Canola Oil!!! Holy *&@!

David Mytchak

whpthomas
David Mytchak
Smooth as silk! Thank you so much for this tip. I liked it so much... I started this thread ;)
whpthomas

Chris Milnes
whpthomas

Mathew Workman

Ryan Gerrish
Mathew Workman
This is working.
I am now 80% through printing whpthomas's spool mod.
whpthomas
Mathew Workman
Overall, I just can't wait to be off this clear PLA. I'm hoping that's the problem.
whpthomas

Doug Goodridge
whpthomas
- Unload the filament form your extruder and wait for it to cool down. Wait until the heat-sink fan stops spinning.
- Turn off the power to your Replicator 2.
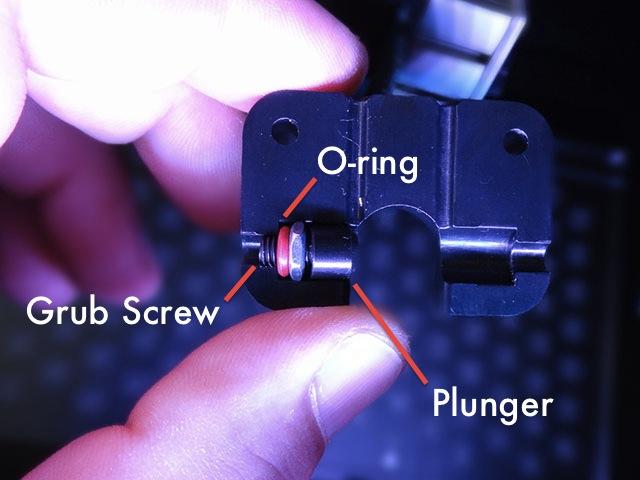
- Unplug the stepper motor and unscrew the two stainless steel hex head cap screws on the front of the heat-sink fan using the second biggest hex wrench provided. This will allow the extruder stepper motor and plunger assembly to be removed.
- Get out your second smallest hex wrench and loosen the grub screw a bit, then insert a section of your filament.
- Progressively tighten your grub screw, 1/8th of a turn at a time, and test that you can still turn the drive gear by turning the axle with your fingers. You will get to a point where it is too difficult to turn, so back off the previous 1/8th turn.
- Now holding the drive gear with your thumb, pull hard on the filament and see if you can strip it - if you can't then you have it tensioned just rich - if you can strip it, try give it another 1/8th turn.
- To put it all back together, position the plunger/stepper assembly on the back of the extruder and mate it with the two stainless steel hex head cap screws, then gradually tighten using finger pressure, making sure not to cross thread. They just need to be snug, so don't over tighten.
Doug Goodridge
whpthomas

Cymon
I think PLA has taken 3D printing down a strange road. Next someone will discover that cedar planks are the best printing surface and you can cure PLA by popping it in the oven at 350 degrees for 10 minutes.

Clinton Hoines

Joseph Chiu
--
whpthomas

Mark Durbin
Great dig Joseph,So it seams that Safflower oil at 266 is one of the better vegetable oils - I have been using extra light olive oil at 242, which has been working just fine.
--
Mathew Workman

John Driggers

Mathew Workman
Mark Durbin
Lol, I'm guessing you meant grape seed ?
--
Mathew Workman
Mark Durbin
Joseph Chiu
whpthomas
John Driggers
Mathew Workman
I told him the canola trick. He says he will try it, but his machine prints clear PLA with no trouble.
Cymon
On Tuesday, January 15, 2013 10:55:59 AM UTC-7, Mark Cohen wrote:
Is that legitimate rape seed oil? :}
David Mytchak

hellphish

Tony Buser

Jetguy
You know what makes that cool? Anybody who owned the original Cupcake
printed that Z handle and due to lack of cooling, they all looked the
same with that giant blob of a handle. Also, curious if the printed
idlers mean that was a Cupcake made when Makerbot had to go to
existing customers and get them to print pulleys for them.
Doug Goodridge
On Tuesday, January 15, 2013 3:11:56 AM UTC, David Mytchak wrote:
First - thank you wpthomas for this tip!!!I have been having issues printing lately too ( been posting here and thank you everyone! This group is a life saver ) with my Replicator 2 and came across a posting from wpthomas ( THANK YOU ). He used just a dab of Canola oil on the filament prior to loading it in his Replicator 2. I can testify that this has totally reconditioned, blessed, removed demons, etc from my Replicator 2. Canola oil + Firmware 7.0 = one happy camper (at least until the next failed print ).I wanted to post my results.-DavidP.S. And no foul odors!
Mark Durbin
--
David Mytchak
Doug Goodridge
David Mytchak
whpthomas
Clinton Hoines
Joseph Chiu
--

Dan Newman
And you know what they'll say….
Dan
Mathew Workman
Dan Newman
On 15 Jan 2013 , at 6:18 PM, Mathew Workman wrote:
> He's not dead, just sleeping! Pineing for the Fjords!
http://www.telegraph.co.uk/news/newstopics/howaboutthat/3454319/Dead-Parrot-sketch-is-1600-years-old.html
Dan
Doug Goodridge

fredhag
whpthomas
David Mytchak
whpthomas
whpthomas

neoteric
On Tuesday, January 15, 2013 12:33:04 PM UTC-5, JohnD wrote:
LOL - here's the best use of sunflower oil! :-)
On Tuesday, January 15, 2013 5:11:09 PM UTC, Joseph Chiu wrote:Having gone through a recent fiasco with holiday turkey (having to do with unchilled brine), I thought, "isn't peanut oil supposed to be one of the highest-temperature oils"? So I looked online, naturally ended up at Wikipedia (http://en.wikipedia.org/wiki/Smoke_point) and learned that refined peanut oil is one of the higher-temperature oils, but there are others that are just as good, or better; and that the refined quality makes a big difference: high oleic canola oil is listed as having a 246 degC smoke point, while refined canola oil is listed as 204 degC. YMMV, of course..(Interestingly, Indian clarified butter is near the top, at 252 degC smoke point.)On Tue, Jan 15, 2013 at 8:52 AM, Clinton Hoines <c2ho...@gmail.com> wrote:It's actually not that weird since the plastic is derived from corn anyway. ;) lolClinton
On Tuesday, 15 January 2013 09:31:53 UTC-7, Cymon wrote:I don't use PLA, but this canola oil thing was weird enough that I had to mention it on my blog.--
I think PLA has taken 3D printing down a strange road. Next someone will discover that cedar planks are the best printing surface and you can cure PLA by popping it in the oven at 350 degrees for 10 minutes.
On Tuesday, January 15, 2013 5:01:42 AM UTC-7, whpthomas wrote:Doug, one other though, try setting the clear filament diameter to 1.80 in Print-O-Matic - I think the clear filament probably has a slightly higher packing density - so temporarily going for a higher diameter may reduce the back pressure while printing. Other guys have even printed a little hotter, but I would go up in small increments like 2 ~ 3 degrees at a time. Having it too hot does lead to burnt plastic.Here is another rather interesting experiment to try out while you have the extruder out - run a pre-heat up to say 240c then turn the heater off and manually feed the filament as the temperature drops. Press a bit of cardboard agains the nozzle and move it under as you feed the manually feed the filament - notice where it start to get harder to push. Too much pressure with the card agains the nozzle makes it difficult as does too low a temperature. This is a useful experiment to develop an intuitive feel for what is going on with your machine.
Wingcommander whpthomas
David Mytchak
On a side note, I'm into a 14 hour print job and.... NO JAMS!!!!!
Next print.... Parrot muzzle!!!! Balwk Balwk!!!!

Luis E. Rodriguez
-Luis (facepalms and sighs)
Wingcommander whpthomas
This has to be the worst idea I have ever heard. For the love of god people stop treating the symptoms and do the mod! It's been around for a year! All derived from: http://www.thingiverse.com/thing:15718

Scott Goldthwaite
Wingcommander whpthomas
Can anyone explain why the oil helps so much. I would think it would make it worse by making the filament slipperier and harder for the gear to grab, but obviously it' doesn't make it worse. Also, why do the benefits last until the next filament change. Even if the oil helped get things going when changing the filament, why does it help the entire print?

xenogea...@gmail.com
I have your upgrade installed on my Rep 2 at home. I stubbornly tried to keep the delrin plunger setup in my machine, thinking I could tune it and make it work well. But if you're switching colors often and using higher speeds and accelerated firmware, its just too frustrating. In my opinion, anyone with a Rep 2 that hasn't done this modification should do it immediately. It has been a relief to use this spring-lever-bearing design.
Joseph Chiu
Can anyone explain why the oil helps so much. I would think it would make it worse by making the filament slipperier and harder for the gear to grab, but obviously it' doesn't make it worse. Also, why do the benefits last until the next filament change. Even if the oil helped get things going when changing the filament, why does it help the entire print?
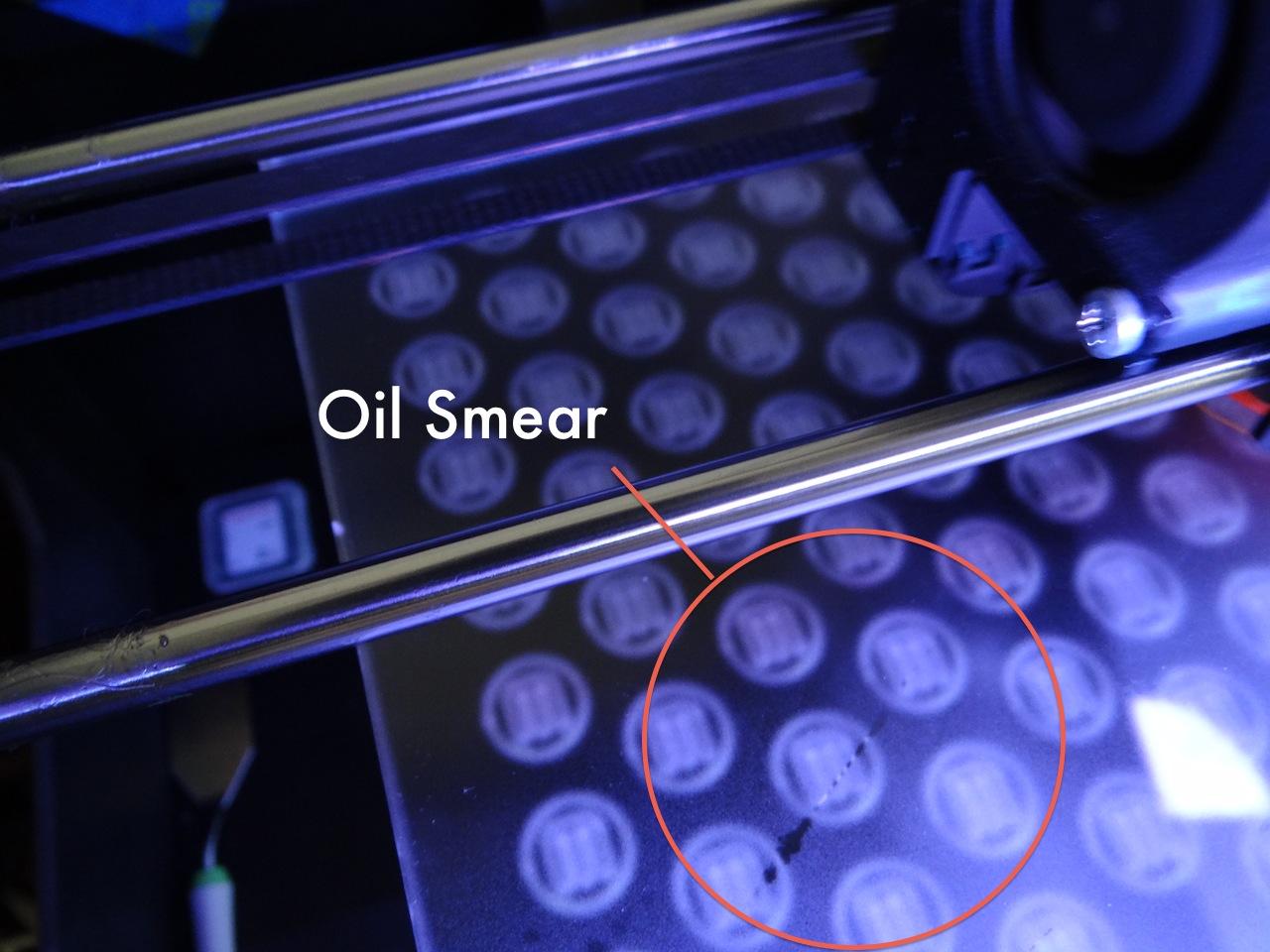
Scott, I think it just floats around inside the heat chamber, above the melting filament - probably higher surface tension and lower viscosity causes this. There is still oil in my extruder even after 200 hours of prints, I can see it getting blown up against the plexiglass side panels I installed the side panels. Its not burning up, so I guess its still lubricating the heat chamber. My bot has been essentially trouble free since making these changes.
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To unsubscribe from this group and stop receiving emails from it, send an email to makerbot+u...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.
Cymon
Joseph Chiu
Wingcommander whpthomas
Blackened oil may end up mixing into the plastic, though probably not enough to notice normally.
Joseph Chiu

JohnA.
http://www.flickr.com/photos/jabella/4613114278/in/set-72157623829152993
May 2010 on a MK4 !
JohnA.
On Tuesday, January 15, 2013 4:03:56 PM UTC-5, Jetguy wrote:
Off topic:
You know what makes that cool? Anybody who owned the original Cupcake
printed that Z handle and due to lack of cooling, they all looked the
same with that giant blob of a handle. Also, curious if the printed
idlers mean that was a Cupcake made when Makerbot had to go to
existing customers and get them to print pulleys for them.
On Jan 15, 3:49 pm, Tony Buser <tbu...@gmail.com> wrote:
> This goes waayyyyy back and I don't recommend it anymore, but back in the
> day I had success with motor oil and PLA. :) See:http://www.flickr.com/photos/tbuser/4400009395/
>
> DISCLAIMER: Do not try this at home. :)
David Mytchak
JohnD
1] The turkeys got eaten, and were delicious. What bits were left over got tossed in a pot with some andouille sausage and turned into gumbo.
2] Hell no - that's normally used for boiling crawfish - that's outdoors next to a big garage.

Mark Cohen
says so in the manual.

Andy Cohen

Nathan Cerny
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To unsubscribe from this group and stop receiving emails from it, send an email to makerbot+u...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.
Nathan Cerny
-------------------------------------------------------------------------------
Andy Cohen

sciencemike
xenogea...@gmail.com

Rich Thompson
Once the repaired R2 with the MK8 upgrade started printing, my air prints dropped to 1 out of 10 for very small prints and 3 out of 10 for large prints (4 or more inches in one dimension). So I bought a bottle of Canola Oil. Now, I print without air prints happening. I've kept the R2 printing almost 16 hours a day for a week without a single air print. I've varied filament and software settings without issue.
Joseph Chiu
I can add that after receiving my MakerBot R2 in November and not printing anything successfully until after support had repaired the extruder, I was still getting air prints every other print. So I did the MK8 upgrade again. I had done it before sending the R2 in to support, but it did not help much. This time I used the latest model that did not require cutting and had the cute little tab...
Once the repaired R2 with the MK8 upgrade started printing, my air prints dropped to 1 out of 10 for very small prints and 3 out of 10 for large prints (4 or more inches in one dimension). So I bought a bottle of Canola Oil. Now, I print without air prints happening. I've kept the R2 printing almost 16 hours a day for a week without a single air print. I've varied filament and software settings without issue.

c f
I suspect the increased mailing list traffic is largely just a result of this - you only need a handful of vocal people to generate a huge volume of traffic, and the more machines out there (and the less experience those users have with CNC equipment), a higher absolute number of people are going to have problems.
Wingcommander whpthomas

Kletus VanDamme
David Mytchak
Joseph Chiu
--
Matt Hill
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To unsubscribe from this group and stop receiving emails from it, send an email to makerbot+u...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.
Chris Milnes
Best, Chris
Nathan Cerny
Wingcommander whpthomas
At 300 I thought I killed it dead.
xenogea...@gmail.com
If this is the case, I can see how a little oil would alleviate the problem, or perhaps increasing the nozzle clearance off the bedplate, or even putting a filament wiper on the incoming filament. (all of which I've tried)However I don't see how implementing the Mk8 upgrade would cure the clicking.
In my experience, in my prints post mk8 extruder upgrade, any clicking that I've heard from my extruder I can attribute to my build plate being too close to the nozzle. When printing multiple parts or a larger part, the areas/parts that have what look like a good healthy extrusion (not stringy from being too far away or not smeared from being too close) the filament goes down not problem. But where it does get smeared from being too close to the build plate, never fail, it starts clicking. This, of course, is likely due to my crappy warped acrylic build plate. I strongly suspect when I get a glass plate that this problem will be resolved and I won't have to babysit the first few layers, making minor adjustments to the bed height during the print.
Chris Milnes
Best, Chris
At 300 I thought I killed it dead.Man Chris! you sure don't do things in half measures - good to know though ;)
--
Matt Hill
Sent from my iPhone
Andy Cohen
Matt Hill
Sent from my iPhone
--
Matt Hill

James McCracken
Rep2 - I inched above 230 as a test. 235,240,245,etc
At 300 I thought I killed it dead. Machine stopped functioning and only game back to life after 30min cool down and hard power reboot.
Wingcommander whpthomas
The real lesson here: the safety cutoff did its job and prevented permanent damage to both the extruder and Chris.

Roger Pharr

Kalen Rixon

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Franc Falco
Although it may also have been the hours i spent tweaking the speed, retraction and temp settings that made all the difference!