Thoughts on ABS Warp Prevention

Ryan Carlyle

- If thermal stresses exceed the strength of the build plate adhesion, edge curling will occur.
- If thermal stresses exceed the internal layer adhesion of the part, cracking will occur.
- Adhesion coatings work by mechanically holding the print in a non-warped position until the print is completed. This means the internal stresses from thermal contraction are resisted by reaction stresses in the (much stiffer) build plate.
- HBPs seem to utilize a combination of effects. They definitely increase print adhesion. They also reduce part cooling (deltaT) and thus decrease thermal contraction until the print is completed. At very high temperatures, they may work by maintaining the plastic near its glass point, thus allowing stresses to internally redistribute on the lower layers with less contribution to warping.

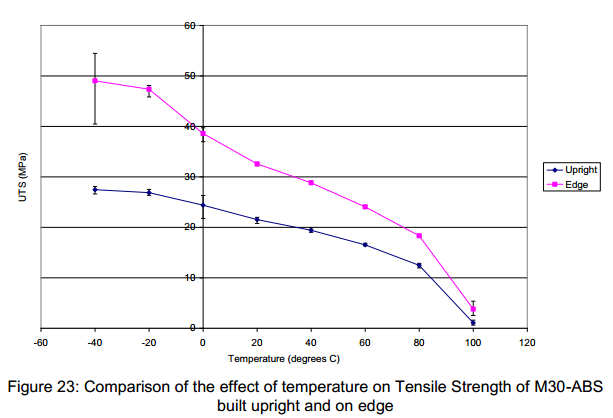
ABS has significant mechanical strength at 80C:

Dan Newman
> As an interesting note here, PLA has a similar Young's Modulus and a
> deltaT, PLA will be *more* prone to warping. However, the glass point for
a depressed Tg of closer to 56C owing to the co-polymers used. Typical
95/5 mix is 59C, but 90/10 to about 80/20 is 56C. BTW, if you're using
pure PLA, you'd know: it's melting point is 478C. For the typical 95/5
mix its around 164C and down to 140C for the typical, production 80/20
PLAs. (Getting this info out of the filament suppliers is next to
impossible. But there's these things called Differential Scanning
Calorimeters....)
Dan
Ryan Carlyle
Finding material properties for polymer blends is a cluster$&#%. Too many variables.
Dan Newman
> Good info. Any idea what else they're mixing in it?
get time on the FTIR spectrometer (FTIrS). (I really wanted to know
the Tg although composition would have been interesting as
well.) Joseph Chiu, who sells filament, may have finally
gotten info? Unlikely since this is pretty tight trade
secret info. (But an FTIrS would tell.)
> Finding material properties for polymer blends is a cluster$&#%. Too many variables.
nylon drawn from the melt? While my Ph.D. is in math, my thesis was on the
mechanics and thermodynamics of drawing and necking of polymers with memory.)
Dan
Ryan Carlyle

Rick L.
Ryan Carlyle
Rick Lautenbach
Rick, that sounds elegant in its simplicity. Maybe a little loud :-)
--
You received this message because you are subscribed to a topic in the Google Groups "MakerBot Operators" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/makerbot/4evJNxIPY2E/unsubscribe.
To unsubscribe from this group and all its topics, send an email to makerbot+u...@googlegroups.com.
For more options, visit https://groups.google.com/groups/opt_out.

Shawn
head, it confirms the "fix" I implemented for a serious ABS warping problem.
The outdoor temperature around has been fluctuating between -30C and
about +10C over the past month or so. The room my printer is in is one
of the coolest in the house. I've been seeing otherwise perfect prints
peel off the platform when nothing has changed since it was printing
perfectly. I chased down near everything from worn nozzle and plunger,
to new heater blocks and rebuilding/maintaining the nozzles. Never mind
levelling the hell out of the platform.
Last night I did some research and found a reference that indicates
warping/peeling is almost always an environmental problem. So as an
experiment, I moved a space heater into the room and brought up the room
temperature and tried printing again. First print failed as I had been
seeing - but my chamber temp only made it to about 30C. After a while
more with the space heater and the printer on preheat (with cover/panels
on), I was able to get the chamber temp up to 45C-ish. The next print
stuck to the platform great. At about 60% through the print I saw my
first sign of peel on a corner. Way better than I had been seeing.
Then I saw this post. Awesome stuff. Now I am in the market for a
small heater that I can put into the chamber to keep the temp at a
stable rate. I was thinking something like a temperature aware heated
rock... I'd hate to resort to the hair dryer - while effective, I don't
think it is meant to see hours of continuous operation...
Thanks for the research!!!
Shawn
On 14-02-07 03:01 PM, Ryan Carlyle wrote:
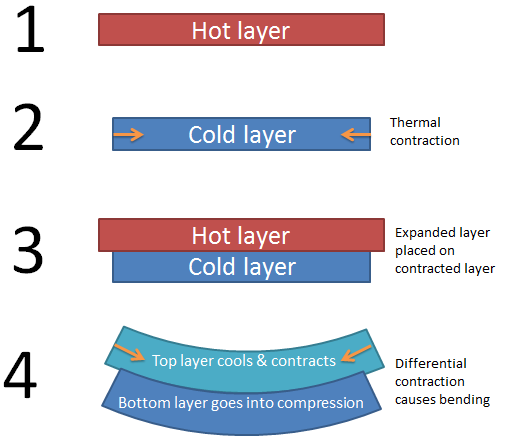
> The cause of warping is pretty straightforward, from a mechanical
> standpoint. As new layers cool, they shrink. Existing layers are already
> significantly cooled and thus have already contracted. If you stick a
> hot layer onto a cold layer, the two sections are thermally expanded by
> different amounts, so when they reach thermal equilibrium the new layer
> tension, and the lower fibers are under compression. If these stresses
> exceed the part's mechanical stiffness and build plate adhesion, warping
> will occur.
>
>
> <https://lh5.googleusercontent.com/-IMclmuKfirI/UvVA-6REruI/AAAAAAAAAIs/3xbzlw6kYH0/s1600/Capture.PNG>
>
>
> *What happens with sufficient build plate adhesion:*
>
> <https://lh3.googleusercontent.com/-vmR3ih86UgA/UvVJ8j7LuTI/AAAAAAAAAI8/AzZxnIPfVr4/s1600/Capture.PNG>
>
> As you can see, thermal contraction causes warping if the part is not
> rather than thermal strain (contraction).
>
> edge curling will occur.
> * If thermal stresses exceed the internal layer adhesion of the part,
>
> The magnitude of thermal stresses is proportional to the coefficient of
> thermal expansion of the plastic, the amount of cooling below the glass
> point, and the young's modulus of the material. Here's the equation:
> deltaT/
> The glass point matters because the plastic can flow above that
> temperature. That prevents the accumulation of significant internal
> stress until the plastic cools below the glass temp.
>
> As an interesting note here, PLA has a similar Young's Modulus and a
> given deltaT, PLA will be _more_ prone to warping. However, the glass
> about 35 degrees. In comparison, the glass point for ABS is around 105C,
> meaning it must cool by 80 degrees to reach room temp. That means
> significantly more thermal stress and thus more tendency to warp.
>
> So, we use a lot of "hacks" to prevent print edge curling/warping. The
>
> * Adhesion coatings work by mechanically holding the print in a
> internal stresses from thermal contraction are resisted by reaction
> stresses in the (much stiffer) build plate.
> thus decrease thermal contraction until the print is completed. At
> redistribute on the lower layers with less contribution to warping.
>
> Professional 3d printers use heated build chambers. This is the best
> possible solution. By maintaining a chamber temp close to the glass
> point of the plastic, the amount of thermal contraction is minimized and
> there is very little tendency to warp.
>
> The stock Replicator 2x has a build plate surface of about 90C and a
> steady-state chamber temp of about 45C. In my experience, the
> steady-state plastic temp is around 80C on layers near the build plate
> and around 60C on layers more than an inch away from the extruder or
> build plate. This gives me a deltaT of 45C -- a bit more than would be
> experienced with PLA.
>
> In comparison, consider a heated chamber that maintains a uniform
> plastic temp of 80C. This is the threshold where the mechanical
> properties of ABS hit an inflection point, because it's approaching the
> glass transition of 105C. At 105C, the Young's Modulus and yield
> strength go to zero -- it will slowly flow and parts will deform. At
> 80C, it starts to act fully like a solid and has about half its
> ideal plastic temperature for printing ABS without warping. *The chamber
> transfer to compensate for heat gained from the build plate and extruder..
>
>
> <https://lh4.googleusercontent.com/-gxoM3iMG2sc/UvVS1CYezeI/AAAAAAAAAJM/JYanzsDLvE0/s1600/Capture.PNG>
>
>
> *ABS has significant mechanical strength at 80C:*
>
> <https://lh4.googleusercontent.com/-kyI7wTlRc2w/UvVTvuuUo7I/AAAAAAAAAJU/-E3ldgK9XFc/s1600/Capture.PNG>
>
> Based on this data, I now plan on (eventually) heating my build chamber
> to 70-75C and adding an internal blower fan to blow warm air at the
> print for rapid cooling. This should achieve PLA-like print performance
> with ABS.
>
> Data sources:
> http://www.stratasys.com/~/media/Main/Files/FDM%20Test%20Reports/Coefficient%20of%20Thermal%20Expansion%20Test%20Report.ashx
> http://www.stratasys.com/~/media/Main/Files/FDM%20Test%20Reports/400mc%20Material%20Properties%20Report.ashx
> Properties for plastic vary a lot, but here are a few sources that I used:
> http://www.makeitfrom.com/compare-materials/?A=Polyethylene-Terephthalate-PET-PETE&B=Polylactic-Acid-PLA-Polylactide
> http://reprap.org/wiki/PLA
> http://www.jimluntllc.com/pdfs/polylactic_acid_technology.pdf
> http://pdfsb.com/readonline/59315a4865516c37583352394333316b55513d3d
>
> You received this message because you are subscribed to the Google
> Groups "MakerBot Operators" group.
> To unsubscribe from this group and stop receiving emails from it, send
Ryan Carlyle
At minimum, you'll probably want aluminum Z arms to use a heated build chamber.
I have all the big gaps closed up on my R2X, (otherwise all stock) and it's printing at 48C interior right now with an air temp of 24C. I do make sure to let my printer preheat for a while before starting big prints.
Shawn
to about 35C, though that may be sufficient to kick start things till
the HBP can add it's heat to the chamber.
I fully agree on the uncontrolled heat source - I don't relish the
thought of a pure heater device running for 4+ hours at a time.
I'm also thinking of building my own small heater circuit with
temperature detection controlled by an arduino. Maybe give me a chance
to finally apply some fuzzy logic techniques to a real world problem.
For now though, it's good to know that I'm going to do better if I get
the ambient room temperature up to something above the shivering point.
Thanks.

Wingcommander
Thanks for posting this, it certainly is food for thought.
Keep in mind that the stock printer has a lot of ABS parts -- these may warp/sag from repeated thermal cycling to 70C. If you use an uncontrolled heat source and go over 80C on accident, various parts may fail.
I realise I have a PID thermal controller, SSR, K type TC's and a ceramic heater sitting in my spare parts drawer, so I am thinking I could use these to heat my enclosed Rep2, which has aluminium upgrades for the Z arms, carrage and gantry.
While a PID controller will prevent thermal overshoot, and maintain a stable temperature, how do you think the steppers and other parts would hold up to operating with an ambient of 75c?
I was thinking that a purpose built CoreXY gantry is probably better for a heated chamber because you can keep most of these components outside the heated chamber.

{kind=link}
Steve Johnstone
Your graphics really helped me understand the sience - thanks for taking the time to put this all together.
Of late I have been preheating for at least 30 minutes and try and keep the door closes as much as possible. I also design custom rafts independent from the slicing software. It does mean a bit more part cleanup but well worth it as I'm printing thing that I never believed possible.
I also went through a phase of reducing the build plate temp from 110c to 90c during the first 25 layers for large prints. My thinking was to try and get the part cool in a liniar way... If that make sence?.
Before -
Top of the print - extruding 210c, middle of the print enclosure temp @25c, bottom of the print 110c.
After -
Top of the print - extruding 210c, middle of the print enclosure temp @25c, bottom of the print 90c.
Now I understand WHY it's important to keep the enclosure temp as close to 80c as possible. I'm really looking forward to seeing what you all come up with.
Ryan Carlyle
Dan Newman
> I was thinking that a purpose built CoreXY gantry is probably better for a
> heated chamber because you can keep most of these components outside the
> heated chamber.
for Jetguy before he comes begging at my door again. (Well, he's been
asking for a bit already.)
Dan