REG. Hardness max 200 BHN for P NO.1 PQR
87 views
Skip to first unread message

PARAI Reaction Channel
May 2, 2023, 11:02:00 PM5/2/23
to material...@googlegroups.com
Dear Sirs,
One of our client in Korea requires PQR for SA 516-70 , P NO. 1 without PWHT condition , to fabricate shell of 17T U stamp, as per design code ASME SEC VIII DIV- 1 ,
with max 200 BHN in weld and HAZ as per their spec.
So we made a PQR with GTAW ER70S-6 & SMAW E7016 classes for welding SA 516-70 , 17T,
GTAW - 5mm weld deposited from root and rest of the passes with SMAW for 12 mm.
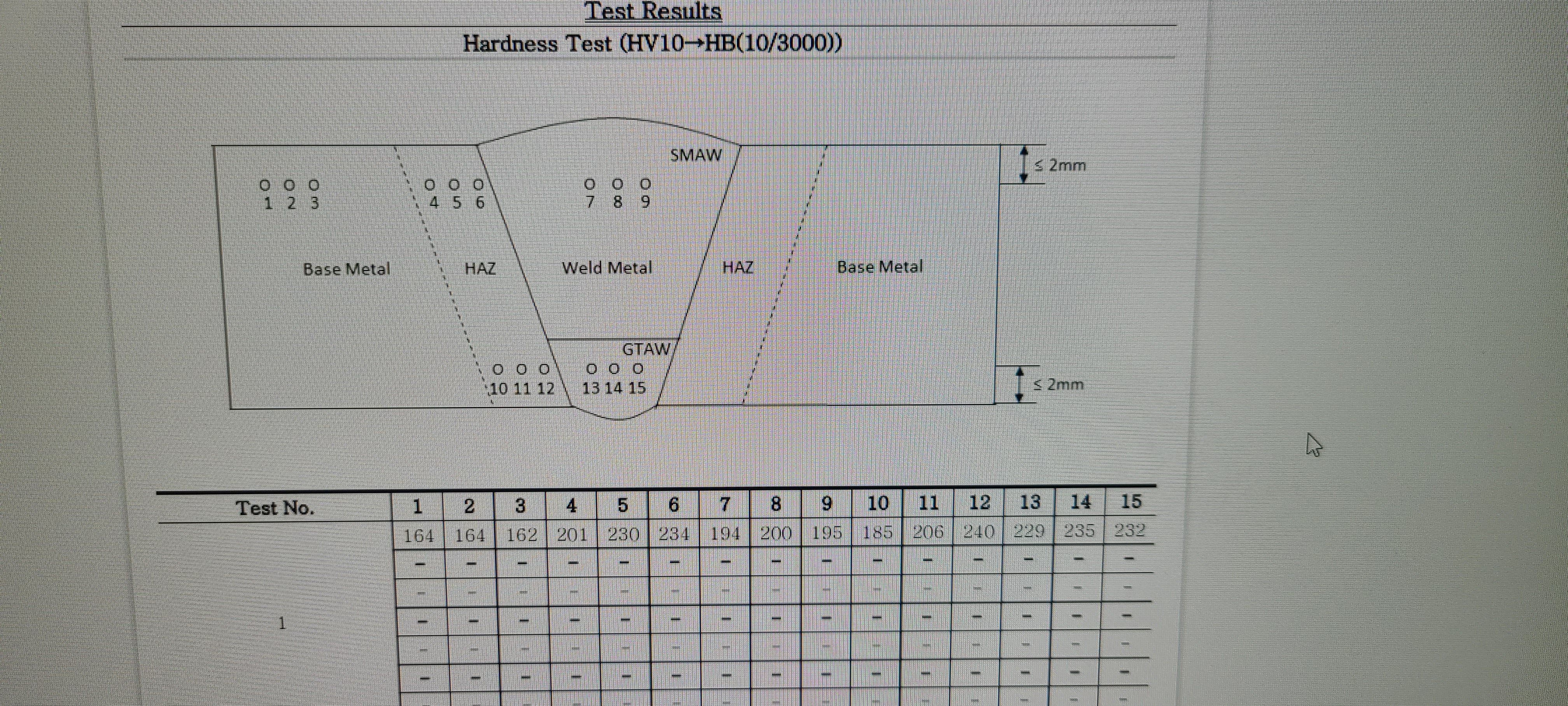
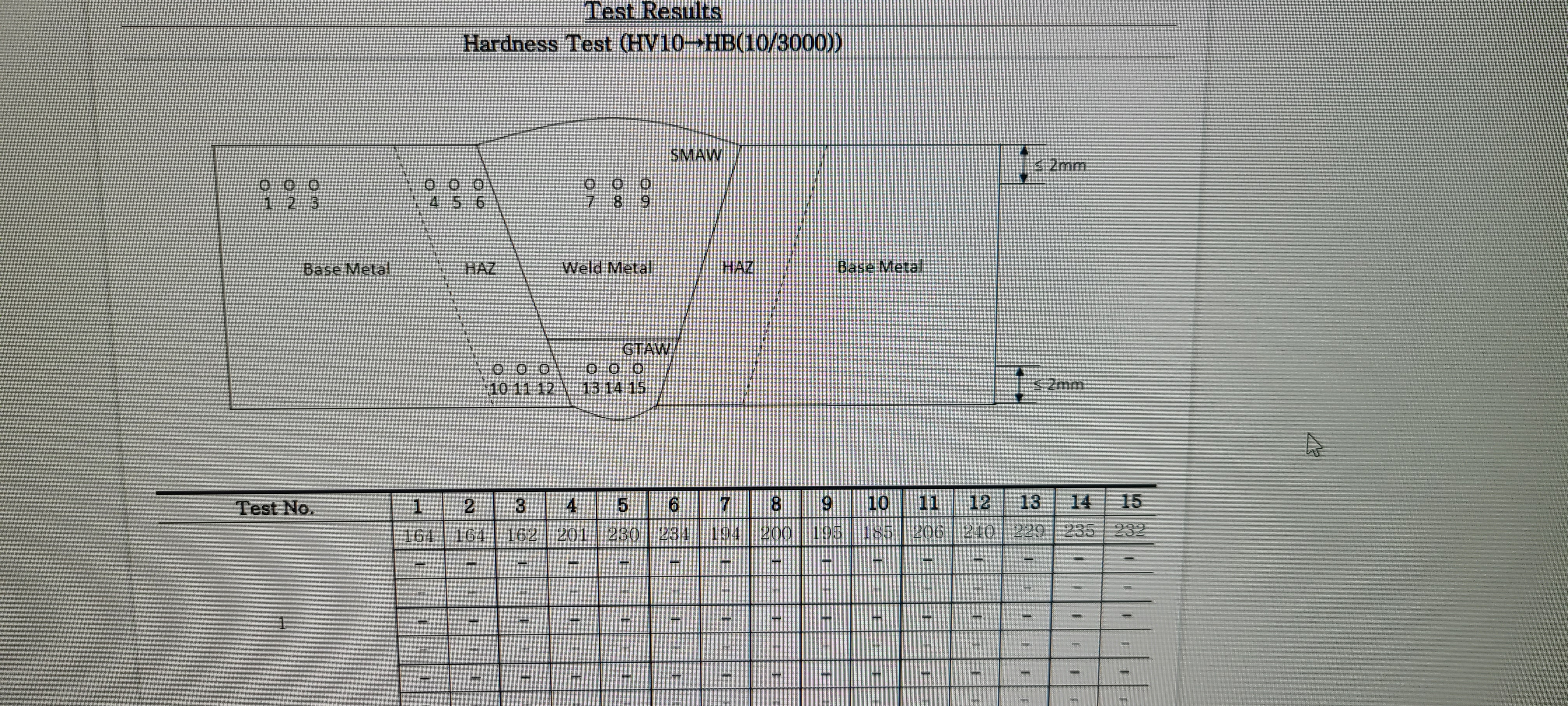
You can find the attached pictures for welding parameters and the PQR test results.
Hardness exceeded the 200 BHN limits.
So, can I change to ER70S-2 , the low manganese GTAW ROD and SMAW E7016 with 3.2 dia to obtain max 200 BHN , without PWHT.
Please advice me urgently, after checking the attached weld parameters, preheat, interpass temp. etc. To successfully get the hardness of max 200 BHN .
Thank you.
With best regards,
Saravanan Sornam,
S. KOREA

Raghuram Bathula
May 2, 2023, 11:09:46 PM5/2/23
to material...@googlegroups.com
you can control thro' the chemistry of filler and base metals (C, and CE), increase preheat
--

james gerald
May 3, 2023, 12:16:51 AM5/3/23
to material...@googlegroups.com
Please note Brinell Hardness testing is used only for Base Material at Mill and for Production hardness testing. The requirement of 200 BHN is mostly specified for Production Hardness testing since you use a 10 mm Ball indentor.
For PQR, you have to use Vicker's Hardness test for which the NACE MR 0103 / 0175 values are 248HV10 which is considered stringent for P1 materials. Please check your specifications.
Thanks & Regards
J.Gerald Jayakumar
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CALV1rkK5AXFPe8atYwOVB6hjNjs1inEunCyFTr09i1c6ZMhyhQ%40mail.gmail.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CALV1rkK5AXFPe8atYwOVB6hjNjs1inEunCyFTr09i1c6ZMhyhQ%40mail.gmail.com.
PARAI Reaction Channel
May 3, 2023, 1:29:01 AM5/3/23
to material...@googlegroups.com
Dear Sir,
Thank you for your reply.
To weld SA 516 70 , 17 T , can we restrict CE to 0.35 % ?
May I know the carbon value for obtaining the low hardness for plate and GTAW , ER70S-6 OR ER70S-2.
Shall I preheat to min 100 deg C and maintain until final pass for 17T ?
Whether ER70S-2 can give Lower hardness for about 5 mm weld deposited from root ?
Please advice.
Regards,
Saravanan Sornam,
KOREA
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CADxVubmi5140cjQVhA76ULyQaZaJwLY7ytWpVkx8503dpmqTfg%40mail.gmail.com.

{kind=link}
{kind=link}
Vishwas Keskar
May 3, 2023, 1:29:01 AM5/3/23
to material...@googlegroups.com
Dear Saravanan
PQR testing is in HV10 due to size of the identer and load (BHN -Ball indenter 10 mm , 3000 kg load ) .Basically for bigger jobs like plate Forgings or high thickness PQR IN P No 1 materials, BHN is followed.
HV10 Hardness shall be 248HV10 when 2200 BHN is specified when PQR hardness is needed.
In your PQR , The readings are complying to less than 248 HV10 (Pl read SP 0472 )
Now let us discuss @ production welding Hardness :
Here you have to use Poldi BHN tester and compare the Ball indent on job with test bar
That hardness is in BHN and shall be less than 200 BHN.
Pl have a word with Client and elaborate above details with them .
Thanks and regards
Vishwas
IWE
Sent from my iPhone
On 03-May-2023, at 9:46 AM, 'james gerald' via Materials & Welding <material...@googlegroups.com> wrote:
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/577222161.1799176.1683087370165%40mail.yahoo.com.
PARAI Reaction Channel
May 3, 2023, 1:29:11 AM5/3/23
to material...@googlegroups.com
Dear Sir,
Thank you.
Yes, you are right.
Even the lab test officer told, they will use vickers only and will convert to BHN as per ASTM E140 .
Please see the attached result.
Regards,
Saravanan Sornam,
KOREA
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/577222161.1799176.1683087370165%40mail.yahoo.com.
{kind=link}
Raghuram Bathula
May 3, 2023, 1:53:34 AM5/3/23
to material...@googlegroups.com
70S2 could be better , you may refer to SP0472 for guidance on fillermetal chemistry and preheat.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CALV1rkK-DmTnXF_EYHKJNCWG5sVyF1Ewg_%3D9z3RaUabMCfcu%3Dg%40mail.gmail.com.
PARAI Reaction Channel
May 3, 2023, 4:08:42 AM5/3/23
to material...@googlegroups.com
Dear Mr. VISHWAS,
so in your statement,
From our PQR result, which has been tested with Vicker HV10, these values are equivalent to BHN 2200 load right,
That is well below the 248 HV 10 as per SP7042 ?
Still we are not sure, why our client needs 200 BHN without pwht for P NO. 1 and there are no special tests, HIC , SSCC, sour service as per NACE requirements in their SPEC.
Regards,
Saravanan Sornam,
KOREA
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/4EB4D2AF-4E7A-46C9-B17C-C32F4567A22E%40gmail.com.
james gerald
May 3, 2023, 11:17:59 PM5/3/23
to material...@googlegroups.com
Dear,
As advised by Viswas and Raghuram, some snapshots of NACE SP0472 to understand about PQR Hardness & Production Hardness.

SP-0472 is only applicable For Refinery and only for understanding.
Thanks & Regards
J.Gerald Jayakumar
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CADxVub%3DRco1bnmibxzwXxyeT3gSWo7-mR59xbRcmyJy9bJXthg%40mail.gmail.com.
Reply all
Reply to author
Forward
0 new messages