ASME IX - Welder's qualification Thickness range

Zakaria ghrab
As per ASME sect IX table QW-452-1(b), for welder's qualified in test coupon thickness greater or equal than 13 mm, he's will be qualified to wed thickness " Maximum to be welded"
May my interpretation is true ??
In this case, Can i qualify all welder's in 13 mm thickness, he will be qualified for all thick ( PWHT is not essential variable for welders) and cover all thickness range ?
Regards
--
GHRAB Zakaria
مسؤول عن الجودة
QA/QC SENAD
مشروع المحطة الحرارية ـ الوحدة الرابعة
المحمدية ـ المغرب

VENKATA SWAMI REDDY KARRI
--
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
--
Best Regards,
Q.C.Inspector(Piping&Welding),
BS-132 Project,
SKEC Eng& Con Ltd.,
Postbox no-55653,
Sabahiya-54567,
Kuwait.
kvsre...@gmail.com,karrysw...@yahoo.com,
Ph:00965-94414396.

Prakas...@akersolutions.com
--
With Warm Regards,
Prakash Verma
Metallurgist-Drilling Riser
Systems
QS Supply Chain.
Aker Solutions Supply chain
hub-India
AkerSolutions
Tel.+91-20-66 28 8538
Email.
prakas...@akersolutions.com
From: material...@googlegroups.com [mailto:material...@googlegroups.com] On Behalf Of Zakaria ghrab
Sent: Wednesday, March 09, 2011 10:44 PM
To: material...@googlegroups.com
Subject: [MW:10246] ASME IX - Welder's qualification Thickness range
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.

Shaunak Upadhyay
--
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
--
Regards,
Shaunak Upadhyay,
Mo:- 09662519411

John Henning
You are correct, provided only a single welding process is used to weld the coupon. The requirement is for the weld process to deposit a thickness of ½” (13mm) or greater.
If you welding pipe or tube, you must also consider the groove weld diameter limits table, QW-452.3.
As an example, I often want to qualify a welder to perform pipe welding with a GTAW root and hot pass followed by FCAW to fill the joint. Therefore, a 13mm coupon will not be sufficient to get unlimited thickness qualification for the FCAW process. As I am satisfied with a minimum 2-7/8” (73mm) diameter qualification, I will use either a 6 inch – Schedule 160 or schedule XX coupon and specify that there be a minimum of ½ in. (13mm) of joint left unwelded after completion of the GTAW portion. The welder will be qualified for 2tGTAW and unlimited for FCAW.
Note that corrosion resistant overlay, hard facing overlay, and temper bead welding have their own qualification rules. Tube-to-tubesheet welding will be qualified unless demonstration or mock-up testing is required per QW-193 by Code section or customer specification. {Section VIII, Division 2, Article F3 has been replaced by QW-193, QW-288, QW-303.5}
Let me know if you have additional questions.
John
From: material...@googlegroups.com [mailto:material...@googlegroups.com] On Behalf Of Zakaria ghrab
Sent: Wednesday, March 09, 2011 11:14 AM
To: material...@googlegroups.com
Subject: [MW:10246] ASME IX - Welder's qualification Thickness range
Hi all,
--

Martin Prad
Your interpretation is true within the limits of your applicable qualified WPS. E.G. if your applicable WPS is qualified for max thickness 20 mm and your welder has welded 16 mm thk test coupon then the "Maximum to be welded" thikness is 20 mm.
Please note that you can not go beyond the applicable qualified WPS.
regards,
Martin.
Date: Wed, 9 Mar 2011 17:13:49 +0000
Subject: [MW:10246] ASME IX - Welder's qualification Thickness range

K.Babu
In my opinion , "Maximum to be welded" indicates the unlimited thickness.

rinshad abdul rahman
muthu barathi
Dear Sir,
Your interpretation is correct and only condition is it shall be welded by using multi pass weld and not single pass weld. So dont confuse with the thickness and go ahead with 13 mm or greater and weld .
Thanking You,
Honesty is the best Policy
With Warm Regards,
Muthu Barathi P
Mobile No:00962788269821 (Jordan)
00962775401951
On Sat, 12 Mar 2011 21:52:14 +0530 "K.Babu" <kbab...@gmail.com> wrote
>
>In my opinion , "Maximum to be welded" indicates the unlimited thickness.
>
Dear Sir,
>
>Your interpretation is true within the limits of your applicable qualified WPS. E.G. if your applicable WPS is qualified for max thickness 20 mm and your welder has welded 16 mm thk test coupon then the "Maximum to be welded" thikness is 20 mm.
>
>Please note that you can not go beyond the applicable qualified WPS.
>
>regards,
>Martin.
>
>
Date: Wed, 9 Mar 2011 17:13:49 +0000From: zakari...@gmail.com
>Subject: [MW:10246] ASME IX - Welder's qualification Thickness range
>

Elshan Feyzullayev
I think Martin is correct on the thickness wise.
Please see as reference ASME IX 2001 QW 301.2.
If your WPS is qualified to do unlimited thickness and the test coupon which your welder has welded in fall to "inlimited thickness" category then the welder is qualified for "max to be welded" which means unlimited.
Your main reference should be the WPS which your welder is qualified to.
regards,
Elshan Feyzullayev.
Date: Sat, 12 Mar 2011 22:17:29 +0800
Subject: Re: [MW:10295] ASME IX - Welder's qualification Thickness range
From: kbab...@gmail.com
To: material...@googlegroups.com
CC: marti...@hotmail.com
John Henning
Just to clarify:
The welder must work to a properly qualified WPS and PQR when taking his/her performance qualification test. The welder must meet the requirements of this WPS with exception of permitted exclusions as stated in the Code (PWHT for example does not have to be done).
The welder’s qualified thickness range is independent of the performance test WPS used and is only based on the thickness of the deposited weld metal and the ranges of qualification per QW-452.1 (b). You can also see this in the essential variables; QW-352 through QW-357, which have no base metal thickness requirements/restrictions.
So a welder can complete his performance qualification with a WPS limited to 1 inch (25mm) maximum base metal thickness on a material , say, ¾ inch (19mm) thick. As long as he meets the other essential variables for the process (QW-352 through QW-357) he can weld to the maximum thickness stated on any other appropriate WPS. He is not limited to a maximum of 2 inches deposit thickness based on the performance qualification base metal thickness.
Hope this helps – let me know if you have further questions.
John

Sedat Özyürek
14 Mart 2011 Pazartesi 19:37:26 UTC+2 tarihinde John Henning yazdı:
mub...@amcoweir.com
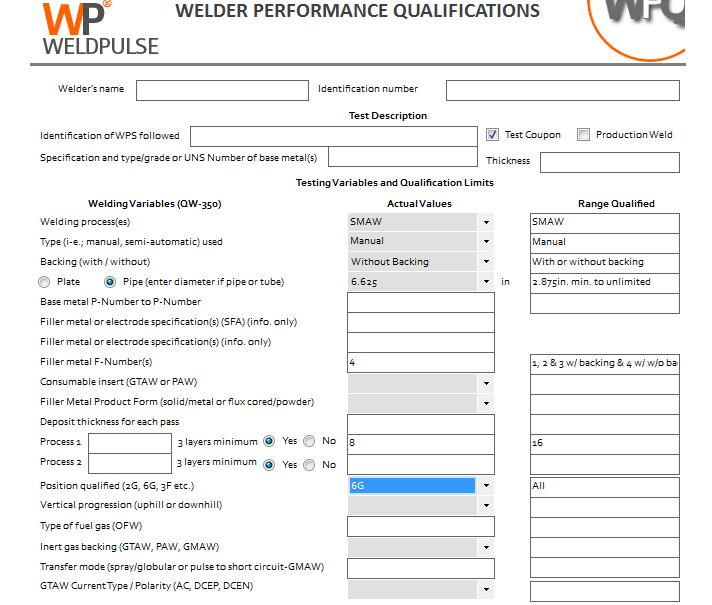
Your qualified range would be as below(Bold text)
Regards,
M.K.Mubeen
From: Sedat Özyürek <ozyure...@gmail.com>
To: material...@googlegroups.com
Date: 05-09-13 06:52 AM
Subject: Re: [MW:18575] ASME IX - Welder's qualification Thickness range
Sent by: material...@googlegroups.com
Dear Friends,
What is the qualification thickness range as per ASME Sec. IX for the below ?
Process SMAW
Pipe (Fixed) 6 Inch............................................................. 2-7/8" and above.
Welding Position 6G...................................................................Qualified to weld in all positions.
John
Hi Martin
Regards
K.Babu
2011/3/10 Martin Prad <marti...@hotmail.com>
From: zakari...@gmail.com
To: material...@googlegroups.com
http://www.linkedin.com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
The views expressed/exchnaged in this group are members personel views
and meant for educational purposes only, Users must take their own decisions
w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups
"Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send
an email to materials-weld...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.
CONFIDENTIAL:
The information contained in this email (including any attachments) is confidential, subject to copyright and for the use of the intended recipient only. If you are not the intended recipient please delete this message after notifying the sender. Unauthorised retention, alteration or distribution of this email is forbidden and may be actionable.
Attachments are opened at your own risk and you are advised to scan incoming email for viruses before opening any attached files. We give no guarantee that any communication is virus-free and accept no responsibility for virus contamination or other system loss or damage of any kind.


haitham gary
the qualification thickness range as per ASME Sec. IX : see QW-451.1 table it is depend to test coupon thickness if it is 8mm the thickness range 1.5mm to 16mm
Subject: Re: [MW:18575] ASME IX - Welder's qualification Thickness range
14 Mart 2011 Pazartesi 19:37:26 UTC+2 tarihinde John Henning yazdı:
Just to clarify:The welder must work to a properly qualified WPS and PQR when taking his/her performance qualification test. The welder must meet the requirements of this WPS with exception of permitted exclusions as stated in the Code (PWHT for example does not have to be done).The welder’s qualified thickness range is independent of the performance test WPS used and is only based on the thickness of the deposited weld metal and the ranges of qualification per QW-452.1 (b). You can also see this in the essential variables; QW-352 through QW-357, which have no base metal thickness requirements/restrictions.So a welder can complete his performance qualification with a WPS limited to 1 inch (25mm) maximum base metal thickness on a material , say, ¾ inch (19mm) thick. As long as he meets the other essential variables for the process (QW-352 through QW-357) he can weld to the maximum thickness stated on any other appropriate WPS. He is not limited to a maximum of 2 inches deposit thickness based on the performance qualification base metal thickness.Hope this helps – let me know if you have further questions.John
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.

Shivtej Shete

Lakshman Kumar B
Lakshman kumar.B
Project manager.
9440031459
From: Shivtej Shete
Sent: 27-05-2016 10:53
To: Materials & Welding
Subject: [MW:24891] Re: 10246] ASME IX - Welder's qualification Thicknessrange
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/76ce7772-7be2-41ba-ad66-130c16740a37%40googlegroups.com.
For more options, visit https://groups.google.com/d/optout.

George Dilintas
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To post to this group, send email to material...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/76ce7772-7be2-41ba-ad66-130c16740a37%40googlegroups.com.
For more options, visit https://groups.google.com/d/optout.

Mohamed Idrish
Procedure qualification / Welder qualification
What is the different between Thickness Sec IX , API1104 & D1.1

Renjith

{kind=link}
james gerald
Thanks & Regards
J.Gerald Jayakumar
0091-9344954677
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
Lakshmankumar Bayyana
--