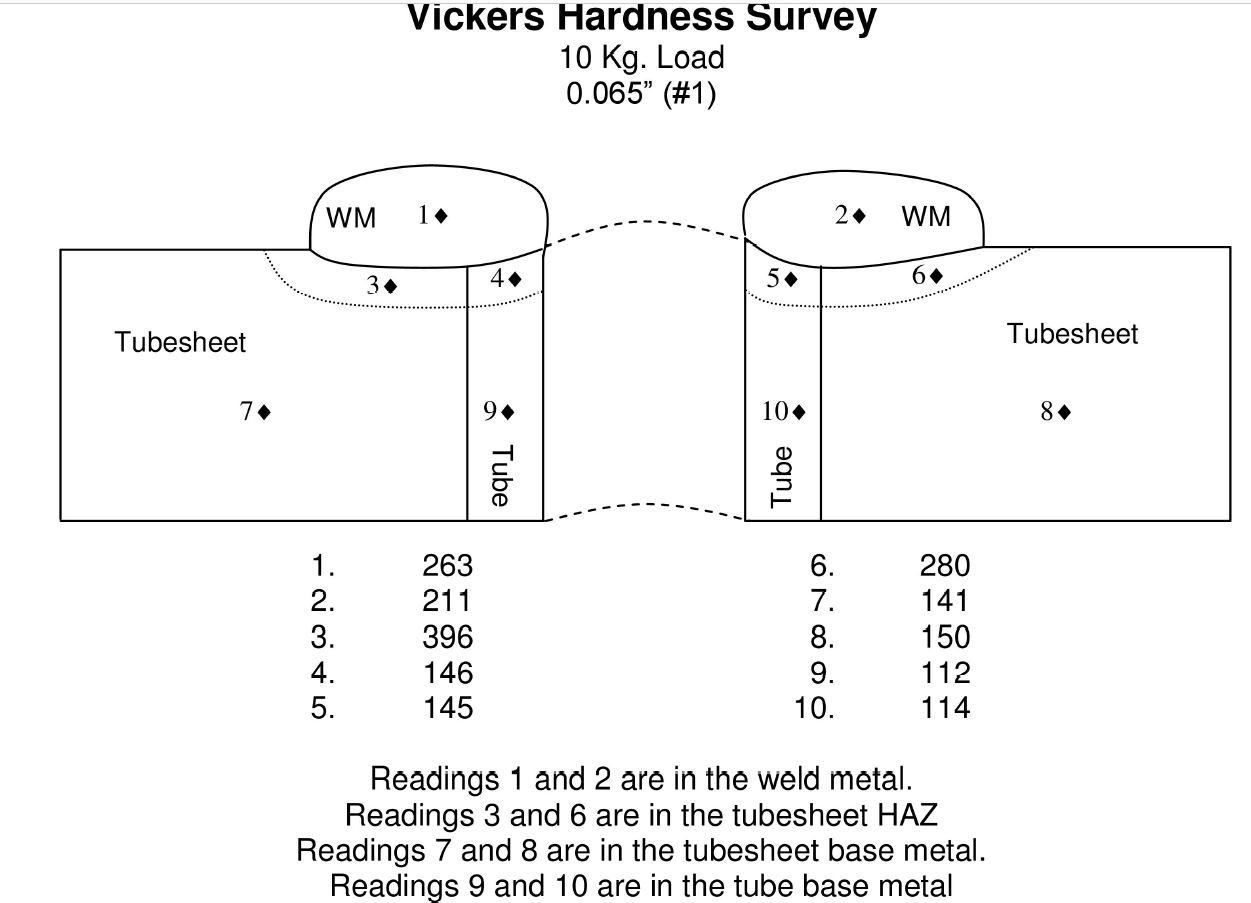
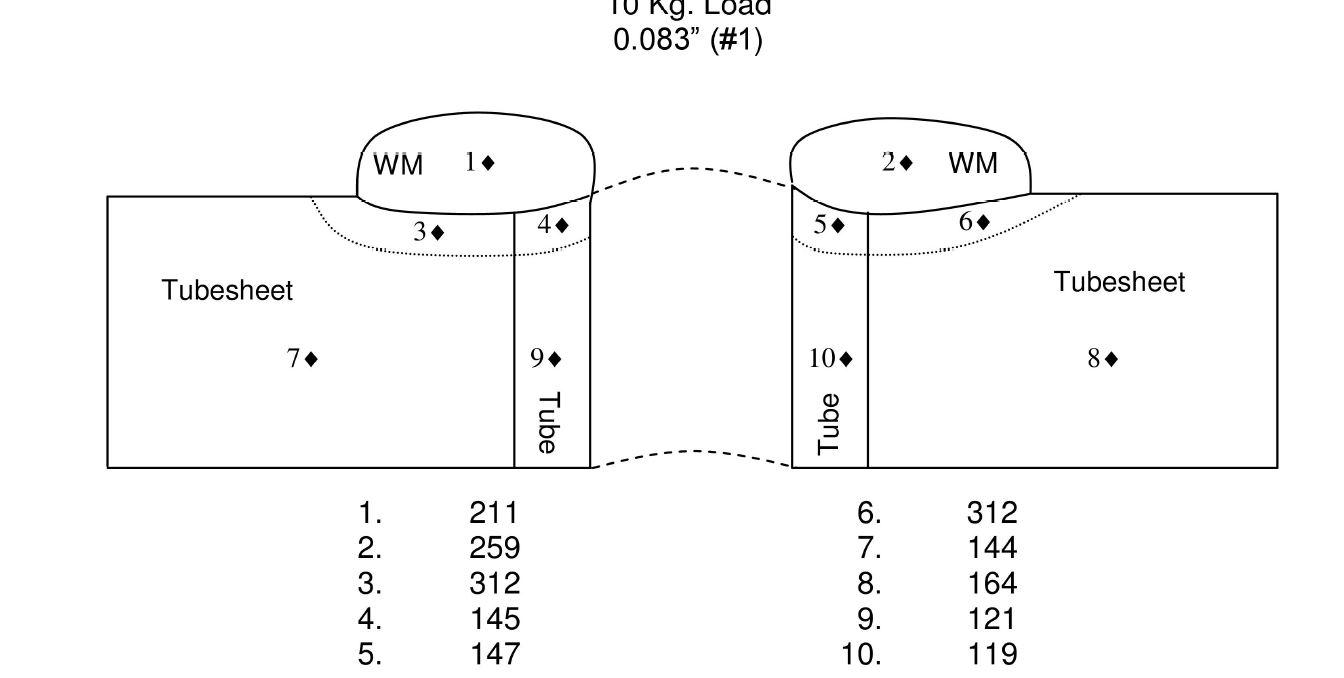
I am having isues with hardness on the heat affected zone. The criteria to meet is 248 Hv10 (vickers). Especially at the Haz zone iam getting 300 vickers.
Anyone have experience in tube to tube sheet welding can offer some suggestions that will be great.
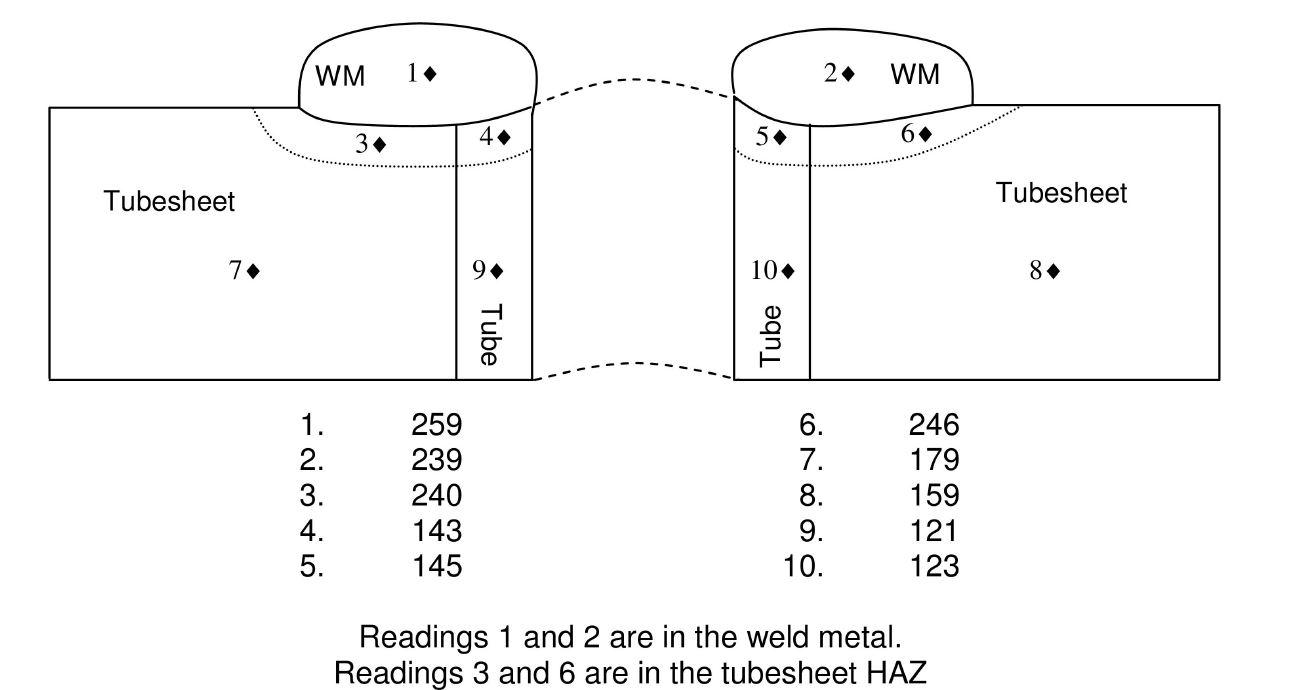
My best results were in 0.095 wall thickness where HAZ readings were close to 250 still failed becauseit was marginally over. 0.065, 0.83 failed with HAZ hardness averaging at 300.
Best reagrds
Tesh

d...@btinternet.com
Apr 9, 2020, 6:31:09 AM4/9/20
to material...@googlegroups.com
Try a slower welding speed and a closer arc length.
Regards, 9 4 2020.
David Harvey

james gerald
Apr 9, 2020, 7:05:02 AM4/9/20
to 'dwh@btinternet.com' via Materials & Welding
Problems related to Hardness may be due to High Heat Input or preheat being applied not properly (temperature is OK) you may look at the option of reducing the cooling rate or checking at the Carbon Equivalent
Thanks & Regards
J.Gerald Jayakumar
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit
https://groups.google.com/d/msgid/materials-welding/3277447a.10ad.1715e7c63d8.Webtop.227%40btinternet.comhttps://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit
.

Vinay Thattey
Apr 11, 2020, 3:11:51 AM4/11/20
to material...@googlegroups.com
Yes. I agree kindly check CE .
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/1877339917.2035801.1586429580458%40mail.yahoo.com.

George Dilintas
Apr 12, 2020, 12:20:36 AM4/12/20
to material...@googlegroups.com
Higher hardness could mean:
Higher residual stresses
Martensite formation
The most probable cause are Higher residual stresses.
To reduce the residual stresses are following options:
1. Increase preheat. You may try 100degC
2. Decrease interpass temperature. You May try 150 degC
3. Decrease heat Input by shortening the arc or Increase welding spead
--

Ahmed Osman
Apr 15, 2020, 2:28:55 AM4/15/20
to Materials & Welding
- check the hardness of BM away from welding and what Is the welding HV values ?
- HAZ prosperities mainly related to the base metal
- your base metal SA516 in normalised condition .. after welding the mech. priorities gained by heat treatment is lost unless u keeping the transformation temp. and cooling rate as the original treatment condition
- any way .. as much as u can try to increase HI for getting the lowest cooling rate
best regards
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/776b4b23-3024-45d2-8195-213b304707f4%40googlegroups.com.
orbital
Apr 28, 2020, 11:37:18 AM4/28/20
to Materials & Welding
Harness of BM: attached pic's for 0.65,0.083 & 0.095. I am doing something right on the 0.095 W as previously mentioned because it is pretty close to the 248 hv requirement. Readings attached.
On Wednesday, April 15, 2020 at 1:28:55 AM UTC-5, Ahmed Osman wrote:
- check the hardness of BM away from welding and what Is the welding HV values ?- HAZ prosperities mainly related to the base metal- your base metal SA516 in normalised condition .. after welding the mech. priorities gained by heat treatment is lost unless u keeping the transformation temp. and cooling rate as the original treatment condition- any way .. as much as u can try to increase HI for getting the lowest cooling ratebest regards
Guys i am developing weld procedures for automated orbital welding and having trouble trouble with achieving required hardness.--SA-516-70N 2"Thk tube sheet / SA-179 1"OD x 6"Lg Tubes different wall thickness. Preheating 400 interpass 600 FI am having isues with hardness on the heat affected zone. The criteria to meet is 248 Hv10 (vickers). Especially at the Haz zone iam getting 300 vickers.Anyone have experience in tube to tube sheet welding can offer some suggestions that will be great.My best results were in 0.095 wall thickness where HAZ readings were close to 250 still failed becauseit was marginally over. 0.065, 0.83 failed with HAZ hardness averaging at 300.Best reagrdsTesh
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to material...@googlegroups.com.
orbital
Apr 28, 2020, 11:27:39 PM4/28/20
to Materials & Welding
The CE on the plate was 0.44, thanks in advance,
Problems related to Hardness may be due to High Heat Input or preheat being applied not properly (temperature is OK) you may look at the option of reducing the cooling rate or checking at the Carbon EquivalentThanks & Regards
J.Gerald Jayakumar
On Thursday, April 9, 2020, 05:31:05 PM GMT+7, 'd...@btinternet.com' via Materials & Welding <material...@googlegroups.com> wrote:
Try a slower welding speed and a closer arc length.
Regards, 9 4 2020.
David Harvey
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to material...@googlegroups.com.
To view this discussion on the web visit
orbital
Apr 28, 2020, 11:27:39 PM4/28/20
to Materials & Welding
Doesent increasing heat input accelerate cooling, provided i cant control the quick loosing of temperature from the interpass. I was thinking about increasing roatational speed and simultaneously reducing amperages, which somewhat keeps the cooling rate down.
On Wednesday, April 15, 2020 at 1:28:55 AM UTC-5, Ahmed Osman wrote:
- check the hardness of BM away from welding and what Is the welding HV values ?- HAZ prosperities mainly related to the base metal- your base metal SA516 in normalised condition .. after welding the mech. priorities gained by heat treatment is lost unless u keeping the transformation temp. and cooling rate as the original treatment condition- any way .. as much as u can try to increase HI for getting the lowest cooling ratebest regards
Guys i am developing weld procedures for automated orbital welding and having trouble trouble with achieving required hardness.--SA-516-70N 2"Thk tube sheet / SA-179 1"OD x 6"Lg Tubes different wall thickness. Preheating 400 interpass 600 FI am having isues with hardness on the heat affected zone. The criteria to meet is 248 Hv10 (vickers). Especially at the Haz zone iam getting 300 vickers.Anyone have experience in tube to tube sheet welding can offer some suggestions that will be great.My best results were in 0.095 wall thickness where HAZ readings were close to 250 still failed becauseit was marginally over. 0.065, 0.83 failed with HAZ hardness averaging at 300.Best reagrdsTesh
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to material...@googlegroups.com.
orbital
Apr 28, 2020, 11:27:40 PM4/28/20
to Materials & Welding
David thank you for your reply. Can you tell me the reasoning behind slower weld speed.
orbital
Apr 28, 2020, 11:27:40 PM4/28/20
to Materials & Welding
Decreasing the heat input makes sense. I am goi ng to try reducing the amperage and increasing weld speed.
Higher hardness could mean:Higher residual stressesMartensite formationThe most probable cause are Higher residual stresses.To reduce the residual stresses are following options:1. Increase preheat. You may try 100degC2. Decrease interpass temperature. You May try 150 degC3. Decrease heat Input by shortening the arc or Increase welding spead
Στις Πέμ, 9 Απρ 2020, 13:31 ο χρήστης 'd...@btinternet.com' via Materials & Welding <material...@googlegroups.com> έγραψε:
--
Try a slower welding speed and a closer arc length.
Regards, 9 4 2020.
David Harvey
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to material...@googlegroups.com.

{kind=link}
{kind=link}
{kind=link}
Vanchinath S.A.
Apr 29, 2020, 1:20:00 AM4/29/20
to material...@googlegroups.com
What's the method for preheating? You have to ensure whole thickness is covered for preheating to reduce the cooling rate.
Regards
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/b64cfe46-db32-4110-b3ae-74f21cd0670d%40googlegroups.com.
Reply all
Reply to author
Forward
0 new messages