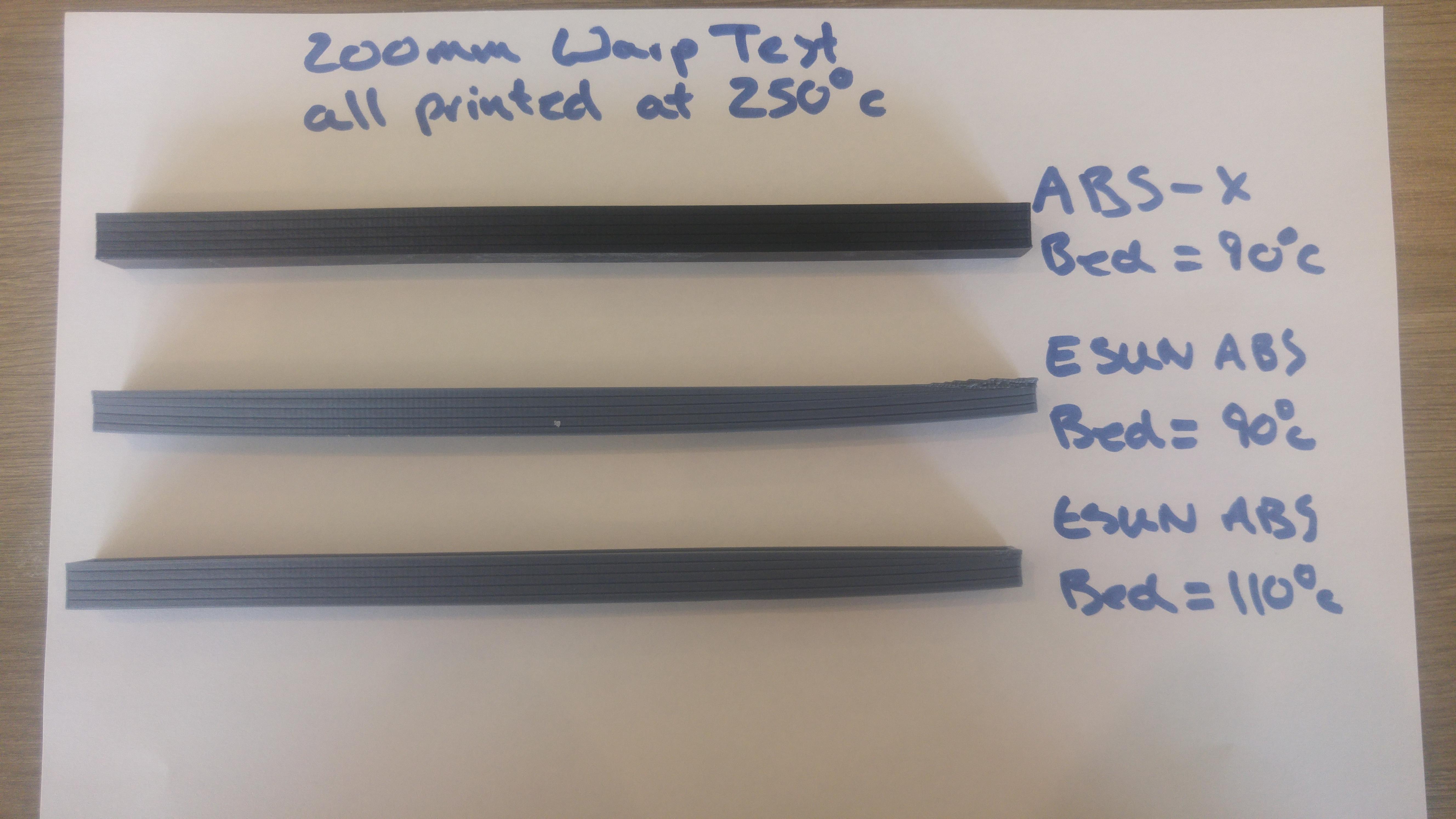
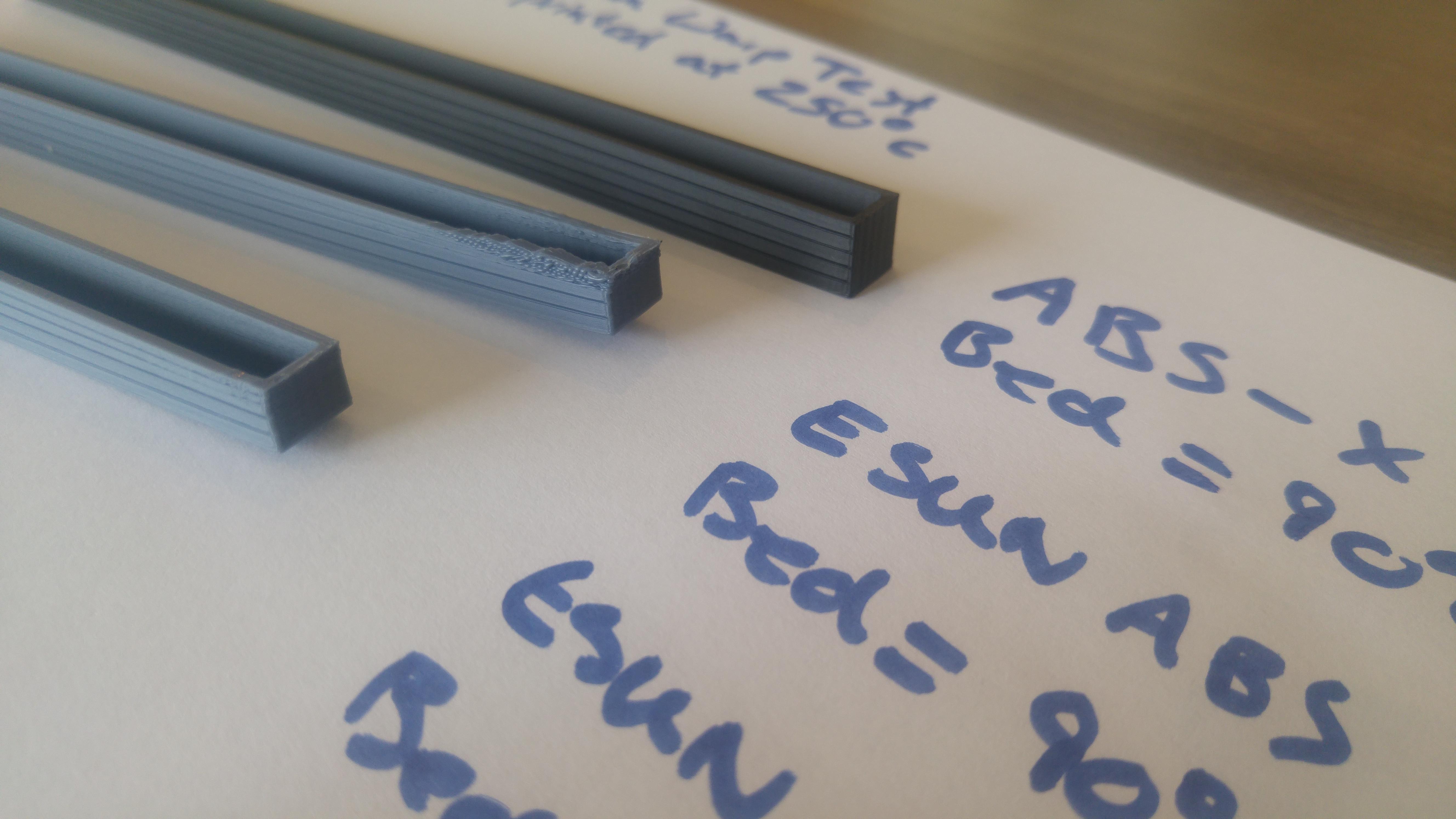
ABS-X The Zero Warp ABS?

scienteer
The filament is made by Dutchfilaments.com in the Netherlands and purports to be 'zero warp'. From what I can tell it is identical to Titan-X from Formfutura, also in the Netherlands, as the spec sheet is identical other than the logo. However ABS-X seems to be much cheaper, I paid £23 for a kilo including tax and delivery. Titan-X would cost me £35 + delivery for only 750g.
So, does it live up to the zero warp promise? Well its still early days and I will need to print some more to come up with a conclusive statement, but so far YES.
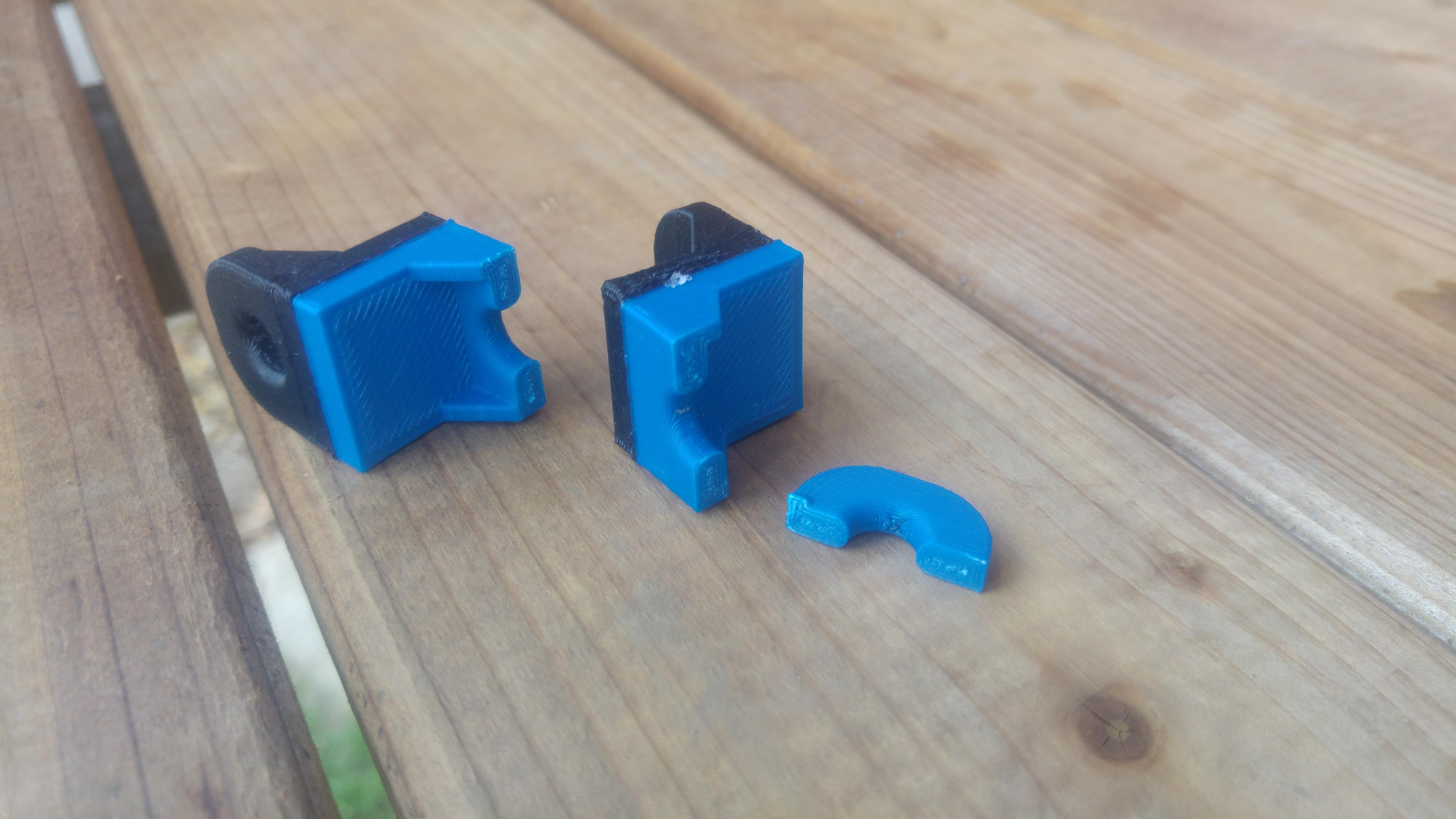
I started of with printing a couple of custom brackets. These were only about 6cm long and had a number of 45degree overhangs.The first had zero warp, but the overhangs suffered some curling that made the it look a little ugly. On the second I decided to add some fan to combat the curling. I still had some minor curling, but much better than the first and again zero warp.
Then i printed some a couple of electonics enclosures. Generally these are horrible for ABS as the long straight tall sides are a recipe for warping and cracking. As the cases also had some overhangs I decided to reduce my bed temp to 90 for the first to fight the curling (this is starting to seem much more like printing in PLA at this point). The result was great again with zero warp. On the second case I decided to turn up the fan to 40%. Normally with ABS this would be suicide, but in this case it turned out nigh on perfect. Again with absolutely zero warp and what seems to be great layer bonding and strength.
My current settings are 250 nozzle, 90(bed) and 40% fan from layer 5 up. For my standard eSun ABS I had been using a bed at 115degrees and would still get some minor warp and these enclosures. All this is in an Ikea Lack enclosure btw, I cant say what it would be like without one.
Obviously, its still early days with this filament, but so far I cant fault it. And even better it doesnt break the bank.I will try and post an update when I get a chance to do some real torture tests.

Ryan Carlyle

Kurt at VR-FX
it in Acetone - to make it liquid - or to Naturally Weld 2 pieces
together by painting Acetone over the joint. I just MUST Know if Acetone
has the SAME Effect on this ABS-X!!! Does X stand for Extreme? Sounds
Extremely cool to me so far!!!

Cristian Nicola
scienteer
scienteer
Ryan Carlyle
Kurt @ VR-FX
Thx,
-K-
Sent from my iPhone
> On Jul 28, 2017, at 12:47 AM, "'scienteer' via 3D Printer Tips, Tricks and Reviews" <3dprintertips...@googlegroups.com> wrote:
>
> Apparently acetone smoothing and welding still works, but I haven't tried it yet myself.
>
> You received this message because you are subscribed to the Google Groups "3D Printer Tips, Tricks and Reviews" group.
> To unsubscribe from this group and stop receiving emails from it, send an email to 3dprintertipstricks...@googlegroups.com.
> To post to this group, send email to 3dprintertips...@googlegroups.com.
scienteer
scienteer

Jetguy
scienteer
scienteer

Mark Napier
Ryan Carlyle

Enginwiz
scienteer
scienteer
Kurt at VRFX
Gives me potential for some great new projects - and really get back to
printing with ABS!
:-)
Thanks!
-K-
On 8/2/2017 1:08 PM, 'scienteer' via 3D Printer Tips, Tricks and Reviews
wrote:

AdanA
Kurt at VRFX
DAMN - that SUCKS!
Jetguy
Adan Akerman
--
You received this message because you are subscribed to a topic in the Google Groups "3D Printer Tips, Tricks and Reviews" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/3dprintertipstricksreviews/KgdLfCt-m8E/unsubscribe.
To unsubscribe from this group and all its topics, send an email to 3dprintertipstricksreviews+unsub...@googlegroups.com.
To post to this group, send email to 3dprintertipstricksreviews@googlegroups.com.
scienteer

Raphael Remma
Just one thing I found really wierd. I got my extruder perfectly calibrated, using flow in between 1.0 and 0.90 depending of the filament.
On ABS-X I had to reduce to 0.75!!! (Yes, I've changed the filament diameter on SP3D).
Jetguy
That's exactly why the flow rate was and is an adjustment per filament.
scienteer
Cristian Nicola

JF Kansas
Cristian Nicola
JF Kansas
Cristian Nicola
Raphael Remma
Im printing at 245c. At 235-240 the layer bonding was weak.
Ill post pictures soon.
Enginwiz
I printed some test parts with black Formfutura Titan-X on the Robox.The first pleasant surprise was no discernible smell during printing.This is the first ABS I would want to use without an air scrubber.Automaker 3.0.0 provides a filament profile for Titan-X witha nozzle temperature of 240°C for the first layer and 232°Cfor the subsequent layers. These are very low temperaturesfor ABS and as suspected interlayer bonding was problematic.I did a pull test against an ABS part printed on the Mojo.Usually the Mojo ABS M30 test parts break at a force of 400 N.


There is also a bit of underextrusion on the top layers.

Apart from that the test parts are OK. There is no warping,but these parts are only 20 x 20 mm. So far Titan-X sticks
I will print some more test parts with 250°C nozzle temperatureand a higher extrusion factor.
Enginwiz
Adan Akerman
--
You received this message because you are subscribed to a topic in the Google Groups "3D Printer Tips, Tricks and Reviews" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/3dprintertipstricksreviews/KgdLfCt-m8E/unsubscribe.
To unsubscribe from this group and all its topics, send an email to 3dprintertipstricks...@googlegroups.com.
To post to this group, send email to 3dprintertips...@googlegroups.com.
Enginwiz
and proper solidification for all filaments I use on my printers. This test
method is not an industry standard, but simple and inexpensive. The
test results are giving me enough feedback to dial in the nozzle temperature
and the right amount of cooling for a good compromise between surface
quality and part strength.
UV light breaks down the polymer chains in plastic materials.
Some color pigments are UV resistant and can protect the polymers
below the surface. Titanium dioxide as white color and carbon as black
pigment are good canidates for opaque colors in outdoor applications.
Formfutura recommends ASA as UV resistant filament for outdoor use.
Adan Akerman
--
You received this message because you are subscribed to a topic in the Google Groups "3D Printer Tips, Tricks and Reviews" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/3dprintertipstricksreviews/KgdLfCt-m8E/unsubscribe.
To unsubscribe from this group and all its topics, send an email to 3dprintertipstricksreviews+unsub...@googlegroups.com.
To post to this group, send email to 3dprintertipstricksreviews@googlegroups.com.
scienteer

Enginwiz

Ryan Carlyle
Enginwiz
Stratasys calls it ABS plus for Mojo and Dimension printers.
This is the material in the right column of your comparison list.
The black TitanX side should be stronger and more flexible
than the white ABS M30 side, but it is always the black
TitanX side that breaks first.
I printed another test sample on the Replicator 2
at 245 degrees nozzle temperature with the part cooling fan off.
The TitanX part snapped at 280 N and the white ABS M30 side
of the test sample still wins the competition hands down.
Test samples of Colorfabb nGEN usually break between 320 N to 340 N
in this test setup. I would appreciate to achieve the same performance
with TitanX. The advantage of TitanX over PETG is easy mechanical
finishing and the option of acetone smoothing. TitanX prints like PETG,
but the printed parts have the look and feel of ABS: Fat oily black color,
quick and effortless sanding, flame polishing, easy drilling and taping.
Kurt at VR-FX
Hey there Ryan,
Yeah - I've actually tried some PETG - and its pretty Damn Sweet.
But, alas - I miss those characteristics of ABS. The natural
welding between pieces via acetone. And, of course, my ability to
recycle ABS pieces - soaking an Acetone and making liquid plastic.
But, yeah - I HATE the Drawbacks. Oddly - or maybe not so odd -
when I had my cupcake - I was a purely ABS kinda guy! But, with
the Super-CupCake and now the Wanhao - the bigger print area means
larger pieces. And, so - then all the ABS problems become Way
apparent w/printing larger pieces. So - once Jetguy sent me the SC
- then he also pushed me to stick w/PLA and not do ABS - which is
largely what I have done.
But - hey - to be able to go back to working a lot more with ABS
- that would be wonderful (although I don't like the smell - and
know I must ventilate my space more when working with ABS!).
-K-
--
You received this message because you are subscribed to the Google Groups "3D Printer Tips, Tricks and Reviews" group.
To unsubscribe from this group and stop receiving emails from it, send an email to 3dprintertipstricks...@googlegroups.com.
To post to this group, send email to 3dprintertips...@googlegroups.com.
Enginwiz
scienteer
scienteer
Both materials were printed at 245c.

{kind=link}
{kind=link}
{kind=link}
Brandon A.
Adan Akerman
--
You received this message because you are subscribed to a topic in the Google Groups "3D Printer Tips, Tricks and Reviews" group.
To unsubscribe from this topic, visit https://groups.google.com/d/topic/3dprintertipstricksreviews/KgdLfCt-m8E/unsubscribe.
To unsubscribe from this group and all its topics, send an email to 3dprintertipstricksreviews+unsub...@googlegroups.com.
To post to this group, send email to 3dprintertipstricksreviews@googlegroups.com.
Enginwiz
Enginwiz
scienteer
All were printed at .2mm layer height with 100% infil.
Enginwiz
Does your i3 have an MK10 hotend with a teflon tube
or has it been upgraded to an all metal hotend?
TitanX prints beautifully on the Replicator 2 and on the Robox.
Melt flow, infill and perimeters look good at 245 degrees nozzle temp.
I really don't understand why the part strength of my sample parts
is so mediocre. My TitanX filament has been dried with silica gel
for several days and sits in a bag with silica gel and a humidity
sensor during printing. So humidity shouldn't be an issue.
scienteer
The esun broke along the layer lines. In my experience this is the normal failure mode for FDM parts. It could be that the ABS-X is only medium as strength as your tests seem to show and my esun print was just had week interlayer bonding. From my perspective if the ABS-X is weaker, but more isotropic then thats a trade off I am happy to accept.
I guess that the Mojo can get really good layer bonding without sacrificing quality using a more standard ABS.
Have you got any of the standard robox ABS left to test?
Enginwiz
This stuff warps like crazy and fills the office with a nasty styrene stink.
The Mojo exclusively prints chip coded ABS. Stratasys calls it ABSplus
on some printers and ABS-M30 on others. The polymer blend is Cycolac
MG94-1000 from Saudi Basic Industries. It is a strong and rigid ABS blend
and requires a heated build chamber for large parts. Stratasys is a rip-off
and charges around 300 Euros per kg for this ABS. Think of inkjet printers.
E3d and other suppliers are selling MG94 ABS for reasonable prices.
It prints well on the Robox, but most parts show some warping.
The build chamber should have around 90 degrees for MG94.
Too hot for the Robox and most other printers.
Enginwiz

Enginwiz

scienteer
Thanks for doing these test though. Im learning loads from it.
Enginwiz
Three or four years ago stuff like this was more or less the standard.
It is printable, but only in a very narrow process window.
I switched over to your build plate temperature setting of 90 degrees celsius
for TitanX. This seems to improve the print quality. The bottoms of my TitanX
test prints on the Replicator 2 are now dead flat and have a shiny mirrorlike
finish. The whole first layer was still stuck to the Aquanet hairspray when
I removed the glass plate from the Bottleworks HBP at around 50 degrees.
It took some time until the printed parts self-released from the cooling
build plate, but it was a hot day and we had an ambient temperature of
nearly 30 degrees in the office.
Enginwiz

scienteer
The ABS-M30 is the king. IF printed in an oven. And if you can afford it.
TitanX ABS is best for the majority of printers.
Regular ABS is best if cost is king. Or you need a particular colour not availiable above.