Does anyone have a good config for Pronterface/SLICR 1.0?

Steve Prior
Thanks
Steve

A. Elias
Steve Prior
Thanks!
A. Elias

Jin Choi
A. Elias
- New pillars support material for saving time and material and easier removal
Jin Choi

Tim
Jin Choi
On Friday, April 4, 2014 1:55:15 AM UTC-4, Jin Choi wrote:
Tim
Tim

Ketil Froyn
Since the 1.0.0 release candidates, I've actually found that slic3r's support is much improved. It provides decent support and snaps off quite nicely. I haven't tested support in v1.1.
There's currently a discussion on the slic3r issue tracker about the horizontal distance between support and the part, though. In some cases it appears to get too close and fuse pretty hard with the part. But people using soluble supports want it to always be that close. Perhaps there'll be a setting for horizontal distance.
Also note that slic3r prints support at the maximum layer thickness based on your nozzle diameter. That saves some time, especially for prints with thin layers.
Cheers, Ketil
On 5 Apr 2014 02:32, "Tim" <t...@opencircuitdesign.com> wrote:
>
> Yeah, I sliced something that needed support and although I didn't print it, I could see from viewing the gcode patterns that it was no better than any other support that slic3r comes up with. Maybe I will give in and buy Creator.
>
> --
> You received this message because you are subscribed to the Google Groups "MakerGear - Make Today, Change Tomorrow" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to makergear+...@googlegroups.com.
> For more options, visit https://groups.google.com/d/optout.
Tim
Jin Choi

John Barnhardt
-John
Jin Choi
Jin Choi
Tim

Dale Reed
Steve Prior
--
You received this message because you are subscribed to a topic in the Google Groups "MakerGear - Make Today, Change Tomorrow" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/makergear/g-HO5tBU044/unsubscribe.
To unsubscribe from this group and all its topics, send an email to makergear+...@googlegroups.com.
Jin Choi
Steve Prior
There are two 7mm hex tools for the M2 on Thingiverse. One comes in two parts that work together to hold the jam nut while the other part turns the bolt. That's if you have the nut on the top side of the platform as in the assembly instructions. Rick said recently that actually, putting it on the bottom of the platform makes it easier to access, and I've found that to be true. The other 7mm tool is a similar cylindrical wrench design, except with a 90 degree handle, I think that is useful to hold the nut without getting your hand greasy from the nearby z screw. Don't print the 7mm wrench that looks like a wrench, it works but is not as handy.
Jin Choi
Ketil Froyn
Check out this thread on the reprap forum for pictures and formulas describing the shape of the extruded filament.
http://forums.reprap.org/read.php?263,273929,page=3
Regarding the multiplier, I think there's a number of reasons for that. PLA is harder than ABS, so the filament drive's teeth dig deeper into the ABS. In addition, I think thermal swell differs between plastics. There's probably other effects as well, so rather than trying to get the parameters perfect with a multiplier of 1.0, I think we have to accept that it's complicated and find a good fudge factor for each roll. You won't get it any more accurate than the diameter accuracy of your roll of filament anyway, where I think an accuracy of about 5% can be expected for a good roll.
A lot of "I think"s in there... This is stuff from memory and my understanding of things. I'm no authority on the subject.
Cheers, Ketil
--
You received this message because you are subscribed to the Google Groups "MakerGear - Make Today, Change Tomorrow" group.
To unsubscribe from this group and stop receiving emails from it, send an email to makergear+...@googlegroups.com.

Ed Nisley
You (or the slicer) set the extrusion thickness and width, which determines the volume of plastic required per millimeter of XY motion. The filament diameter determines the volume of plastic per millimeter of filament, so, in principle, the firmware cranks in the proper length of filament during each XY motion and It Just Works.
In practice, you need another variable to account for all the other effects we can't measure: edge rounding, die swell, material shrinkage, whatever. After you plug in all the measurements, then you tweak the Extrusion Multiplier until the proper volume of plastic comes out of the nozzle, which you can only determine by measuring the result. Then you're done...
Of course, a linear factor can't account for all the non-linear effects, so the best you can hope for is to get closer to the right amount.
For what it's worth, Makergear baked a 0.9 multiplier into the firmware's steps/mm value, so the nominal Extrusion Multiplier in the slicers should work out to 1.0. The fact that everybody settles on different values isn't significant, due to all the other factors swept into that multiplier, but M2 extruder calibration starts from a different point than everybody else.
Steve Prior
The M2 documentation uses the thickness of a business card as the distance to set for the Z stop, I've got a feeler gauge - is there a more precise number I should be using?
Jin Choi
Steve Prior

Erik Akia
Erik
Not totally clear on what you just said - do you mean I can set a gap of 0.2 and not make any gcode changes, or do I set a gap of 0.2 and need to do something in software?
--
Jin Choi
Or you can do as Erik does. The point is, whatever you do when the slicer asks for the z height to be .1, .2, .25, or whatever, it should be that distance from the bed. You can double check this by taking a caliper to your skirts, they should be your first layer height thick (use 100% first layer multiplier).
Steve Prior
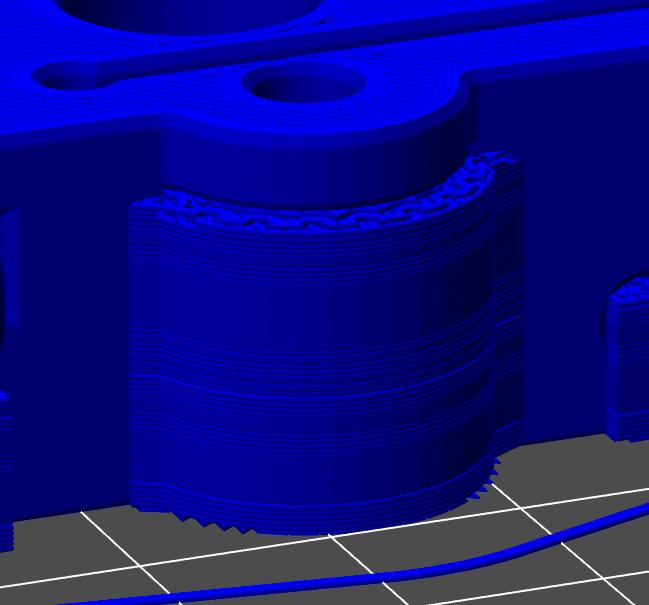
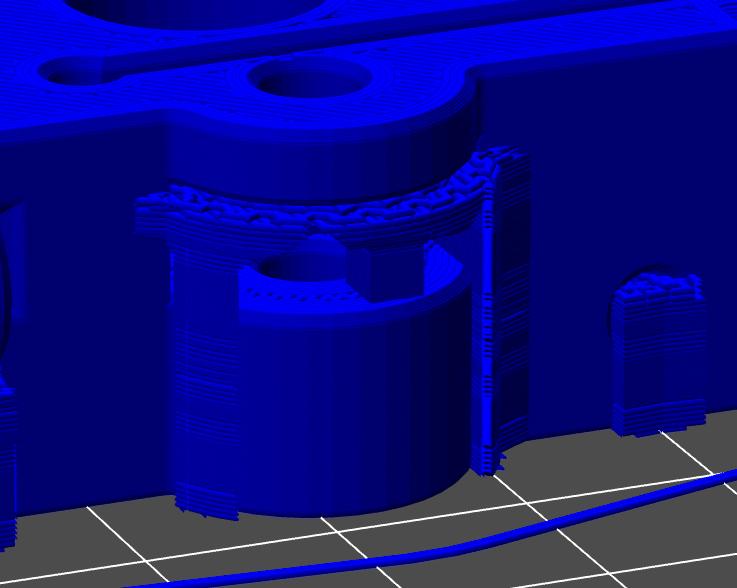
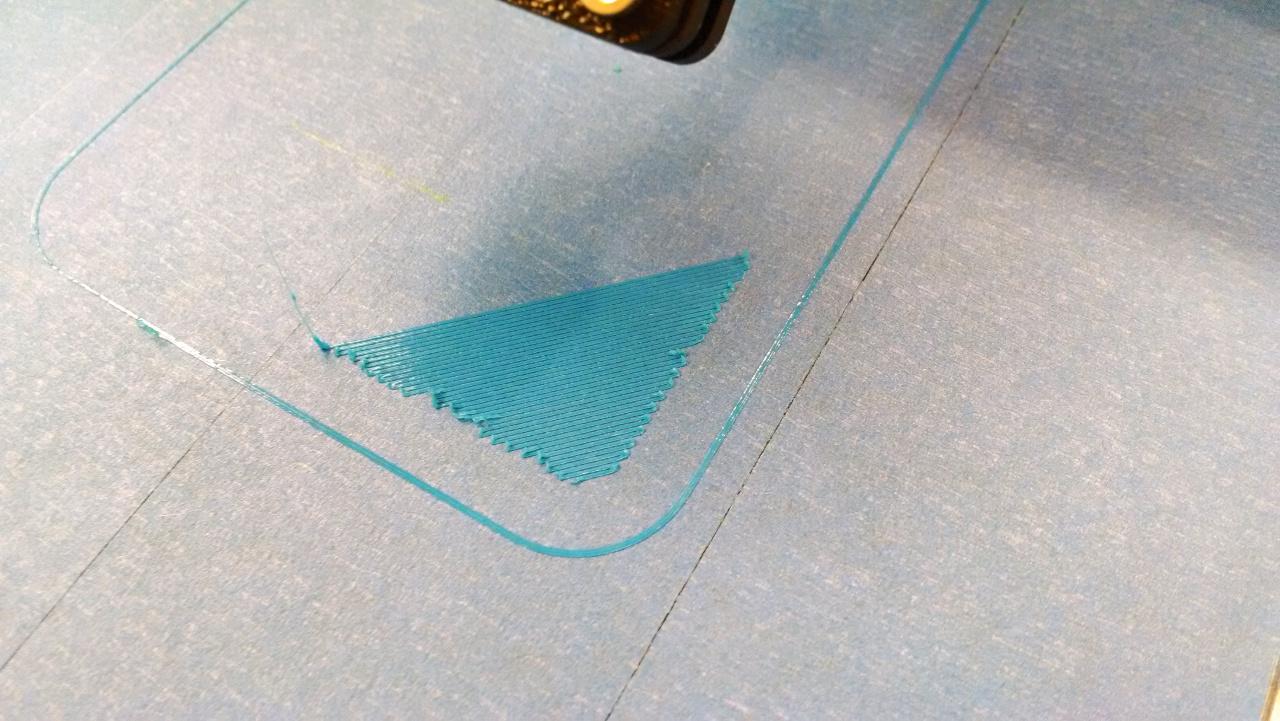
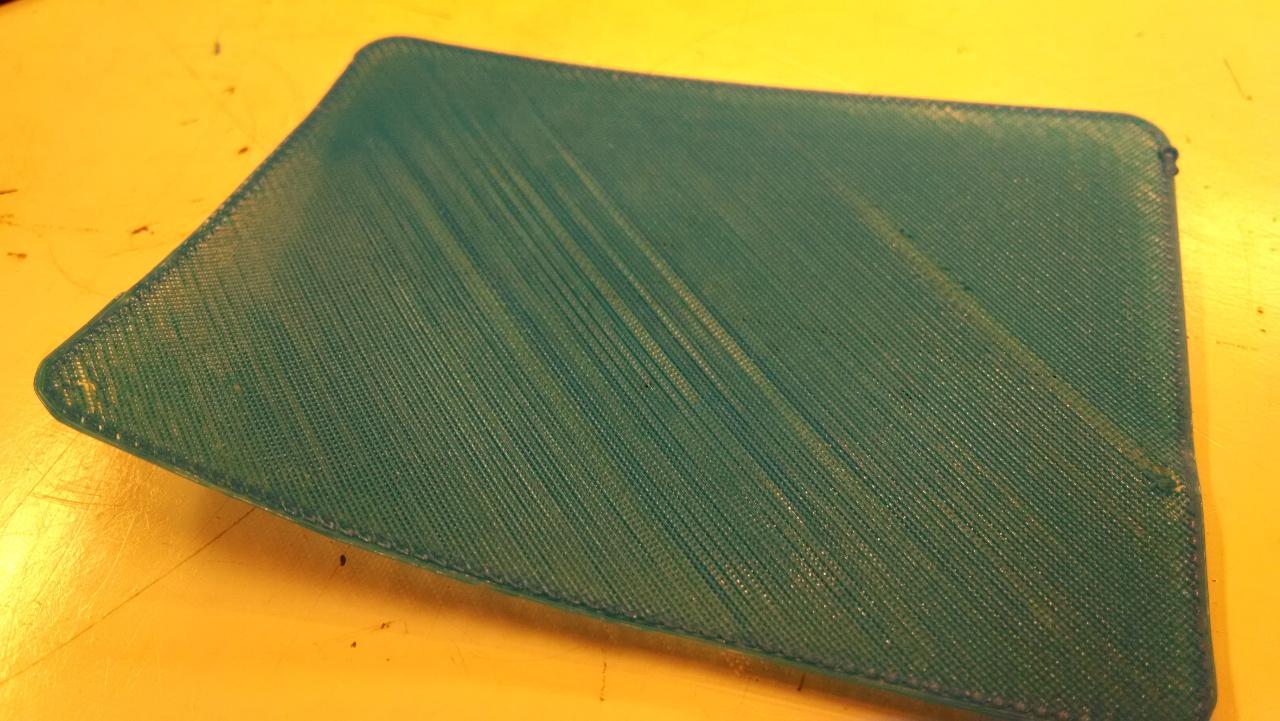
I had such an easy time yesterday printing a few things and no success at all today. I've been using blue tape on the bed because my bed heater isn't working (bad thermistor, replacement comes tomorrow) and a PLA printing temp of 225C. This all worked fine yesterday, Today I can't get a clean first layer with the ends of the lines getting messed up and if I stop the print and peel up the print it's clear that the lines aren't sticking to each other, I get a spring. Attached are a couple of pics. Bed adhesion isn't working today and I even sprayed the tape with Aqua Net and it didn't help. On the picture where I printed 3 layers you can see that the lines aren't fusing.
Any ideas? My gut says raise the temperature. but I don't understand why it worked yesterday and not today (the filament spent the night in a sealed bucket with a Damp Rid in the bottom.
Steve Prior
Erik Akia
There are so many different variables that it can be difficult for an outsider, without the full picture, to see what is going on and give good advice.
What slicer are you using?
You can get a false positive by making your first layer height smaller to get the better adhesion but still have more problems later if you are not extruding enough plastic. Plastic will stick to plastic better than it will glass(or other stuff) so it can seem like your only problem is between the bed and the first layer but it is more about the over all amount of extruded plastic.
Erik
I think I got it. I wasn't correctly measuring the head to bed gap with the feeler gauge and it was more than I thought it was, plus the Z offset setting was new to me and I've got it set now. That Pokemon card holder my son wants which has become a whole days project is finally in the process of printing correctly.
--

jimc
i am unsure what you guys are saying about you z-height setting. from your description what you are getting is completely opposite from me. when i have everything hot i set the gap to .15 with a feeler gauge. this is the layer height i usually print at. all my offsets in s3d are at zero. when my first layer prints, it goes down at .15 just like it should. s3d isnt assuming the gap is zero then drops the bed the layer height for first layer and then prints. it starts printing first layer at the height i have the z-bolt set to. from what i think jin is saying is that s3d starts printing at layer 0? atleast for me thats not the case. it starts at layer 1. am i understanding you guys right or no?
Jin Choi
Erik Akia
My layer height is at .25, my first layer at .85 ratio.
; layer 1, Z = 0.2125
T0
; tool H0.25 W0.385
G0 X59.307 Y203.57 F18000
G0 Z-0.347 F1200
i am unsure what you guys are saying about you z-height setting. from your description what you are getting is completely opposite from me. when i have everything hot i set the gap to .15 with a feeler gauge. this is the layer height i usually print at. all my offsets in s3d are at zero. when my first layer prints, it goes down at .15 just like it should. s3d isnt assuming the gap is zero then drops the bed the layer height for first layer and then prints. it starts printing first layer at the height i have the z-bolt set to. from what i think jin is saying is that s3d starts printing at layer 0? atleast for me thats not the case. it starts at layer 1. am i understanding you guys right or no?
--
jimc
i hear what your sayin jin but i just did a test print to confirm. i set my z adjust screw so when homed i was at a gap of .15 or .006". this was with the bed and extruder hot. i ran a tiny print and on the first layer when it was reading .15 as the z position i stopped the print, moved the nozzle just to the side and took another reading with my feeler gauge and i was still reading .15mm/.006". all my offsets in the process are 0. i never use them. the way i am seeing things happen here is s3d just automatically starts the readout at whatever your layer height is....assuming your using 100% first layer and no offsets.
Erik Akia
Erik
i hear what your sayin jin but i just did a test print to confirm. i set my z adjust screw so when homed i was at a gap of .15 or .006". this was with the bed and extruder hot. i ran a tiny print and on the first layer when it was reading .15 as the z position i stopped the print, moved the nozzle just to the side and took another reading with my feeler gauge and i was still reading .15mm/.006". all my offsets in the process are 0. i never use them. the way i am seeing things happen here is s3d just automatically starts the readout at whatever your layer height is....assuming your using 100% first layer and no offsets.
--
Erik Akia
Your first z height when you start printing is in absolute coordinates and is set at .15 with this line G0 Z0.15 F1200.
I think this is consistent with what Jin and I have been saying. That after the machine homes the Z is at 0 and that should mean when you start printing at .15 that you are .15 up from the 0 point of when you hit the z-stop.
Your bed was already .15 from your nozzle when you are at your z-stop. This should mean that you would see .3 when it starts printing, which you are not.
jimc
yeah eric thats what was confusing me as to what you guys were saying. well in any case no need for me to really analyze whats goin on there. whatever works. i know i just set my z-stop to .006 and she is right on the money.
Jin Choi
Jin Choi
Home all. Jog to the center of the bed and measure using feeler gauge. Now enter "G0 Z0.15 F1200" in the communications tab, and measure again. Does the z axis move at all when you send that command? Does that movement, if any, show up on your feeler gauge?
I can carry out the first part of this experiment myself in the morning, but not having a set of gauges I leave it to you to try the second part, if you have the time and are willing.
jimc
i'll check that out later tonight jin.
Jin Choi
jimc

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Toby
jimc
Steve Prior
if the gauge pushed the bed down then the gauge is too big and your not taking an accurate measurement. the gauge should just glide under the nozzle with just a slight friction and without deflecting the bed
--
You received this message because you are subscribed to a topic in the Google Groups "MakerGear - Make Today, Change Tomorrow" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/makergear/g-HO5tBU044/unsubscribe.
To unsubscribe from this group and all its topics, send an email to makergear+...@googlegroups.com.