Whether we can weld SA 335 P11 and SA 335 P91
765 views
Skip to first unread message

arunkumar periasamy
Jun 17, 2015, 9:59:47 AM6/17/15
to material...@googlegroups.com
In my condensing system my header line is having 2 materials
The line above sprayer which was connecting with condenser is SA 335 P11
And after sprayer till loop is SA 335 P91
Now my problem is whether we can weld or connect this SA 335 P11 and SA 335 P91 ?

S.Mohammed
Jun 17, 2015, 11:32:27 PM6/17/15
to material...@googlegroups.com
whats thickness and joints type involve?
arunkumar periasamy
Jun 18, 2015, 2:37:34 AM6/18/15
to material...@googlegroups.com
it is
OD 60.3mm and Thickness= 11.07mm
pressure = 6 bars
temp= 585 c
it is an butt weld
it is not an condensing system it is an MAV system ( Lubricant supply system )
OD 60.3mm and Thickness= 11.07mm
pressure = 6 bars
temp= 585 c
it is an butt weld
it is not an condensing system it is an MAV system ( Lubricant supply system )

james gerald
Jun 18, 2015, 3:34:32 AM6/18/15
to material...@googlegroups.com
YES you can weld SA335 P11 to SA 335 P91 with care.
As the PWHT temperature of P91 say 760 degC may exceed the lower transformation temperature of P11, a transition piece is recommended. Else butter the P91 portion using E9018 B3, perform the PWHT at 760 for 1 Hour then weld the buttered portion to P11 using E8018 B2 and perform PWHT at 690degC.
Thanks & Regards
J.Gerald Jayakumar
0091-9344954677
From: arunkumar periasamy <arun...@gmail.com>
To: material...@googlegroups.com
Sent: Thursday, June 18, 2015 9:36 AM
Subject: [MW:23087] Re: Whether we can weld SA 335 P11 and SA 335 P91
--
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To post to this group, send email to material...@googlegroups.com.
Visit this group at http://groups.google.com/group/materials-welding.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/f5e2364b-86a7-43d5-91c7-db540299ef3a%40googlegroups.com.
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To post to this group, send email to material...@googlegroups.com.
Visit this group at http://groups.google.com/group/materials-welding.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/f5e2364b-86a7-43d5-91c7-db540299ef3a%40googlegroups.com.
arunkumar periasamy
Jun 18, 2015, 5:02:46 AM6/18/15
to material...@googlegroups.com
here given electrode rod is used for
P11-P22 E8018 B2 and
P91-P22 E9018 B3
so my transition piece material should be SA335 P22
if yes Can we use min 1d length for our transition piece SA335 P22
On Wednesday, June 17, 2015 at 7:29:47 PM UTC+5:30, arunkumar periasamy wrote:

Ranendra Chakraborty
Jun 18, 2015, 5:02:51 AM6/18/15
to material...@googlegroups.com
You can directly weld P11 to P91 with ER80S-B2 and E9016-B3. Maintain a preheat at 205 C and perform PWHT at 710C to 720C.
Regards,
Ranendra Chakraborty
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/1897297439.973280.1434611732382.JavaMail.yahoo%40mail.yahoo.com.

pgoswami
Jun 18, 2015, 7:30:14 AM6/18/15
to material...@googlegroups.com, arun...@gmail.com
Hi Arunkumar,
You may follow this discussion and the
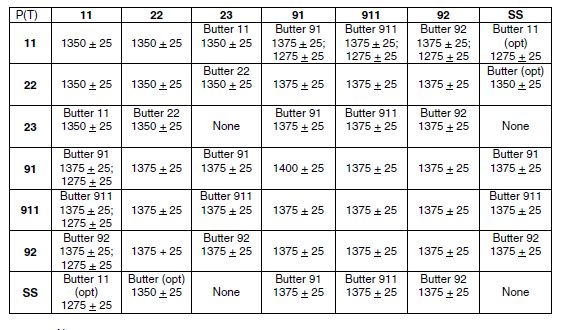
provided solutions to your solve your problem. The table below provides overall
electrode selection matrix for DMWs involving Grade-91 and other
alloys.
Thanks.
Pradip
Goswami, P.Eng,IWE
Welding &
Metallurgical Engineer/Specialist
Ontario,
Canada

To
view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CANGGvaJXdNMdSigj1rX3kweoOEpD-QZis-YWQL3t5HFZr8M9PQ%40mail.gmail.com.
Ranendra Chakraborty
Jun 18, 2015, 9:17:47 AM6/18/15
to material...@googlegroups.com, arun...@gmail.com
Dear Pradip Sir,
Can you share your experience which one is better buttering or direct welding for metallurgical and strengthening point of view?
Regards,
Ranendra Chakraborty
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/3947C1F4AA7F42D392608CD31CE283A1%40homepg.

Kannayeram Gnanapandithan
Jun 19, 2015, 11:06:12 AM6/19/15
to materials-welding
if thick is less than 13mm, direct welding with pup piece,otherwise buttering, but pwht is issue if u weld P11+P91 directly because AC1 temp for P11 is around 745 deg celsius which is very to PWHT temp of P91
THANKS & BEST REGARDS,
KG.PANDITHAN, IWE, AWS-CWI, CSWIP 3.1,
CONSULTANT-WELDING & QUALITY
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CANGGvaJ0JZ-T2JkfHgz84iZZUCh4bHAx8L9PP2BJoKP1hhaVJQ%40mail.gmail.com.
pgoswami
Jun 20, 2015, 11:23:08 PM6/20/15
to arun...@gmail.com, ranen...@gmail.com, material...@googlegroups.com
Hi Arun & Ranedra,
Please see the suggested recommendations in the
attachment.
Thanks.
Pradip
Goswami, P.Eng,IWE
Welding &
Metallurgical Engineer/Specialist
Ontario,
Canada
From: material...@googlegroups.com [mailto:material...@googlegroups.com] On Behalf Of Ranendra Chakraborty
Sent: Thursday, June 18, 2015 8:34 AM
To: material...@googlegroups.com
Cc: arun...@gmail.com
Subject: Re: [MW:23092] Re: Whether we can weld SA 335 P11 and SA 335 P91
Dear Pradip Sir,
Can you share your experience which one is better buttering or direct
welding for metallurgical and strengthening point of view?
Regards,
Ranendra Chakraborty
On Thu, Jun 18, 2015 at 4:59 PM, pgoswami <pgos...@quickclic.net> wrote:
Hi Arunkumar,You may follow this discussion and the provided solutions to your solve your problem. The table below provides overall electrode selection matrix for DMWs involving Grade-91 and other alloys.Thanks.Pradip Goswami, P.Eng,IWEWelding & Metallurgical Engineer/SpecialistOntario, Canada
To
view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CANGGvaJ0JZ-T2JkfHgz84iZZUCh4bHAx8L9PP2BJoKP1hhaVJQ%40mail.gmail.com.

Vishwas Keskar Welding Manager Pune India
Jul 16, 2015, 2:29:27 AM7/16/15
to material...@googlegroups.com
pl add a Gr22 piece in between . Welding between Gr 22 to Gr 91 shall be carried out with Typ - B3 consumable with PWHT at 750-760 Deg C .
On Wednesday, June 17, 2015 at 7:29:47 PM UTC+5:30, arunkumar periasamy wrote:
Reply all
Reply to author
Forward
0 new messages