Regarding RT before or after PWHT

Ajay

Raghuram Bathula

george....@gr.bureauveritas.com
| From: Ajay Sent: Τρίτη, 29 Σεπτεμβρίου 2015 - 07:37 Reply To: material...@googlegroups.com Subject: [MW:23575] Regarding RT before or after PWHT |
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To post to this group, send email to material...@googlegroups.com.
Visit this group at http://groups.google.com/group/materials-welding.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAM6T1-EGdHb%3DKoxGb-OuLZr5Dr8KpP7_dLG72WQ6AaUdJ-XG-w%40mail.gmail.com.
For more options, visit https://groups.google.com/d/optout.

Kannayeram Gnanapandithan
For alloy steel greater than 3Cr, RTAfter PWHT.??

Alan Denney
PWHT will relieve residual stress and can open up flaws which are otherwise closed by the residual stresses, and that is the reason why NDT for acceptance purposes is performed after PWHT.
Alan Denney
AKD Materials Consulting Ltd
From: material...@googlegroups.com [mailto:material...@googlegroups.com] On Behalf Of Ajay
Sent: 29 September 2015 05:03
To: material...@googlegroups.com
Subject: [MW:23575] Regarding RT before or after PWHT
Dear Sir,
--
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To post to this group, send email to material...@googlegroups.com.
Visit this group at http://groups.google.com/group/materials-welding.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAM6T1-EGdHb%3DKoxGb-OuLZr5Dr8KpP7_dLG72WQ6AaUdJ-XG-w%40mail.gmail.com.
For more options, visit https://groups.google.com/d/optout.

Bala Murugan
ASME Code VIII Div 1 is not specifying any NDE just because our vessel
must be subjected to the PWHT.
After completion of each weld unit, the required NDE must be done so
if the work was unsatisfactory then corrective steps can be taken to
improve the welding in the subsequent units.
So either our vessel is subjected to PWHT or not subjected, there is
no differences in the NDE technique and scope.
If our vessel is subjected in spot or full radiography and also PWHT
is mandatory. We must do radiography when welding completed and all
probable defects removed, repaired and reradiographed, then it is the
time to send the vessel to PWHT shop.
I have seen personally some vessel which had been cracked in weld or
even in base metal after PWHT and I understand why you are concern,
but ASME Code has not mandated radiography after PWHT.
So you may ask why code has not mandated this. It might because we
have another check point in hydrostatic testing so any crack which
developed in PWHT most probably will fail in the hydrostatic testing.
We do not must forget, based the ASME code the full responsibility for
pressure vessel is on the shoulder of manufacture not purchaser or
other parties.
You may note before start of the fabrication, the manufacture provided
his WPS and PQR, so if all welding controlled properly based WPS, this
cracking must not be happen.
I have seen some pressure vessel inspections and test plan which the
purchaser mandated RT before and after PWHT, so definitely the
manufacture will charge the purchaser because this is not code
requirement.
I have also seen some pressure vessel purchasers stated this
requirement in their purchase order and manufacture know from first
day of fabrication which has to do two times radiography.
I believe this practice is not correct in pressure vessel inspections,
the manufacture is responsible for quality on his own work and this
responsibility must not be transferred to the purchaser, engineering
companies and etc.
If the pressure vessel failed under hydrostatic test, then manufacture
must make repair or even rebuild the vessel.
So to prevent this bad incident, the manufacture will make all effort
to control the welding process precisely.
thanks,
Balamurugan M,
Ajay
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/004101d0fa8d%245f012e30%241d038a90%24%40denney1.freeserve.co.uk.

elias jarjoura
Date: Tue, 29 Sep 2015 13:04:04 +0530
Subject: Re: [MW:23585] Regarding RT before or after PWHT
From:.@gmail.com
To: material...@googlegroups.com
george....@gr.bureauveritas.com
| From: Ajay Sent: Τρίτη, 29 Σεπτεμβρίου 2015 - 11:18 |
Reply To: material...@googlegroups.com |
Subject: Re: [MW:23594] RE: 23575] Regarding RT before or after PWHT |
Kannayeram Gnanapandithan
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAM6T1-F-ZVH%3DT6iweXK0etBbsiNr%3DvTt-1%2Bhu%2BYAfC%3DXin1UYw%40mail.gmail.com.
george....@gr.bureauveritas.com
| From: Kannayeram Gnanapandithan Sent: Τρίτη, 29 Σεπτεμβρίου 2015 - 16:47 To: materials-welding Reply To: material...@googlegroups.com Subject: Re: [MW:23605] RE: 23575] Regarding RT before or after PWHT |
george....@gr.bureauveritas.com
From: Kannayeram Gnanapandithan Sent: Τρίτη, 29 Σεπτεμβρίου 2015 - 16:47 To: materials-welding Reply To: material...@googlegroups.com |
Subject: Re: [MW:23605] RE: 23575] Regarding RT before or after PWHT |
Kannayeram Gnanapandithan
Yes P15E very much.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/OFB4537794.0A439131-ONC1257ECF.0052ACE2-1443538982310%40LocalDomain.

Himan Nikdin
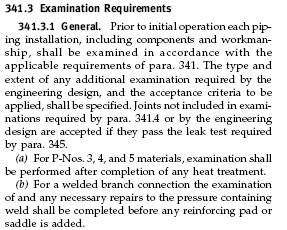
"For P-Nos. 3, 4, and 5 materials, examination shall be performed after completion of any heat treatment" this phrase is from ANSI B31.3 para 341.3(a) Examination Requirements.
Regards,
H.Nikdin
To: material...@googlegroups.com
Date: Tue, 29 Sep 2015 07:29:37 +0200
From: george....@gr.bureauveritas.com
Subject: Re: [MW:23580] Regarding RT before or after PWHT

alam
Dear ,
Pwht is most important after welding but not for the all line .
Why because we have to identify the changes occur during welding and ...so on so many reasons.
pravez Alam
TP verifier
Air Energy
indonesia
+6289503908946
Expect the Unexpected.....
salman cader
The reason for pwht is to get rid of hydrogen cracking.......ask yourself.....is hydrogen cracking a planar defect or a volumner defect.....if its planar then you can do a rt before pwht but if the defects in hydrogen cracking is volumner too then you cant do a pwht.....
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/BLU180-W85EB04A828A42BDDCFCF29E4E0%40phx.gbl.
elias jarjoura
Date: Wed, 30 Sep 2015 13:17:07 +0900
Subject: RE: [MW:23621] Regarding RT before or after PWHT
From: salma...@gmail.com
To: material...@googlegroups.com
Ajay
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAHJeEXG9sh5EukDknY3Vagj%3DuowWHBFoEMbyud2Wp0x1fTOZ5g%40mail.gmail.com.

Hareesh K V
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAM6T1-HRC1CwcAhohojf1s1haomxbwo2CxMMHnF9_ekw4aDuUA%40mail.gmail.com.
Hareesh K V