plastruder fine tuning?

Steven Dick
Is there a fine tuning guide somewhere that explains which parameters to adjust and how to calibrate them? Is there hardware calibration I should be doing instead of fixing it in software?

Bo Lorentzen
was a little thin so I slowed it down a little.
Bo
Sent from my iPhone
> --
>
> You received this message because you are subscribed to the Google
> Groups "MakerBot Operators" group.
> To post to this group, send email to make...@googlegroups.com.
> To unsubscribe from this group, send email to makerbot+u...@googlegroups.com
> .
> For more options, visit this group at http://groups.google.com/group/makerbot?hl=en
> .

Nick Ames
> than skeinforge expects.
(Speed), Feedrate (Speed), and Layer Height (Carve). What skeinforge
expects the width to be is controlled by 'Extrusion Width over
Thickness' (Carve), 'Extrusion Perimeter Width over Thickness' (Inset),
and 'Extrusion Diameter over Thickness' (Speed). (All three control the
same thing and should be set to the same value.)
Only the second group of settings are important at the moment. When
skeinforge knows the extruded filament width, it will build correct,
solid objects. If the object comes out with gaps between the filament,
decrease the setting. If there is too much plastic extruded, increase
the setting. The first group can be changed if you want a
thinner/thicker filament, smaller layer height, etc.
> Small holes fill in, hole diameters are a lot smaller than I drew
> them, the lid for the screwable box doesn't fit, etc.
This is a problem inherent to all extruded plastic 3D printers. It is
due to the fact that less plastic needs to be deposited on the inside of
a circular toolpath than on the outside. This page explains it in
detail: http://reprap.org/bin/view/Main/ArcCompensation
The skeinforge module to correct for this is Stretch. Stretch enlarges
holes and pushes corners out. (If you've been seeing odd bumps around
corners on the even the simplest of objects, stretch is the cause.) For
reference, my stretch settings are attached*.
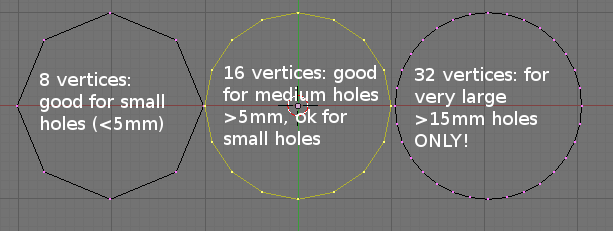
There is another, Makerbot-specific cause of this problem. The trouble
is that the electronics can't process complex gcode fast enough to move
around small holes. Unnecessary geometry creates a delay, which is
disastrous when the toolpath must be traveled in 1/3 of a second (3mm
hole, 30mm/s feedrate). I've found that reducing small (<5mm) holes to
around 8 vertices or less alleviates the problem (running from sd card
also helps). (When you need an absolutely smooth turning hole every time
(for an axle, etc.), square holes are the key.) I've attached an image
illustrating what I mean.
> Is there a fine tuning guide somewhere that explains which parameters
> to adjust and how to calibrate them? Is there hardware calibration I
> should be doing instead of fixing it in software?
Maybe, and No.
I'm not aware of a comprehensive skeinforge tuning guide, although there
are a few references here and there:
Thingiverse did a few tutorials:
http://blog.thingiverse.com/index.php?s=skeinforge (much of the material
is one the second page)
The bits from bytes wiki is helpful:
http://www.bitsfrombytes.com/wiki/index.php?title=Skeinforge#Carve (Note
that they use a newer version of skeinforge, so there will be
differences. Also, the default setting they provide are for a different
3D printer.)
And of course the skeinforge documentation is required reading.
The best way to calibrate your machine is to adjust settings to logical
values and print a test object. I recommend a 20mm cube (stl attached).
A cube won't help you calibrate every setting, but it will get your
machine up and running. For calibrating stretch, I use a half cube with
a 3mm hole down the center (stl attached).
Good Luck, and I hope this helps you get your machine working.
*Even with my stretch settings, I've found a M3 bolt is snug in a 3.5mm
hole (I don't want to set the Stretch values too high, for fear of
distorting the object). Here's how I make it turn smoothly:
1: Screw the bolt into the hole. While a allen key may be necessary,
excessive resistance indicates that your hole is just too small or your
calibration/hole geometry is incorrect.
2: Unscrew the bolt most of the way.
3: Using a hammer or other large tool, pound the bolt in, obliterating
the threads along the way.
4: If the hole goes all the way through the object: Unscrew bolt, screw
it in a few mm into the other end of the hole, and repeat step 3.
5: Move the bolt quickly in and out of the hole, using it like a file to
smooth any remaining burs.
The bolt should now turn smoothly in the hole.
{kind=link}
Steven Dick
I guess what bothers me is that others say the screwable box works for them, which means my machine must be making parts much fatter.
Steven Dick
> Small holes fill in, hole diameters are a lot smaller than I drew them
There is another, Makerbot-specific cause of this problem. The trouble
is that the electronics can't process complex gcode fast enough to move
around small holes. Unnecessary geometry creates a delay, which is
disastrous when the toolpath must be traveled in 1/3 of a second (3mm
hole, 30mm/s feedrate). I've found that reducing small (<5mm) holes to
around 8 vertices or less alleviates the problem (running from sd card
also helps). (When you need an absolutely smooth turning hole every time
(for an axle, etc.), square holes are the key.)
I'll have to draw a test part with small holes using a variable number of verticies to test this and see how much of a factor this is for my machine.
Would it make sense to add another filter to skeinforge just to reduce complexity of small holes?