[DUDA] ¿Qué parámetro de Slic3r tocaríais para solucionar esto?

Nas
Hola, pido ayuda a los que saben más que yo. Que sois todos ;)
Estoy haciendo mis primeros pinitos de impresión y ajustando poco a poco mi sistema, en hardware y software.
La cuestión es que ayer probé a imprimir una serie de soportes para finales de carrera en ABS. El tema del warp ya lo he conseguido controlar – tras muchas pruebas - poniéndoles un brim de 2 mm, como veis en estas fotos.

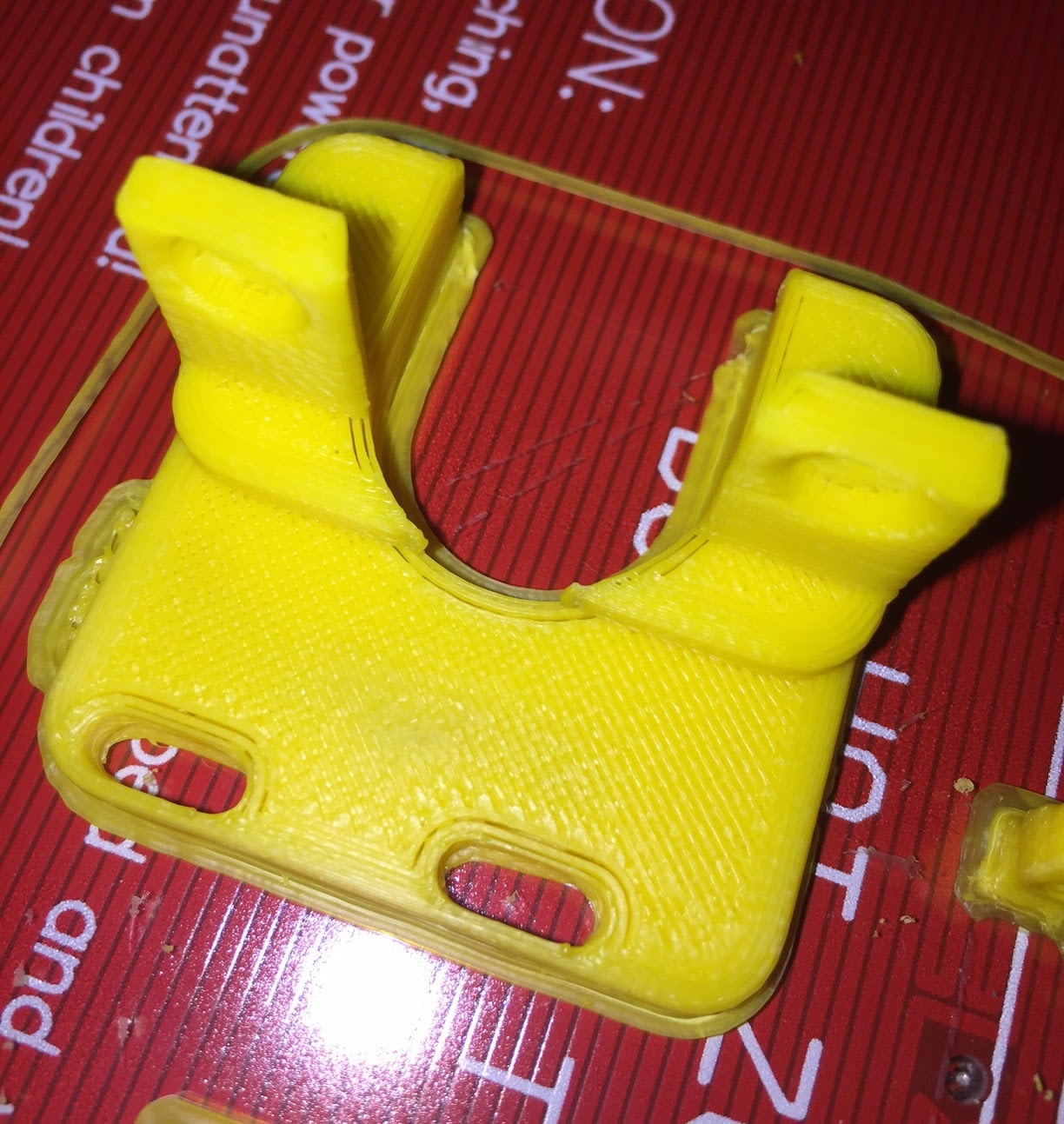

La cuestión es que, como quizás podáis ver, el relleno y las paredes han quedado separados. En concreto estas piezas están laminadas mediante Slic3r con 3 perímetros y relleno al 80% en panal de abeja.
Para la causa de esa separación se me ocurren dos parámetros “candidato”:
1) El Extrusion Multiplier, que para el filamento que estoy usando lo he puesto a .7 porque me pareció que a 1 al hacer paredes verticales “rebosaba” algo de plástico en algunos lugares.
2) el Infill/Perimeters Overlap, que lo tengo al 15% que es como viene por defecto.
¿Por cuál os inclináis?
¿O sería mejor que tocase otro?

Mafo
0. Usas cristal o estas imprimiendo directamente en la cama caliente???? :O
1. multipler a 0.7 loco!!!?? jajaja anda anda sube eso... los pros y yo tambien dicen que eso no hay que dejarlo a uno si acaso yo lo bajo hasta .95 en casos extremos. Para lo demas lo regulas con el Width. Pero aun asi es imposible que hasta 0.7 lo hayas tenido que bajar... y eso seguro que ha provocado que salga tan hueca.
2. no creo que sea de eso...
3. Cuantas layer Top tienes??? 3 minimo.
Tu pon el multiple a 1 anda.. y si sobre plastico baja con el width en donde sobra y a partir de ahi ya nos cuentas.
Y otra cosa... usas PLA o ABS?? si es PLA decirte que para esas piezas ponerle Brim es tonteria... con laca se aguantaria perfectamente, tienes mucha base de contacto con la pieza. Normalmente es para las piezas que con el movimiento se vayan a caer porque la verdad que si esta pegado con la laca no hay quien lo separe.
Pablo G. Nascimento
0. Usas cristal o estas imprimiendo directamente en la cama caliente???? :O
1. multipler a 0.7 loco!!!?? jajaja anda anda sube eso... los pros y yo tambien dicen que eso no hay que dejarlo a uno si acaso yo lo bajo hasta .95 en casos extremos. Para lo demas lo regulas con el Width. Pero aun asi es imposible que hasta 0.7 lo hayas tenido que bajar... y eso seguro que ha provocado que salga tan hueca.
2. no creo que sea de eso...
3. Cuantas layer Top tienes??? 3 minimo.
Y otra cosa... usas PLA o ABS?? si es PLA decirte que para esas piezas ponerle Brim es tonteria... con laca se aguantaria perfectamente, tienes mucha base de contacto con la pieza. Normalmente es para las piezas que con el movimiento se vayan a caer porque la verdad que si esta pegado con la laca no hay quien lo separe.
Mafo
los que hay debajo puedes dejarlos por defecto.
y las capas dejalas 3 arriba 3 debajo... 5 son muchas, y aun mas para esa pieza.

Iceflow
--
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impreso...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a asrob-uc3m-i...@googlegroups.com.
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/asrob-uc3m-impresoras-3d/CANskdBcX3bx8bXEmX9PvjJAEtUfJRf-Jb42MHarszx8dYsshhw%40mail.gmail.com.
Para acceder a más opciones, visita https://groups.google.com/d/optout.

SrTurtle
El domingo, 14 de febrero de 2016, 23:20:17 (UTC), Aisflou escribió:
xDDDDDD menos mal que no soy el único que piensa que Xoan hizo un pacto con Bre (el diablo) y por eso esas buenas imprusiones... :P
El 14 de febrero de 2016, 22:45, Pablo G. Nascimento <pgnasc...@gmail.com> escribió:
Hola Mafo. Gracias por tu respuesta.0. Usas cristal o estas imprimiendo directamente en la cama caliente???? :OPues imprimo sobre cristal, sin kapton por encima.1. multipler a 0.7 loco!!!?? jajaja anda anda sube eso... los pros y yo tambien dicen que eso no hay que dejarlo a uno si acaso yo lo bajo hasta .95 en casos extremos. Para lo demas lo regulas con el Width. Pero aun asi es imposible que hasta 0.7 lo hayas tenido que bajar... y eso seguro que ha provocado que salga tan hueca.Es lo que tiene tocar de oído.... Pues dejaré en 1 el Multiplier. ¿Qué valor de Width me sugieres?2. no creo que sea de eso...Vale, pues dejo el Infill Overlap como viene, al 15%3. Cuantas layer Top tienes??? 3 minimo.Tengo 3, pero visto como quedaron esas piezas, igual lo subo a 5.Y otra cosa... usas PLA o ABS?? si es PLA decirte que para esas piezas ponerle Brim es tonteria... con laca se aguantaria perfectamente, tienes mucha base de contacto con la pieza. Normalmente es para las piezas que con el movimiento se vayan a caer porque la verdad que si esta pegado con la laca no hay quien lo separe.Uso ABS, de ahí lo del Brim. En PLA no tengo problemas de warp, aunque si de "amor propio", porque las únicas piezas que tengo como referencia son las de mi impresora, que me pasó Xoan Sampaiño y que son de una perfección insultante. No sé qué parametros habrá usado.... pero entre nosotros.... sospecho que no las hizo él, ¡son producto de una tecnología extraterrestre! (Habría que preguntarle si viaja mucho a Nevada).
--
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impresoras-3d+unsub...@googlegroups.com.

Xoan Sampaiño
El 14/2/2016 22:45, "Pablo G. Nascimento" <pgnasc...@gmail.com> escribió:
> En PLA no tengo problemas de warp, aunque si de "amor propio", porque las únicas piezas que tengo como referencia son las de mi impresora, que me pasó Xoan Sampaiño y que son de una perfección insultante. No sé qué parametros habrá usado.... pero entre nosotros.... sospecho que no las hizo él, ¡son producto de una tecnología extraterrestre! (Habría que preguntarle si viaja mucho a Nevada).
Jeje... No es para tanto...
Mi configuración de Slic3r es pública y está en los gists de GitHub: https://gist.github.com/xoan/f23273b49933c167479d (tiene la retracción por firmware y la extrusión volumétrica activadas, por si a alguien se le ocurre importarla y laminar directamente sin darle un repaso...)
--
Xoan Sampaiño | http://about.me/xoan
Nas
antes de nada deciros que me he quedado ojiplático cuando he visto que me han fusilado el título del hilo palabra por palabra para abrir otro. Pero luego he pensado: "Hombre, ¡esto es la comunidad RepRap! ¡Aquí se comparte todo!"
...Porque no tengo edad, que si no os pediría que me presentáseis a vuestras novias :D
Al lío. He puesto los parámetros tal como me aconsejan los sabios del lugar y la cosa ha mejorado bastante: ¡Gracias!
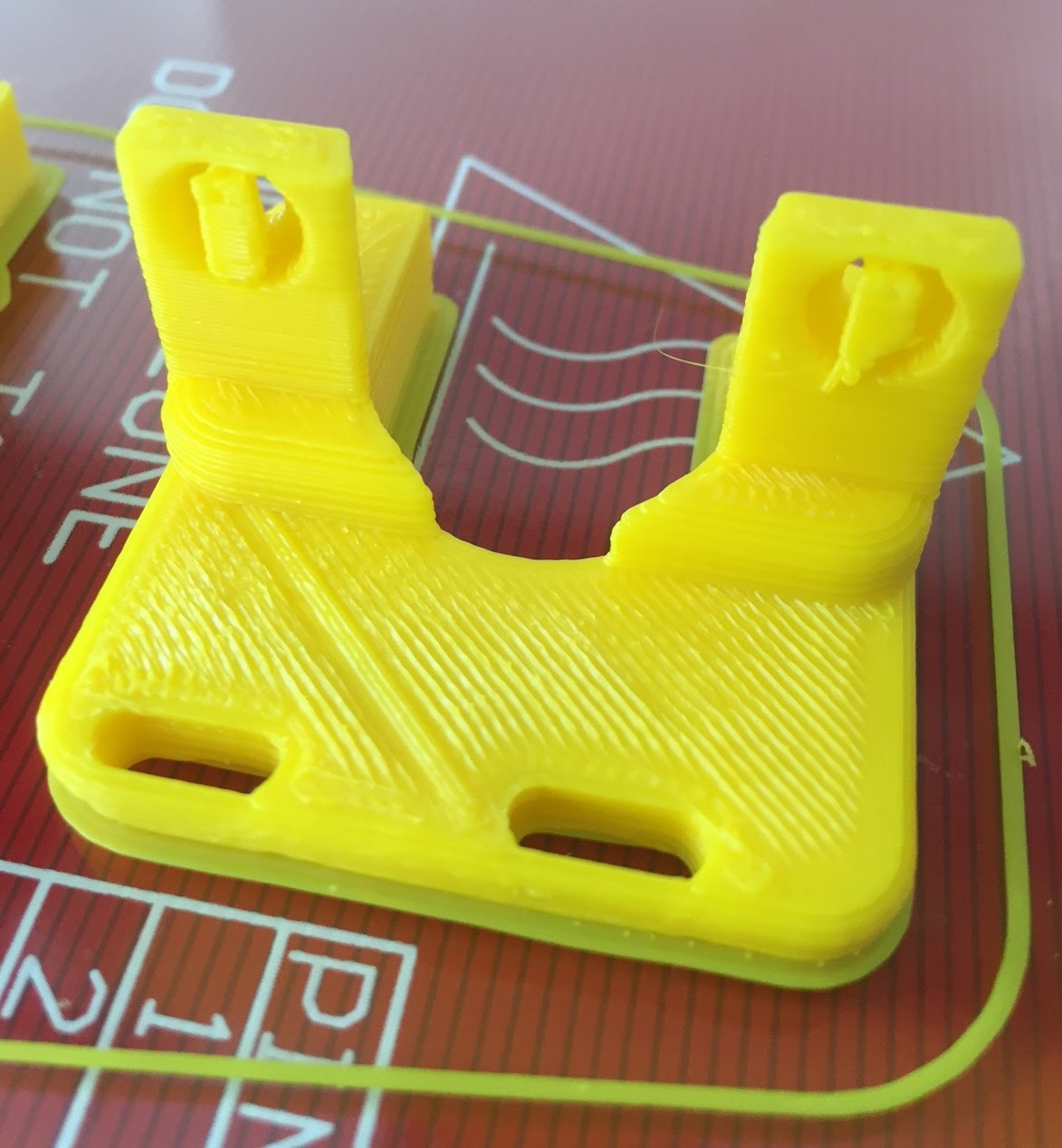
He re-calibrado los pasos por mm del extrusor, el Extrusion Multiplier lo he dejado en 1 y luego he puesto todos los Extrusion Width al 140% menos la primera capa, que va al 200%
He usado una altura de capa 0.3 con nozzle del 0.4 Quizás habría que rebajar la altura para evitar el fileteo que se ve por los laterales ¿no?
Y lo que peor veo es que en la capa superior la punta del nozzle ha "arado" unos surcos bastante evidentes. ¿Exceso de plástico? ¿Qué me recomendáis para eso?
En otro orden de cosas he detectado también que en muchas ocasiones al empezar una impresión uno de los motores del eje Z "patina" en alguno de los primeros giros para ajustar el hotend a la altura necesaria para la primera capa. En algún momento deja de girar aunque sigue haciendo ruido ¿...falta de corriente? Los había calibrado a 400 mA de consumo teniendo en cuenta que son dos motores y siguiendo las indicaciones del Maestro Obijuan.
Gracias de nuevo y agradezco cualquier nueva pista.
Mafo
1º los laterales son de oscilaciones en el eje Z. Los ejes de las roscas y el motor no estan centrados, o los aclopadores estan bloqueados o funcionan pero el eje z esta bloqueado y cuando sube pasa el movimiento al carro del extrusor y por eso esas oscilaciones.
2º arriba es exceso de plastico pasa de 140% a 125% y luego sube o baja de 10% y vas viendo
3º no es nada bueno qu epatine....

Sergio MC
Prusaludos

Barkalez
Nas
¡Nozzle flojo! Mmmmm..... pues voy a mirar el mío.
Un saludo.

Alfonso Camarero

Alejandro Platas
Xoan Sampaiño
Si tu firmware no tiene activada la retracción no hará caso de los G-codes G10 y G11 y no retraerá. Es como si directamente la deshabilitaras.
Tienes la opción en Printer settings (al igual que el tamaño de la cama, los parámetros que tienes que revisar obligatoriamente son al menos los de esa pestaña, específicamente los del extrusor, así como el diámetro del filamento)
--
Xoan Sampaiño | http://about.me/xoan
--
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impreso...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a asrob-uc3m-i...@googlegroups.com.
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/asrob-uc3m-impresoras-3d/2fec6738-d744-425f-b00e-a1c914344ff2%40googlegroups.com.
Nas
Y si tiene ventajas ¿por qué desactivarla? (lo único que se me ocurre es que según la potencia de tu procesador pueda soportarla o no... pero me suena un poco raro).
Xoan Sampaiño
La ventaja principal es que en el gcode solo aparece G10 para retraer y G11 para recuperar, y los parámetros de distancia, velocidad, etc los configuras en el firmware, en tiempo real y almacenados en la EEPROM.
Con lo que haces un gcode menos dependiente de una máquina en concreto, mas flexible (puede modificar la distancia de retracción durante la impresión sin tener que regenerarlo) y con algún kilobyte menos.
En Marlin aún tienen marcada la característica como experimental, pero yo la llevo usando durante bastante tiempo sin problema.
--
Xoan Sampaiño | http://about.me/xoan
--
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impreso...@googlegroups.com.
Para publicar en este grupo, envía un correo electrónico a asrob-uc3m-i...@googlegroups.com.
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/asrob-uc3m-impresoras-3d/9840e62d-54d3-4e17-b5ea-4e239e382132%40googlegroups.com.
Alejandro Platas
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/asrob-uc3m-impresoras-3d/CAL123fTkSxuNor5AUEsi0v1PyhvrWgFu9DuovkwoQ3eC-UbVaA%40mail.gmail.com.
Iceflow
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/asrob-uc3m-impresoras-3d/CAJsu8QN%3DqbL7e3%2B47t-YvvEDhz8gepCC1hOpyJdi03yr1pJenQ%40mail.gmail.com.
Alejandro Platas
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/asrob-uc3m-impresoras-3d/CAHN3uBhxtcg3q3vCOuXT%2BmPP5LgdWoUhZ550PnVOTUrMcRFZhQ%40mail.gmail.com.
Alejandro Platas
Para ver esta conversación en el sitio web, visita https://groups.google.com/d/msgid/asrob-uc3m-impresoras-3d/CAL123fSeAmSoS1xf%3DyxFnnM%3DeaOEkFeb8zMq9oo8dy2y1SK3BA%40mail.gmail.com.
Xoan Sampaiño
> Que parámetro es ese que hay que marcar?
http://prusaprinters.org/slic3r-and-marlin-configuration-for-reprap-firmware-retraction/
Alejandro Platas
--
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impreso...@googlegroups.com.
Para publicar una entrada en este grupo, envía un correo electrónico a asrob-uc3m-i...@googlegroups.com.
Para ver este debate en la Web, visita https://groups.google.com/d/msgid/asrob-uc3m-impresoras-3d/CAL123fQBymFNZKEL3E0Datj8ayZoTHPuwi_ELV%2Bi%3DUot9iF%3D2g%40mail.gmail.com.
Para obtener más opciones, visita https://groups.google.com/d/optout.
Nas
Nas
Poco a poco avanzo en la calidad de las impresiones.
Pero ahora me he encontrado un problema nuevo: las piezas pequeñas de ABS me quedan aceptables, pero si hago alguna cosa más grande, que tarde horas, aparecen problemas de warping y de perímetros despegados bastante avanzada la impresión.
Os pongo un ejemplo, la caja para el LCD que hice ayer tardó 8 horas en imprimirse (seguramente se podrá hacer más rápido, una vez que domine los misteriosos parámetros de impresión intentaré ir subiendo velocidades), al principio fue muy bien, pero como a mitad de impresión las esquinas inferiores se despegaron (curioso, porque llevaban 4 horas perfectamente agarradas al cristal, con su laca y tó....) y apareció algún defecto en los perimetros como podréis observar.
¿Creéis que pudo deberse a la vibración de la máquina al hacer los rellenos?....


Sergio MC

Indalo
Ahora solo falta que nos cuentes lo de la "extrusión volumétrica"
El miércoles, 17 de febrero de 2016, 9:57:31 (UTC+1), Xoan Sampaiño escribió:
La ventaja principal es que en el gcode solo aparece G10 para retraer y G11 para recuperar, y los parámetros de distancia, velocidad, etc los configuras en el firmware, en tiempo real y almacenados en la EEPROM.
Con lo que haces un gcode menos dependiente de una máquina en concreto, mas flexible (puede modificar la distancia de retracción durante la impresión sin tener que regenerarlo) y con algún kilobyte menos.
En Marlin aún tienen marcada la característica como experimental, pero yo la llevo usando durante bastante tiempo sin problema.
--
Xoan Sampaiño | http://about.me/xoan
El 17/2/2016 8:53, "Nas" <pgnasc...@gmail.com> escribió:
¿Y qué ventaja tiene la retracción por firmware frente a la ordenada por comandos G-code? ¿Es más rápida?--
Y si tiene ventajas ¿por qué desactivarla? (lo único que se me ocurre es que según la potencia de tu procesador pueda soportarla o no... pero me suena un poco raro).Si tu firmware no tiene activada la retracción no hará caso de los G-codes G10 y G11 y no retraerá. Es como si directamente la deshabilitaras.
Tienes la opción en Printer settings (al igual que el tamaño de la cama, los parámetros que tienes que revisar obligatoriamente son al menos los de esa pestaña, específicamente los del extrusor, así como el diámetro del filamento)
Has recibido este mensaje porque estás suscrito al grupo "Clone Wars: Imprimiendo impresoras 3D" de Grupos de Google.
Para anular la suscripción a este grupo y dejar de recibir sus mensajes, envía un correo electrónico a asrob-uc3m-impresoras-3d+unsub...@googlegroups.com.