MakerBot PLA 4032D Stories?

Marty McGuire
I just got my PLA from MakerBot and was wondering how other folks are
doing with it. The MakerBot store (http://store.makerbot.com/plastic/
pla-4032d-5lb-coil.html ) says it should print fine with ABS
settings, but folks using other formulations have reported that PLA is
brutal on the extruder (e.g. on the MakerBot wiki http://wiki.makerbot.com/pla
).
Anyone using the new MakerBot PLA have any stories to share? Is it
working out-of-the-box with your ABS settings? Have you had to tweak
anything? Has it ruined your extruder? :)
I am excited to try printing with it in the next few days. I'll try
and update this thread with what I find, but I figured that other
folks might already have something to say.
Thanks,
Marty

Cliff Biffle
> I just got my PLA from MakerBot and was wondering how other folks are
> doing with it. The MakerBot store (http://store.makerbot.com/plastic/
> pla-4032d-5lb-coil.html ) says it should print fine with ABS
> settings, but folks using other formulations have reported that PLA is
> brutal on the extruder (e.g. on the MakerBot wiki http://wiki.makerbot.com/pla
> ).
I was unable to get it to consistently extrude last night -- the drive
pulley tended to eat holes in it. It may just require higher idler
pulley tension than ABS (which feeds reliably), but I took it as an
opportunity to rebuild my heater barrel anyway. I wanted to make sure
everything was in good shape before I ruined my extruder. :-) Since
my last rebuild a couple weeks ago I've had to run at slightly higher
temperatures, which may be a sign that I did something wrong.
Some folks have suggested wrapping the nichrome as high as possible to
prevent jams, but this conflicts with Nophead's suggestion that the
hot section be as short as possible. Not sure who to trust on that
one. Even with the hot section confined to the first cm above the
nozzle, I definitely found melted ABS all the way up in the PTFE
threads. (No PLA in the threads, but I suspect the ABS was keeping it
out -- I definitely had signs of melting on the filament in the
insulator.)
In any case, I can't find a thin M6 nut easily available nearby, so
I'm confined to the bottom cm.5 of the barrel anyway. We'll see how
the rebuild goes.
-Cliff L. Biffle

Rick Pollack
No matter how you wire it up, the melt section of a standard makerbot plastruder is not limited to the bottom of the barrel. The heat goes all the way up... How is your nichrome wrapped? A single layer or do you have it stacked up toward the nozzle? Are you getting good contact with the brass? Also, a full size M6 nut works fine...
I have not used my MB PLA yet but my other PLA does not work if the temp at the top of the barrel is less than 150C. Do you have a way to measure the temp at the top of the barrel? The MB PLA has a higher melting temp...
Rick
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
For more options, visit this group at http://groups.google.com/group/makerbot?hl=en.
Cliff Biffle
> No matter how you wire it up, the melt section of a standard makerbot
> plastruder is not limited to the bottom of the barrel. The heat goes all the
> way up...
Sure, that's what we get for making things out of metal. :-)
> How is your nichrome wrapped? A single layer or do you have it
> stacked up toward the nozzle? Are you getting good contact with the brass?
Initially I wrapped it just as shown in the MBI instructions: a single
layer on most of the barrel, with the excess wrapped over top.
I recently rebuilt it with more wire toward the tip, with the side
effect of having to layer the nichrome more (two full layers). This
barrel requires higher temperatures to extrude, but I changed so many
variables in the rebuild (particularly the size of the nozzle
aperture) that I can't draw any conclusions.
> Also, a full size M6 nut works fine...
...as long as you have enough barrel left over to fully screw into the
PTFE. I found that simply adding an M6 nut to a finished heater
barrel left a gap, causing clogs. Re-wrapping the barrel fixed this,
but also forced me to layer the nichrome to use it all.
> I have not used my MB PLA yet but my other PLA does not work if the temp at
> the top of the barrel is less than 150C. Do you have a way to measure the
> temp at the top of the barrel? The MB PLA has a higher melting temp...
Sure, I could mount a second thermistor while it's out of the
insulator. Was considering checking this tonight.
I have a question about this, though. Most of my clogs (and the clogs
of others I've seen) involve molten plastic escaping from the top of
the barrel and working its way into the insulator -- sometimes as a
plug, sometimes into the threads if things aren't tight enough. I
would think (intuitively and without data) that a longer heated
section would *encourage* this by keeping a larger amount of plastic
molten, or near-molten. What's your experience on this?
-Cliff L. Biffle
Rick Pollack
Sorry, you lost me on the nozzle aperature...are you using a standard makerbot nozzle or ??? This barrel (vs.)? What equipment are you using?
Do you know the length of nichrome you are using? Having two layers may well be your problem...for best results, have as much of the nichrome as possible making tight contact with the brass barrel.
Also, I don't think the insulator problem is the result of too much heat at the top of the barrel, rather too little heat. ABS is very unpleasant between ~100C and ~140C (don't recall the exact range). Above 140 it moves easily. So, if the top of your barrel is 120C, the ABS will be become very sluggish and the filament pushing on it will force it sideways and up - but not down - the barrel. This is probably what causes ABS to get pushed into the insulator gap - the problem is not the insulator but temperature...get the temp right and the insulator problems go away...
Rick
Rick Pollack
Cliff Biffle
> Sorry, you lost me on the nozzle aperature...are you using a standard
> makerbot nozzle or ??? This barrel (vs.)? What equipment are you using?
My initial MakerBot nozzle was defective and had a 1.25mm aperture. I
replaced it with a stock 0.5mm nozzle once I figured this out.
> Do you know the length of nichrome you are using? Having two layers may well
> be your problem...for best results, have as much of the nichrome as possible
> making tight contact with the brass barrel.
I don't know the length -- it's the piece shipped by MBI with the
expected resistance. Given a tightly-fitted nozzle and insulator
there wasn't enough room (with the M6 nut) to wrap in a single layer.
> Also, I don't think the insulator problem is the result of too much heat at
> the top of the barrel, rather too little heat.
Interesting hypothesis, this should be easy enough to test.
We've kinda hijacked the PLA thread. If you want to talk more about
nozzle construction we should fork it.
-Cliff L. Biffle

Nate True
It would flow smoothly for a short while (30-45 secs) but then get
really difficult to push in (I pushed it manually, so my extruder
wouldn't destroy itself). Pulling it out and doing some careful
examination and measurement revealed what was happening.
The PLA was going through to the nozzle just fine to begin with, but
the temperature inside my thermal barrier was high enough to allow the
PLA to change shape a bit. Since it was being pushed down, the PLA
squished to a larger diameter inside the barrier, increasing friction
quite a bit.
Now that wouldn't have been an issue if there wasn't another quirk in
my extruder, which is that the heater barrel and the insulator's 3mm
holes are not perfectly lined up. The barrel is offset just a little
bit, creating a lip that the PLA was grabbing onto. So I need to fix
that little issue. I've ordered a couple new thermal barriers from
Makergear (Hi Rick!) and am going to try those out to see if they
align better.
Here's an annotated image of the record of PLA failure:
http://skitch.com/natetrue/nxt22/pla-fail
On Jan 14, 2:39 pm, Rick Pollack <r...@makergear.com> wrote:
> I posted some photos of the ABS melt process
> here<http://www.flickr.com/photos/makergear/sets/72157622855375537/>
>
>
>
> On Thu, Jan 14, 2010 at 5:37 PM, Rick Pollack <r...@makergear.com> wrote:
> > Cliff -
>
> > Sorry, you lost me on the nozzle aperature...are you using a standard
> > makerbot nozzle or ??? This barrel (vs.)? What equipment are you using?
>
> > Do you know the length of nichrome you are using? Having two layers may
> > well be your problem...for best results, have as much of the nichrome as
> > possible making tight contact with the brass barrel.
>
> > Also, I don't think the insulator problem is the result of too much heat at
> > the top of the barrel, rather too little heat. ABS is very unpleasant
> > between ~100C and ~140C (don't recall the exact range). Above 140 it moves
> > easily. So, if the top of your barrel is 120C, the ABS will be become very
> > sluggish and the filament pushing on it will force it sideways and up - but
> > not down - the barrel. This is probably what causes ABS to get pushed into
> > the insulator gap - the problem is not the insulator but temperature...get
> > the temp right and the insulator problems go away...
>
> > Rick
>
> > On Thu, Jan 14, 2010 at 5:17 PM, Cliff Biffle <cbif...@gmail.com> wrote:
> >> makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
Cliff Biffle
> The PLA was going through to the nozzle just fine to begin with, but
> the temperature inside my thermal barrier was high enough to allow the
> PLA to change shape a bit. Since it was being pushed down, the PLA
> squished to a larger diameter inside the barrier, increasing friction
> quite a bit.
This matches with my notes from last night, and would explain my
symptoms (which were similar to yours).
Out of curiosity, how is your nichrome wound -- toward the tip, or
evenly across the whole length of the barrel?
-Cliff L. Biffle
Rick Pollack
Do you have any way of getting the temp where the PLA enters the barrel? I have not tried the MB PLA yet...
Rick
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
Nate True
been trying nozzle temperatures between 220-250C with a poorly
calibrated thermistor (I print ABS smoothly at 240). And my nichrome
is wound in two layers on the barrel close to the nozzle.
On Jan 14, 5:49 pm, Rick Pollack <r...@makergear.com> wrote:
> Nate -
>
> Do you have any way of getting the temp where the PLA enters the barrel? I
> have not tried the MB PLA yet...
>
> Rick
>
>
>
> On Thu, Jan 14, 2010 at 6:55 PM, Cliff Biffle <cbif...@gmail.com> wrote:
> > On Thu, Jan 14, 2010 at 3:53 PM, Nate True <natet...@gmail.com> wrote:
> > > The PLA was going through to the nozzle just fine to begin with, but
> > > the temperature inside my thermal barrier was high enough to allow the
> > > PLA to change shape a bit. Since it was being pushed down, the PLA
> > > squished to a larger diameter inside the barrier, increasing friction
> > > quite a bit.
>
> > This matches with my notes from last night, and would explain my
> > symptoms (which were similar to yours).
>
> > Out of curiosity, how is your nichrome wound -- toward the tip, or
> > evenly across the whole length of the barrel?
>
> > -Cliff L. Biffle
>
> > --
> > You received this message because you are subscribed to the Google Groups
> > "MakerBot Operators" group.
> > To post to this group, send email to make...@googlegroups.com.
> > To unsubscribe from this group, send email to
> > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>

pattywac
I really think you should stay away from temperatures higher than
230. The MSDS says this stuff decomposes at 250 and the fumes can be
toxic. If you do decide to go that high, make sure you are in a very
well ventilated area..... like with an exhaust hood.
> > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscr...@googlegroups.c om>
Rick Pollack
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
pattywac
The problem having is that it is melting too early and is getting
clogged where the insulator meets the heater. After I clean out the
barrel again tomorrow morning I will test some lower temps (190-210)
and report back
On Jan 15, 10:49 pm, Rick Pollack <r...@makergear.com> wrote:
> pattywac - the numbers being reported here don't necessarily represent real
> temps. I think Nate's 240C is actually more like 220C based on the
> thermistor calibration...
>
> > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > .
> > > > > For more options, visit this group at
> > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > --
> > You received this message because you are subscribed to the Google Groups
> > "MakerBot Operators" group.
> > To post to this group, send email to make...@googlegroups.com.
> > To unsubscribe from this group, send email to
> > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
Rick Pollack
Do you have a 3mm thermistor with that bot? Do you have it wired (nichrome, thermistor position) in a normal fashion (like the instructions) or have you done anything differently? And, do you have a thermocouple or some other way of taking independent temp measurements? Do you have any way of getting temp measurements at the top of your heater barrel? Look forward to seeing your results!
The 0.5mm nozzle assembly in this video ran fine at 205C w/o a bearing and barely worked at 200C (I've since disassembled it). And the nozzle assembly in this photo runs in the 170C-180C range (and it has a 0.4mm nozzle).
Rick
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
Nate True
The nichrome is wrapped in two layers as close to the nozzle as I
could get it (per nophead's recommendations). Again, I have no way of
taking thermal readings that specifically.
Here's a photo of my extruder:
http://blog.makerbot.com/2009/11/29/nate-trues-extruder-hacks/
On Jan 16, 6:57 am, Rick Pollack <r...@makergear.com> wrote:
> Nathan -
>
> Do you have a 3mm thermistor with that bot? Do you have it wired (nichrome,
> thermistor position) in a normal fashion (like the instructions) or have you
> done anything differently? And, do you have a thermocouple or some other way
> of taking independent temp measurements? Do you have any way of getting temp
> measurements at the top of your heater barrel? Look forward to seeing your
> results!
>
> The 0.5mm nozzle assembly in this
> video<http://www.flickr.com/photos/makergear/4066652289/>ran fine at
> 205C w/o a bearing and barely worked at 200C (I've since
> disassembled it). And the nozzle assembly in this photo runs in the
> 170C-180C range (and it has a 0.4mm nozzle).
>
> Rick
>
> barbell nozzle assembly.jpg
> 103KViewDownload
Rick Pollack
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
pattywac
change the lookup table.... it consistently reads 18-20C for room
temperature and read exactly 100C in the pot of boiling water I stuck
it in. Ive got the nichrome wrapped in the threads of the heater
barrel for about 50-65% of the length and then the rest is doubled up
over the threads right up against the nozzle..... almost identical to
the instructions on the wiki. I also have the thermistor located on
the middle of the side of the nozzle, also just as suggested in the
wiki.
I tried at 210 and had the same problem. It's melting when it hits
the boundary between the barrel and the ptfe insulator. It is somehow
making it into the threads between the two even though I've been using
a good amount of force to screw them together. After I clean it out
again I am going to start at 190 and work my way up..... hopefully
I'll get lucky and 190 will work correctly.
On Jan 16, 11:16 am, Rick Pollack <r...@makergear.com> wrote:
> Ha - that second set of questions was for pattywac, he is also a Nathan :)
>
> > > > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > .
> > > > > > > > > For more options, visit this group at
> > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > --
> > > > > > You received this message because you are subscribed to the Google
> > > > Groups
> > > > > > "MakerBot Operators" group.
> > > > > > To post to this group, send email to make...@googlegroups.com.
> > > > > > To unsubscribe from this group, send email to
> > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > .
> > > > > > For more options, visit this group at
> > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > --
> > > > You received this message because you are subscribed to the Google
> > Groups
> > > > "MakerBot Operators" group.
> > > > To post to this group, send email to make...@googlegroups.com.
> > > > To unsubscribe from this group, send email to
> > > > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > .
> > > > For more options, visit this group at
> > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > barbell nozzle assembly.jpg
> > > 103KViewDownload
>
> > --
> > You received this message because you are subscribed to the Google Groups
> > "MakerBot Operators" group.
> > To post to this group, send email to make...@googlegroups.com.
> > To unsubscribe from this group, send email to
> > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
pattywac
the data sheet from the makerbot store lists two melting temps
Melt Temperature: 210+- 8 C
Melting Point: 160C
I'm guessing that 210 is just the recommended temperature to process
the liquid polymer at.... it does seem to have a low viscosity at that
temp, too low for the makerbot anyway.
Rick Pollack
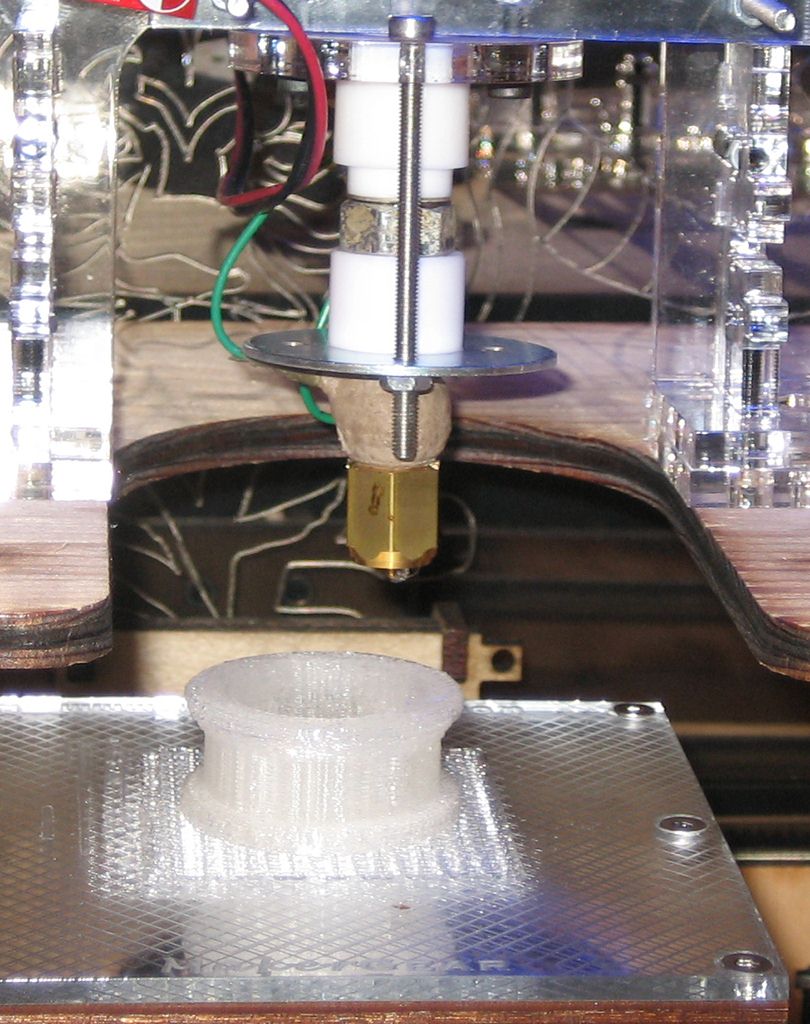
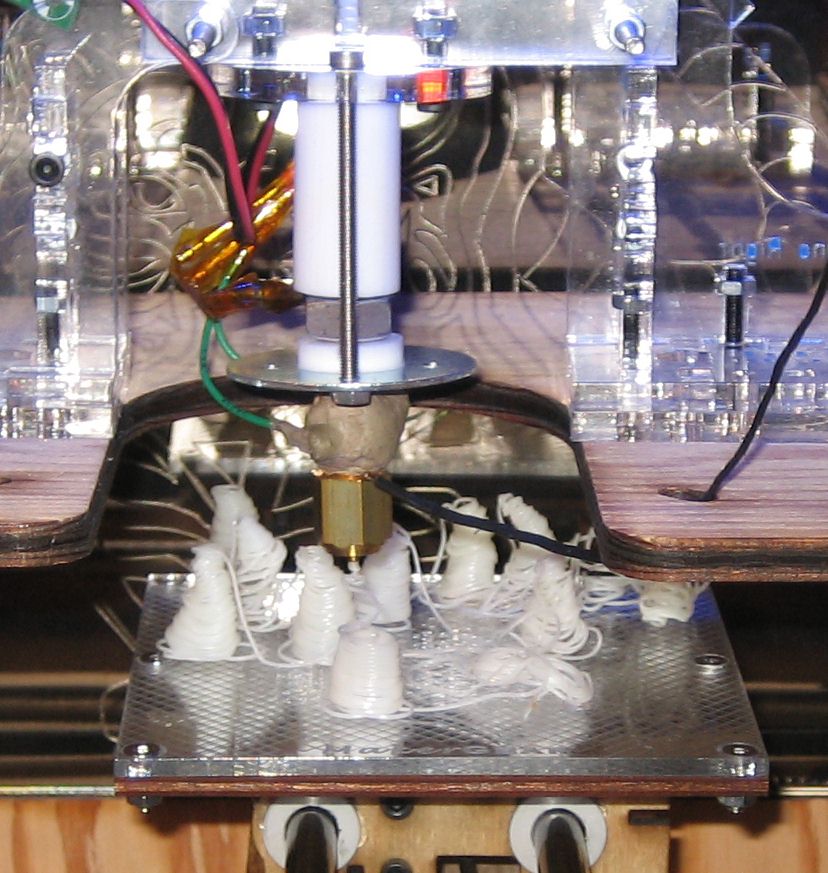
I was able to print just fine with the Makerbot PLA (4032D) at 235C. That is ~20C higher than for the ultimachine 4042D. So, both PLA variants seem to be working...
I printed a 608 pulley for the test...
I forgot this was a PLA thread and some of my prior comments in this thread are about ABS.
Rick
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.

Steven Dick
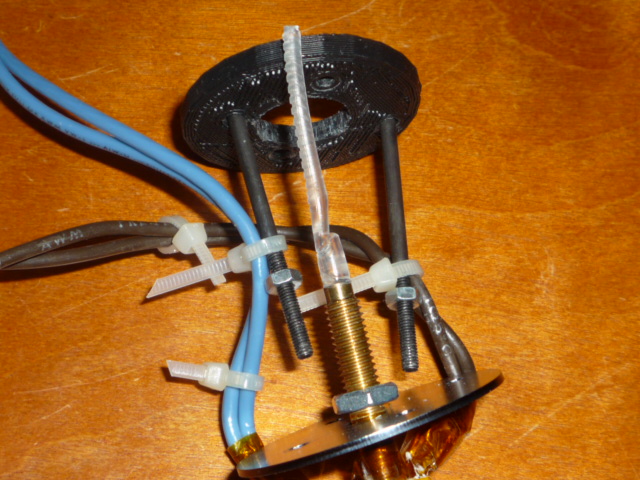
1) PLA seems to stay soft long after it has cooled below the melting point.
2) PLA seems to conduct heat much better than ABS. I'm seeing PLA in a cool insulator soften long before it touches the metal barrel just because it is touching more hot PLA.
I ran my machine at 220, and extruded for about 30 seconds before it stalled. When I took it apart and backed out the filament, I found this... (see pics)
Note that the thick part above the metal barrel is the same diameter as the inside of the insulator.
It is much narrower above that probably because it started necking when I was pulling before it was hot enough to fully release.
The tip that was in the barrel is cloudy...probably at least partly because there is ABS mixed in, with a higher concentration region closer to the nozzle. I'm going to make one more try to get PLA to work (with most of the ABS now cleaned out) and see if it works better at a lower temperature.
Nate True
"pattywac".
So I got my Torlon and Delrin barriers from Makergear, and I'm trying
the Torlon one first. What seems to happen with the Torlon barrier is
that it's wicking heat away from my heater barrel too fast, and
there's plastic getting stuck in the brass portion that's not melted
at all, while the nozzle reaches the correct temperature. What would
you suggest as a solution for that Rick?
On Jan 16, 4:21 pm, Rick Pollack <r...@makergear.com> wrote:
> OK - just made a new nozzle assembly from scratch - all standard makerbot
> style parts - PTFE insulator, full m6 nut, 0.5 nozzle, 1mm thermistor (with
> correct table), etc...
>
> I was able to print just fine with the Makerbot PLA (4032D) at 235C. That is
> ~20C higher than for the ultimachine 4042D. So, both PLA variants seem to be
> working...
>
> I printed a 608 pulley for the test...
>
> I forgot this was a PLA thread and some of my prior comments in this thread
> are about ABS.
>
> Rick
>
> > > > > > > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Bunsubscribe@googlegro ups.com>
>
> > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > > > .
> > > > > > > > > > > > For more options, visit this group at
> > > > > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > > > > --
> > > > > > > > > You received this message because you are subscribed to the
> > Google
> > > > > > > Groups
> > > > > > > > > "MakerBot Operators" group.
> > > > > > > > > To post to this group, send email to
> > make...@googlegroups.com.
> > > > > > > > > To unsubscribe from this group, send email to
> > > > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Bunsubscribe@googlegro ups.com>
>
> > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > .
> > > > > > > > > For more options, visit this group at
> > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > > --
> > > > > > > You received this message because you are subscribed to the
> > Google
> > > > > Groups
> > > > > > > "MakerBot Operators" group.
> > > > > > > To post to this group, send email to make...@googlegroups.com.
> > > > > > > To unsubscribe from this group, send email to
> > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Bunsubscribe@googlegro ups.com>
>
> > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > .
> > > > > > > For more options, visit this group at
> > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > barbell nozzle assembly.jpg
> > > > > > 103KViewDownload
>
> > > > > --
> > > > > You received this message because you are subscribed to the Google
> > Groups
> > > > > "MakerBot Operators" group.
> > > > > To post to this group, send email to make...@googlegroups.com.
> > > > > To unsubscribe from this group, send email to
> > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Bunsubscribe@googlegro ups.com>
>
> > > > > .
> > > > > For more options, visit this group at
> > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > --
> > You received this message because you are subscribed to the Google Groups
> > "MakerBot Operators" group.
> > To post to this group, send email to make...@googlegroups.com.
> > To unsubscribe from this group, send email to
> > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > .
> > For more options, visit this group at
>
> ...
>
> read more »

beak90
I am having pretty much all the problems mentioned in this thread. I
got half way through my first PLA (the MBI variant) print and my
extruder completely broke. I think there were 2 problems with my
extruder setup.
First I'm pretty sure I was running it at a way too high temperature
(235C) because when I raised the temperature 5 degrees it started
smoking a lot. Secondly, I put the M6 nut on the wrong side of the
metal washer so it did no good there. When the PLA created a blockage
in the thermal barrier because of a too high temp the extruder motor
pushed the heater barrel out of the PTFE barrier.
I'm attempting to melt the PLA out of the PTFE barrier with acetone
but so far the PLA isn't dissolving much. I'm going to attempt to add
some kapton tape around the top of the heater barrel to try and
salvage the stripped PTFE barrier. We'll see if that works and go from
there.
I'm one of the people who thinks that the Makerbot PLA (4032D) should
be run at a really low temp because when I put it at 240C it burned
and smoked. Once I rebuild the extruder I'll see how low I can get the
PLA to melt at.
On Jan 16, 4:21 pm, Rick Pollack <r...@makergear.com> wrote:
> OK - just made a new nozzle assembly from scratch - all standard makerbot
> style parts - PTFE insulator, full m6 nut, 0.5 nozzle, 1mm thermistor (with
> correct table), etc...
>
> I was able to print just fine with the Makerbot PLA (4032D) at 235C. That is
> ~20C higher than for the ultimachine 4042D. So, both PLA variants seem to be
> working...
>
> I printed a 608 pulley for the test...
>
> I forgot this was a PLA thread and some of my prior comments in this thread
> are about ABS.
>
> Rick
>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Buns...@googlegroups.com>
>
> > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > > > .
> > > > > > > > > > > > For more options, visit this group at
> > > > > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > > > > --
> > > > > > > > > You received this message because you are subscribed to the
> > Google
> > > > > > > Groups
> > > > > > > > > "MakerBot Operators" group.
> > > > > > > > > To post to this group, send email to
> > make...@googlegroups.com.
> > > > > > > > > To unsubscribe from this group, send email to
> > > > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Buns...@googlegroups.com>
>
> > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > .
> > > > > > > > > For more options, visit this group at
> > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > > --
> > > > > > > You received this message because you are subscribed to the
> > Google
> > > > > Groups
> > > > > > > "MakerBot Operators" group.
> > > > > > > To post to this group, send email to make...@googlegroups.com.
> > > > > > > To unsubscribe from this group, send email to
> > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Buns...@googlegroups.com>
>
> > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > .
> > > > > > > For more options, visit this group at
> > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > barbell nozzle assembly.jpg
> > > > > > 103KViewDownload
>
> > > > > --
> > > > > You received this message because you are subscribed to the Google
> > Groups
> > > > > "MakerBot Operators" group.
> > > > > To post to this group, send email to make...@googlegroups.com.
> > > > > To unsubscribe from this group, send email to
> > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Buns...@googlegroups.com>
>
> > > > > .
> > > > > For more options, visit this group at
> > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > --
> > You received this message because you are subscribed to the Google Groups
> > "MakerBot Operators" group.
> > To post to this group, send email to make...@googlegroups.com.
> > To unsubscribe from this group, send email to
> > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > .
> > For more options, visit this group at
>
> ...
>
> read more »
Rick Pollack
Rick
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
pattywac
I've been testing melt temperatures just by bringing up to certain
temps and holding the filament to the end of the nozzle.... yes I
realize its not exact but it should be close enough since the
thermistor is only 3-5 mm away. I tested last night and 190 seemed
like a good temp. I tried running it through my extruder but didn't
realize that my previous try had completely clogged up my nozzle (it
may have been either my first try at 225 or the second and third tries
at 210). It actually leaked out between the threads on the nozzle and
created a clear/brown/burnt mass under my kapton tape..... so mine
wont be back in action til the end of the week.
Good luck testing.
> ...
>
> read more »
Nate True
Makerbot kit around the Torlon but it doesn't seem to help any. The
top of the barrel remains cold enough not to melt plastic; but
unscrewing the Torlon and letting the barrel be in open air has no
trouble melting the PLA stuck in there. The insulating tape doesn't
get hot to the touch on the outside, so I'm not really sure where the
heat's going. I might have to go out and buy one of those infrared
thermometers here pretty soon just to try and visualize what's going
on.
> > > > > > > > > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Bunsubscribe@googlegro ups.com>
>
> > > > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Bunsubscribe@googlegro ups.com>
> > <makerbot%252Buns...@googlegroups.com<makerbot%25252Bunsubscribe@googl egroups.com>
>
> > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > > > > > .
> > > > > > > > > > > > > > For more options, visit this group at
> > > > > > > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > > > > > > --
>
> ...
>
> read more »

Nick Burrows
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.

Ryan
separate from ABS. The issue is the new 1mm thermistor requires re-
thinking of all my temperatures because it's not calibrated in the
firmware. I don't quite get how to fix this. Does someone have a
ready to go firmware I can just plug in?
I've attempted printing about 6 times now. Not much came out when I
used the suggested 235C (uncal) temperature. Once I went up in
temperature I began to get better results. The last time was trying
to replicate Rick's temperatures I used 250-255 C (uncal). This
printed for about a minute but starts to slow and eventually stop.
When I pull the filament out I get a good bit out of the barrel as
well to come back up. Overall consistency is like liquid when melted
and seems to stick more like hot-glue. I also got it to burn if a bit
form at the nozzle.
My next step is to strip down the extruder and floss the pulley
teeth. Not really sure what else to try since more heat isn't getting
me there. Maybe a tighter idler pulley?
> > > > > > > > > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Bunsubscribe@googlegro ups.com>
>
> > > > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Bunsubscribe@googlegro ups.com>
> > <makerbot%252Buns...@googlegroups.com<makerbot%25252Bunsubscribe@googl egroups.com>
>
> > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > > > > > .
> > > > > > > > > > > > > > For more options, visit this group at
> > > > > > > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > > > > > > --
>
> ...
>
> read more »
Rick Pollack
Nate - the reason you are having a problems with the Torlon insulator is that PLA gets gooey at 50C (vs. ABS that gets gooey at ~100C) and it is getting stuck in the insulator. I have your PEEK insulator and will send that to you first thing tomorrow. I'll add some goodies to compensate for my error.
Ryan - the calibration table gets flaky over 240C...getting to an accurate table makes a huge difference...
Rick
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
Cliff Biffle
> Perhaps it is time to stop fighting the design...
From my experiments so far, I think my PLA troubles include another
factor: the lower viscosity of hot PLA. (Which I discovered by
accident when I pinched a blob of it, leading to a large
MakerBlister.) Notes below.
I ran some trials yesterday of different temperature/PWM combinations,
for PWM settings between 200 and 255, and temperatures between "180"
and "230" (3mm thermistor, default table). I used a rebuilt hot end,
previously tested on ABS, with nichrome wrapped in a tight single
layer. Before each run I held the extruder at temperature for at
least a minute (since I wasn't starting cold I didn't do the full 5).
On my extruder, the PLA begins oozing around "170," but doesn't want
to move below temperature "200" -- requires too much pressure. On the
other end, it starts to gas a bit too much at "230." The temperature
primarily seems to affect the viscosity. "220" seemed a comfortable
medium: relatively low extrusion pressure, no signs of burning or
boiling.
At all PWM settings I could extrude for a time, and then the required
pressure got too high. This took longer at lower PWM settings. When
I stopped the motor, filament continued flowing from the nozzle. If I
allowed this to subside, I could start again; if I started again too
early, the motor chewed a hole in the feedstock. This seems to
implicate pressure in the heater barrel. (Before anyone asks about
the idler tension, I've enlarged both the bolt slot and the idler
guide to put it ~1mm closer than the original kit.)
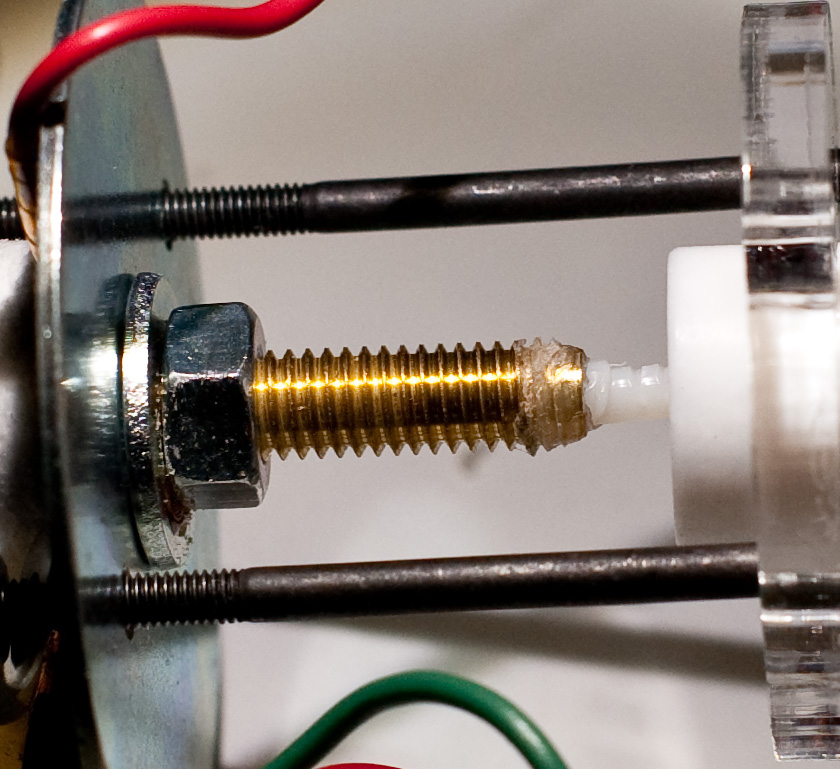
Disassembly found that PLA had oozed into the insulator/heater barrel
interface. Note in the attached picture that the PLA (clear) had
worked its way into the threads, where the ABS (white) stayed within
the insulator barrel. Before I tried PLA, the ABS behaved much the
same way. This suggests that we may need to improve the tolerance of
the PTFE/barrel interface for PLA -- I suspect a combination of high
pressure deforming the PTFE and low viscosity in the PLA. This "knot"
in the feed system could certainly explain my pressure issues for PLA,
since similar knots have stopped people using ABS.
Currently I'm frustrated and back to ABS, but when I get up the
gumption to try this again, I'll hoseclamp the PTFE to try to control
deformation. (My last hoseclamp run came up empty, because Orchard
Supply apparently had a huge run on them.)
-Cliff L. Biffle
Nate True
to make all the nichrome tight against the heater (instead of layered
like before), with the reasoning that there wasn't enough heat getting
to the upper part of the barrel, allowing a plug of unmelted PLA to
form in the barrel. But that didn't seem to help.
What I'm suspecting is that PLA requires more energy to melt than ABS
does. What's weird is that when I run the heater without a thermal
barrier in place, I can extrude PLA continuously (feeding it by
hand). But with a thermal barrier screwed on, it plugs up. I don't
really understand why it's doing that.
As a side note, when taking apart my heater I found that the nichrome
had burnt through the kapton where it was layered, and the fiberglass
insulation on the nichrome had turned to powder. I suspect layering
the nichrome wire is not a good thing to do.
> ...
>
> read more »
Steven Dick
What I'm suspecting is that PLA requires more energy to melt than ABS
does.
Not only does it seem to require more energy, but it retains that energy a lot longer than ABS before it hardens, and it conducts that energy up past beyond the top of the barrel.
With mine, I think it wasn't oozing out of the top of the barrel, but the filament above the barrel was getting heated enough to soften and deform to the shape of the PTFE.
What's weird is that when I run the heater without a thermal
barrier in place, I can extrude PLA continuously (feeding it by
hand). But with a thermal barrier screwed on, it plugs up.
That doesn't surprise me at all. Perhaps the PTFE is insulating the filament enough that it can melt, while it cools enough to not melt when it's in air. I wonder if it would be interesting to make a nozzle assembly that has two sections of barrel with a short insulator between them, and a heat sink on the top, or ventalate the top one or something.
Rick Pollack
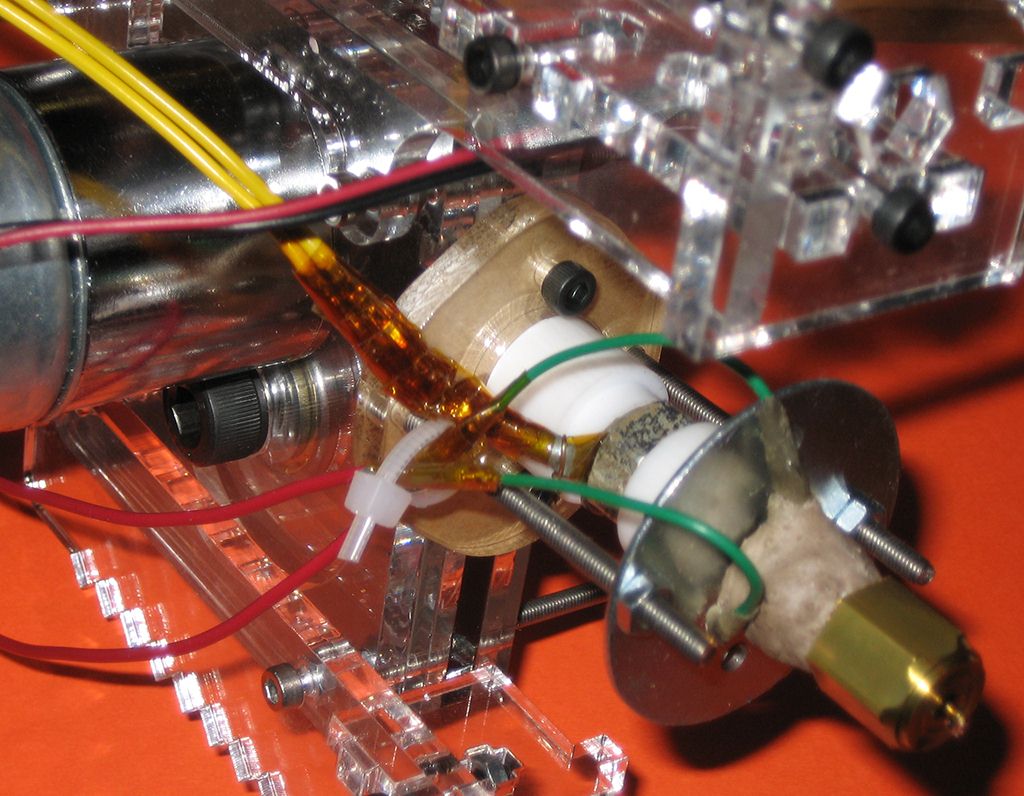
After posting earlier, I began to wonder if the standard approach to printing ABS makes sense...so I built another scrapstruder with scrap makergear parts...this one has a barrel so bent I could barely get the ceramic heater core on...and I think this was the first ceramic heater core I made...it has a strong resemblance to one of the orcs from LOTR! The nozzle seems to be extruding at 0.5mm (or so) diameter (was supposed to be a 0.4mm...that's why it was in the scrap bin)...
To cut to it...printing with the assembly in the photo - thermistor at the heater barrel I found that ABS extrudes quite well with a barrel entry temp of 160C and a nozzle temp of 190C. Essentially what we are doing is regulating the barrel entry temp using a thermistor on the tip of the nozzle...hmmm...
Rick
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
Nate True
they shipped it to me (Batch 9). It appears to over-estimate the
temperature by 20 degrees C like you said, as ABS only prints reliably
when set to 240. At 220 it clogs pretty often and gives poor raft and
inter-layer adhesion.
I am, however, getting the same issue whether I use the PTFE or Torlon
barriers. Unmelted PLA is clogging somewhere, but according to my
measurements it's not plugging when in contact with the barrier, but
rather in the first 1.5cm of the heater barrel. Then again my results
seem to be logically inconsistent (why should the thermal barrier
cause the end of the heater barrel to be cooler than when exposed
directly to air?), so I will probably have to repeat my tests and
measurements to be sure of what I am seeing.
On Jan 17, 7:32 pm, Rick Pollack <r...@makergear.com> wrote:
> Nate - if you are testing with the Torlon, it is conducting too much heat
> and the PLA is getting stuck in the insulator. And, correct, layering
> nichrome is not good. Which calibration table are you using with your 1mm
> thermistor?
>
> After posting earlier, I began to wonder if the standard approach to
> printing ABS makes sense...so I built another scrapstruder with scrap
> makergear parts...this one has a barrel so bent I could barely get the
> ceramic heater core on...and I think this was the first ceramic heater core
> I made...it has a strong resemblance to one of the orcs from LOTR! The
> nozzle seems to be extruding at 0.5mm (or so) diameter (was supposed to be a
> 0.4mm...that's why it was in the scrap bin)...
>
> To cut to it...printing with the assembly in the photo - thermistor at the
> heater barrel I found that ABS extrudes quite well with a barrel entry temp
> of 160C and a nozzle temp of 190C. Essentially what we are doing is
> regulating the barrel entry temp using a thermistor on the tip of the
> nozzle...hmmm...
>
> Rick
>
>
>
> On Sun, Jan 17, 2010 at 2:57 PM, Steven Dick <kg4...@gmail.com> wrote:
>
> > On Sun, Jan 17, 2010 at 2:29 PM, Nate True <natet...@gmail.com> wrote:
>
> >> What I'm suspecting is that PLA requires more energy to melt than ABS
> >> does.
>
> > Not only does it seem to require more energy, but it retains that energy a
> > lot longer than ABS before it hardens, and it conducts that energy up past
> > beyond the top of the barrel.
>
> > With mine, I think it wasn't oozing out of the top of the barrel, but the
> > filament above the barrel was getting heated enough to soften and deform to
> > the shape of the PTFE.
>
> >> What's weird is that when I run the heater without a thermal
> >> barrier in place, I can extrude PLA continuously (feeding it by
> >> hand). But with a thermal barrier screwed on, it plugs up.
>
> > That doesn't surprise me at all. Perhaps the PTFE is insulating the
> > filament enough that it can melt, while it cools enough to not melt when
> > it's in air. I wonder if it would be interesting to make a nozzle assembly
> > that has two sections of barrel with a short insulator between them, and a
> > heat sink on the top, or ventalate the top one or something.
>
> > Also, I suspect that distributing the nichrome over the whole barrel and
> > then lowering the temperature would help.
>
> > --
> > You received this message because you are subscribed to the Google Groups
> > "MakerBot Operators" group.
> > To post to this group, send email to make...@googlegroups.com.
> > To unsubscribe from this group, send email to
> > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> > .
> > For more options, visit this group at
> >http://groups.google.com/group/makerbot?hl=en.
>
>
>
> ABS scrapstruder.jpg
> 181KViewDownload
Rick Pollack
Try this if you can:
1) Update your thermistor table to Zach 1 (see below) - you will get better performance using the right table.
2) Use your PTFE insulator (for now at least)
3) Heat to 235C (or 240C, if necessary)
4) Try to extrude
You said that you re-wrapped using a single nichrome layer - good! Assuming that your wrap is getting good contact you should not have a problem getting enough heat up the barrel. The reason it is getting stuck at barrel entry is that it is not hot enough to melt the PLA and it probably getting caught on the barrel lip. I know that you need an entry temp of 150C for 4042D and probably need 160C for 4032D.
Rick
Zach 1:
//generated with T0:25 and T:220
// Thermistor lookup table for RepRap Temperature Sensor Boards (http://make.rrrf.org/ts)
// Made with createTemperatureLookup.py (http://svn.reprap.org/trunk/reprap/firmware/Arduino/utilities/createTemperatureLookup.py)
// ./createTemperatureLookup.py --r0=100000 --t0=25 --r1=0 --r2=4700 --beta=4198 --max-adc=1023
// r0: 100000
// t0: 25
// r1: 0
// r2: 4700
// beta: 4198
// max adc: 1023
#define NUMTEMPS 20
short temptable[NUMTEMPS][2] = {
{54, 242},
{107, 199},
{160, 176},
{213, 160},
{266, 147},
{319, 137},
{372, 128},
{425, 119},
{478, 112},
{531, 105},
{584, 98},
{637, 91},
{690, 84},
{743, 76},
{796, 68},
{849, 59},
{902, 49},
{955, 34},
{1008, 3}
};
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
Nate True
air, mounted with standoffs and screws rather than using any thermal
barrier and having the motor run the PLA filament directly in (using
open air instead of a thermal barrier). It did end up plugging after
a few moments just like with an insulator in place, so my issues do
not appear to be with any thermal barrier or lack thereof. I was
surprised that the PLA was firm enough not to need the barrier (though
I had to use pliers to guide it into the barrel when threading the
machine). This is with the full-contact wound heater barrel. Right
now I can't use a PTFE insulator because the one I have is very
damaged by its most recent failure, and cannot be put on without the
retaining M6 nut; there is not enough room because the nichrome's new
winding strategy takes up too much vertical space.
Um, forgive me for being naive, but what do I do with that table? It
looks like C code...
On Jan 18, 11:16 am, Rick Pollack <r...@makergear.com> wrote:
> Nate -
>
> Try this if you can:
>
> 1) Update your thermistor table to Zach 1 (see below) - you will get better
> performance using the right table.
> 2) Use your PTFE insulator (for now at least)
> 3) Heat to 235C (or 240C, if necessary)
> 4) Try to extrude
>
> You said that you re-wrapped using a single nichrome layer - good! Assuming
> that your wrap is getting good contact you should not have a problem getting
> enough heat up the barrel. The reason it is getting stuck at barrel entry is
> that it is not hot enough to melt the PLA and it probably getting caught on
> the barrel lip. I know that you need an entry temp of 150C for 4042D and
> probably need 160C for 4032D.
>
> Rick
>
> Zach 1:
>
> //generated with T0:25 and T:220
> // Thermistor lookup table for RepRap Temperature Sensor Boards (http://make.rrrf.org/ts)
> // Made with createTemperatureLookup.py (http://svn.reprap.org/trunk/reprap/firmware/Arduino/utilities/createT...
> > <makerbot%2Bunsubscr...@googlegroups.c om>
Steven Dick
Um, forgive me for being naive, but what do I do with that table? It
looks like C code...

MakerBlock
I've posted the exact process I used to update my own plastruder
firmware. http://makerblock.com/2010/01/how-to-update-your-plastruderextruder-firmware-for-the-1mm-thermistor/
I don't know anything about C code or programming Arduinos, but this
process (cobbled together from the wiki, Jet's post, and help from
Rick/MakerGear) worked perfectly. Also, be sure to hold down the reset
button before you hit compile and for another 2-3 seconds.
Good luck!
MakerBlock
> > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscr...@googlegroups.c om>
> > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > .
> > > > > For more options, visit this group at
> > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > ABS scrapstruder.jpg
> > > > 181KViewDownload
>
> > > --
> > > You received this message because you are subscribed to the Google Groups
> > > "MakerBot Operators" group.
> > > To post to this group, send email to make...@googlegroups.com.
> > > To unsubscribe from this group, send email to
> > > makerbot+u...@googlegroups.com<makerbot%2Bunsubscr...@googlegroups.c om>
beak90
costing me another 40-50 bucks. In the process of using PLA and fixing
the damages from it I've ruined the threads on my thermal barrier,
ruined the threads on my heater barrel, broke the thermistor wires
then crushed my thermistor with pliers while fixing it, and clogged up
my barrel and nozzle with burned PLA. This weekend was a death
sentence for my heater assembly...
I'm basically going to replace everything except for the nozzle and
drilled washer.
I'm thinking about getting a ceramic heater assembly from Makergear.
Anyone know if thats a good idea?
On Jan 18, 1:09 pm, MakerBlock <j...@makerblock.com> wrote:
> Nate,
> I've posted the exact process I used to update my own plastruder
> firmware. http://makerblock.com/2010/01/how-to-update-your-plastruderextruder-f...

Peter Davoust
I'm having the same issue. My experience was pretty much exactly like
Cliff and Nathan's, but I'll give a brief summary of my specs and what
happened just in case it helps.
My bot is from batch 3, with Plastruder MK3 and the 3mm thermister. It
seems to be accurate enough (reads 22 degrees room temperature, so
maybe about 4 degrees off,) though I don't have a way to test the
actual temperature of the barrel. As I remember the nichrome wire is
wrapped in a single layer at the bottom of the nozzle, though I
haven't taken it apart since I built it.
I disassembled my extruder, flossed, tightened the retainer at 2mm
away from the pulley, and reassembled. On the datasheet provided on
the Makerbot blog it says that the melting temperature of the PLA is
210 +-8 (If I recall correctly...), so I started at 210, then moved up
to 220 and moved up gradually from there.
No matter what temperature I used, I noticed two things. First, I
could only get it to extrude for a few seconds before it stopped.
Second, I couldn't get it to extrude at all if I used a PWM setting
above 245, and 240 was pretty much the best I could do. I tried
various PWM settings and various temperatures between 210 and 240, and
the best temperature I could find was 237 or so, but as I said I don't
have a way to check the actual temperature.
I'm about to start taking my plastruder apart again to further
diagnose the issue. I can post pictures if it would be helpful.
-Peter

Conrad Farnsworth
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
For more options, visit this group at http://groups.google.com/group/makerbot?hl=en.
--
Not everything that counts can be counted, and not everything that can be counted counts.
Conrad Farnsworth
Rick Pollack
@Peter - the melting point for PLA 4032D is 160C. That 210C temp seems to be some kind of melting temp for a multi-stage production extrusion system.
@conrad - 200 PWM is extremely slow - can you post a video or some photos of the filament coming out? What feedrate are you using to correspond to such a slow flow rate?
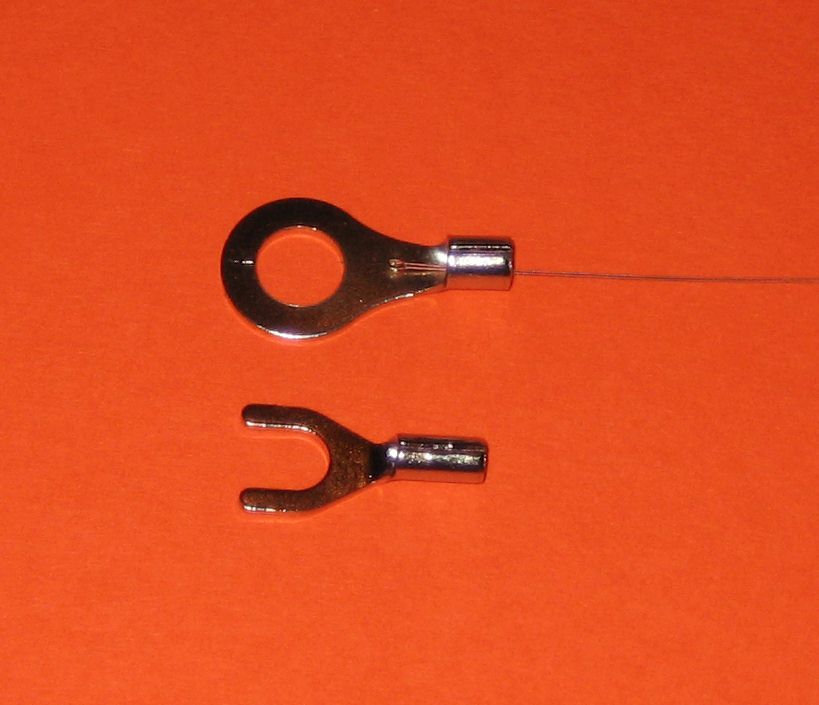
The temp you are reading at the nozzle really doesn't matter if the top of your barrel is not getting hot enough. If you don't have an external thermocouple or another way to get an upper barrel reading, here is a way to do it. Use a ring or fork terminal connector, attach a thermistor to it and mount it between your M6 nut and insulator. Then slowly heat it up...it probably needs to be at least 160C for 4032D. If you've updated your firmware for a heated build platform then you should be able to attach two thermistors - one in the normal nozzle location and one at the top of the barrel - so that you can tell exactly what is going on with your temperature profile...
Rick
Peter Davoust
remedied,) and I don't have an M6 nut on my heater barrel... My heater
barrel looks significantly different from yours - I think this is a
difference between the MK3 and the MK4, since the photos in the
instructions that remain from the MK3 instructions don't appear to
have one either.
Asside from those two issues, I'm also having trouble removing the
PTFE insulator from the heater barrel without damaging the thread -
any suggestions?
Cheers,
-Peter
Rick Pollack
Disconnect your lower assembly from the upper assembly and then heat it up for a minute or two. Carefully grab the nozzle with pliers (don't crush the thermistor) and untwist the insulator. Once the plastic softens it should come off without undue effort. Adding an M6 nut is a good move!!
The photo I posted is not a standard heater assembly - it was something I quickly put together just to support what I was saying :)
Conrad Farnsworth
Conrad2468
third...HORRIBLE! Anyone know how to increase extrusion rate? i mean,
the "leak" i get from the PLA just heating up is faster than the
actual extrusion! any help? P.S. i switched back to ABS and it works
just fine...
On Jan 18, 10:02 pm, Conrad Farnsworth <robot.lig...@gmail.com> wrote:
> My feed rate is stock...no videos...YET...the part printed extremely well!!
> i could use a LITTLE faster feed rate because when it did its square
> pattern, it kind of was rounded but i have no complaints as far as sticking
> goes!
>
>
>
>
>
> On Mon, Jan 18, 2010 at 8:14 PM, Rick Pollack <r...@makergear.com> wrote:
> > @beak90 - on a 1 - 10 scale that's an 11 :)
> > @Peter - the melting point for PLA 4032D is 160C. That 210C temp seems to
> > be some kind of melting temp for a multi-stage production extrusion system.
> > @conrad - 200 PWM is extremely slow - can you post a video or some photos
> > of the filament coming out? What feedrate are you using to correspond to
> > such a slow flow rate?
>
> > The temp you are reading at the nozzle really doesn't matter if the top of
> > your barrel is not getting hot enough. If you don't have an external
> > thermocouple or another way to get an upper barrel reading, here is a way to
> > do it. Use a ring or fork terminal connector, attach a thermistor to it and
> > mount it between your M6 nut and insulator. Then slowly heat it up...it
> > probably needs to be at least 160C for 4032D. If you've updated your
> > firmware for a heated build platform then you should be able to attach two
> > thermistors - one in the normal nozzle location and one at the top of the
> > barrel - so that you can tell exactly what is going on with your temperature
> > profile...
>
> > Rick
>
> > On Mon, Jan 18, 2010 at 9:49 PM, Conrad Farnsworth <robot.lig...@gmail.com
> > > wrote:
>
> >> ok, it printed GREAT! the only problem i had was warping, but thats
> >> because i have a warped platform....good structure!
>
> >> On Mon, Jan 18, 2010 at 6:57 PM, Conrad Farnsworth <
> >> robot.lig...@gmail.com> wrote:
>
> >>> i heeded somebodies warning to set it at 200 pwm....its an hour into a
> >>> print, no problems so far! ha ha ha keep your fingers crossed!!!!!! If it
> >>> works out, my specs are 200 pwm and 240C
>
> >>>> makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> >>>> .
>
> >>>> For more options, visit this group at
> >>>>http://groups.google.com/group/makerbot?hl=en.
>
> >>> --
> >>> Not everything that counts can be counted, and not everything that can be
> >>> counted counts.
>
> >> --
> >> Not everything that counts can be counted, and not everything that can be
> >> counted counts.
>
> >> --
> >> You received this message because you are subscribed to the Google Groups
> >> "MakerBot Operators" group.
> >> To post to this group, send email to make...@googlegroups.com.
> >> To unsubscribe from this group, send email to
> >> makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>
> >> .
> >> For more options, visit this group at
> >>http://groups.google.com/group/makerbot?hl=en.
>
> > --
> > You received this message because you are subscribed to the Google Groups
> > "MakerBot Operators" group.
> > To post to this group, send email to make...@googlegroups.com.
> > To unsubscribe from this group, send email to
> > makerbot+u...@googlegroups.com<makerbot%2Bunsubscribe@googlegroups.c om>

Andrew Plumb
filament" command to the end of your gcode will be enough to relieve
latent pressure-leakage.
Andrew.
--
"The future is already here. It's just not very evenly distributed"
-- William Gibson

Ethan Dicks
> Nate -
>
> Try this if you can:
>
> 1) Update your thermistor table to Zach 1 (see below) - you will get better
> performance using the right table.
> Zach 1:
>
> //generated with T0:25 and T:220
> // Thermistor lookup table for RepRap Temperature Sensor Boards
> (http://make.rrrf.org/ts)
> // Made with createTemperatureLookup.py
> (http://svn.reprap.org/trunk/reprap/firmware/Arduino/utilities/createTemperatureLookup.py)
> // ./createTemperatureLookup.py --r0=100000 --t0=25 --r1=0 --r2=4700
> --beta=4198 --max-adc=1023
> // r0: 100000
> // t0: 25
> // r1: 0
> // r2: 4700
> // beta: 4198
> // max adc: 1023
Rick,
Where did this table come from? The table I have in my extruder now
came from one of the early blog posts mentioning 1mm thermistors and
new tables, and has different values...
// ./createTemperatureLookup.py --r0=93700 --t0=24 --r1=0 --r2=4700
--beta=4881 --max-adc=1023
Obviously max-adc isn't going to change (same MCU), and r2 isn't going
to change (same divider resistor). The fluctuating values are,
therefore, r0, t0, and beta.
I just received a couple more of those single-patient humidifier
heaters. They have these nice, stable 100mm-diameter, 8mm-thick
aluminum heat spreaders with a nichrome-wire coil bolted down inside.
I'm thinking of taping down a spare thermistor to the top of the
heater block, shooting it with an IR thermometer, then writing a
simple Arduino program to take the ADC value that squirts tghe value
out the serial port. I might even borrow the calculation subroutine
from the motherboard code plus the expected values from the temptable
to also shoot out the calculated temp to compare it in real-time to
what the thermometer is telling me.
I just got a really ambitious idea... take a fresh Arduino (I have a
couple of them lying around), attach the standard 4.7KOhm/10uF circuit
to an analog input pin. *Also* attach either an LM35 or a digital
thermal sensing device like a Dallas/Maxim 1822, then fasten both a
test thermistor and the alternate thermal sensor to the the
hotplate/humidifier heater. Turn up the temp slowly and have the
sketch watch for a button press - while it's watching, every few
seconds, report the temps. When the button is pressed or the temp
hits a predetermined threshold on the alternate sensor, kick out a
suitable temptable (or at least params for the python script) that's
calibrated to that thermistor. As long as the hotplate doesn't get
warmer than the alternate sensor can handle, it should work pretty
well.
-ethan
Conrad Farnsworth
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
For more options, visit this group at http://groups.google.com/group/makerbot?hl=en.
Ethan Dicks
<robot....@gmail.com> wrote:
> your going to have to excuse me, im a bit dense when it comes with
> electronics. Where does this go?
It replaces the current contents of ThermistorTable.cpp (part of the
ArduinoSlaveExtruder code). You might care about it if you have a
different thermistor than the one that Makerbot shipped with the kits
months ago (originally, the kit contained a 3mm-bead thermistor; those
were apparently discontinued, so now they ship one with a 1mm or
smaller bead). Every thermistor has inherent characteristics, that
can be mathematically described, of the relationship between
real-world temperature and measured resistance. The temptable along
with some interpolation code converts an ADC reading to a temp in
degrees C. If your table doesn't match the performance
characteristics of your thermistor, the Extruder Controller won't be
heating the barrel to the temperature you think it will.
To use this, you will have to read up on how to build your firmware
from scratch (and possibly how to upload firmware to your extruder
board). This thread and several others contain direct pointers to the
wiki on those steps.
-ethan
Rick Pollack
Conrad Farnsworth
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
For more options, visit this group at http://groups.google.com/group/makerbot?hl=en.
MakerBlock
corresponds to the 3mm thermistor.
> > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>

ErisianFront
parameters (beta etc) as Zach's.
The only thing I was aiming to improve was the table resolution in the
range where we actually use the thermistor.
I uploaded a spreadsheet that reproduces the calculations of the
python script but allows you to choose the intervals to provide better
resolution in the non-linear regions at lower and higher temperatures
(I was more interested in the higher, but others have interest in
lower also).
The charts I submitted show pretty clearly that there are really only
two points in the lookup table that cover the (high) temeperature
range of interest.
If you are interested further, I suggest you pull down the spreadsheet
and have a look at the charts, play with your own intervals and use
whatever parameters you think are best... TeamTeamUSA and Jet have
both developed their own characterisations of the thermistor which may
well provide the best parameter set... I cant comment on that... but
in my opinion whatever set you use will benefit from non linear
intervals to improve resolution between 200 and 250C.
Cheers,
Tim.

jet
worth the $20 or so to get the temperature probe. It's as useful for
the makerbot as a VOM is for circuits in general.
--
J. E. 'jet' Townsend, IDSA
Design, Fabrication, Hacking
design: www.allartburns.org; hacking: www.flatline.net; HF: KG6ZVQ
PGP: 0xD0D8C2E8 AC9B 0A23 C61A 1B4A 27C5 F799 A681 3C11 D0D8 C2E8
Rick Pollack
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
Ethan Dicks
> Ethan - it is the first table in this message post by Zach. I don't know
> that it is the best table. Tim posted a table comparison and an alt table -
> I need to carve out some time to test some alt tables. Zach 1 is, however,
> the table I'm currently using...
OK. I've graphed several tables I've seen posted. The one I've been
using is *much* warmer than Zach's "less conservative" curve. I think
that explains why I went from "raft won't stick" to "just this size of
ooze" on my extrusions. My next step is to drop "Zach 1" on my
extruder controller and try that - then once I'm happy with the flow
and overall appearance, I'll start fiddling with "Stretch" in
Skeinforge to get those boltholes to come out a bit better.
Thanks,
-ethan
Peter Davoust
can get my hands on another thermister.
-Peter

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The Ruttmeister
caustic soda... which is just as nasty as it sounds!
On Jan 17, 2:21 am, beak90 <bea...@gmail.com> wrote:
> Hello all,
> I am having pretty much all the problems mentioned in this thread. I
> got half way through my first PLA (the MBI variant) print and my
> extruder completely broke. I think there were 2 problems with my
> extruder setup.
> First I'm pretty sure I was running it at a way too high temperature
> (235C) because when I raised the temperature 5 degrees it started
> smoking a lot. Secondly, I put the M6 nut on the wrong side of the
> metal washer so it did no good there. When the PLA created a blockage
> in the thermal barrier because of a too high temp the extruder motor
> pushed the heater barrel out of the PTFE barrier.
> I'm attempting to melt the PLA out of the PTFE barrier with acetone
> but so far the PLA isn't dissolving much. I'm going to attempt to add
> some kapton tape around the top of the heater barrel to try and
> salvage the stripped PTFE barrier. We'll see if that works and go from
> there.
> I'm one of the people who thinks that the Makerbot PLA (4032D) should
> be run at a really low temp because when I put it at 240C it burned
> and smoked. Once I rebuild the extruder I'll see how low I can get the
> PLA to melt at.
>
> On Jan 16, 4:21 pm, Rick Pollack <r...@makergear.com> wrote:
>
> > OK - just made a new nozzle assembly from scratch - all standard makerbot
> > style parts - PTFE insulator, full m6 nut, 0.5 nozzle, 1mm thermistor (with
> > correct table), etc...
>
> > I was able to print just fine with the Makerbot PLA (4032D) at 235C. That is
> > ~20C higher than for the ultimachine 4042D. So, both PLA variants seem to be
> > working...
>
> > I printed a 608 pulley for the test...
>
> > I forgot this was a PLA thread and some of my prior comments in this thread
> > are about ABS.
>
> > Rick
>
> > On Sat, Jan 16, 2010 at 5:07 PM, pattywac <nathanjpatter...@gmail.com>wrote:
>
> > > While I'm cleaning the 220 degree barrel..... anyone understand why
> > > the data sheet from the makerbot store lists two melting temps
>
> > > Melt Temperature: 210+- 8 C
> > > Melting Point: 160C
>
> > > I'm guessing that 210 is just the recommended temperature to process
> > > the liquid polymer at.... it does seem to have a low viscosity at that
> > > temp, too low for the makerbot anyway.
>
> > > On Jan 16, 3:49 pm, pattywac <nathanjpatter...@gmail.com> wrote:
> > > > I've got the thermistor sent with Batch 6 (#82) and didn't have to
> > > > change the lookup table.... it consistently reads 18-20C for room
> > > > temperature and read exactly 100C in the pot of boiling water I stuck
> > > > it in. Ive got the nichrome wrapped in the threads of the heater
> > > > barrel for about 50-65% of the length and then the rest is doubled up
> > > > over the threads right up against the nozzle..... almost identical to
> > > > the instructions on the wiki. I also have the thermistor located on
> > > > the middle of the side of the nozzle, also just as suggested in the
> > > > wiki.
>
> > > > I tried at 210 and had the same problem. It's melting when it hits
> > > > the boundary between the barrel and the ptfe insulator. It is somehow
> > > > making it into the threads between the two even though I've been using
> > > > a good amount of force to screw them together. After I clean it out
> > > > again I am going to start at 190 and work my way up..... hopefully
> > > > I'll get lucky and 190 will work correctly.
>
> > > > On Jan 16, 11:16 am, Rick Pollack <r...@makergear.com> wrote:
>
> > > > > Ha - that second set of questions was for pattywac, he is also a Nathan
> > > :)
>
> > > > > On Sat, Jan 16, 2010 at 11:41 AM, Nate True <natet...@gmail.com>
> > > wrote:
> > > > > > It's a 1mm thermistor, on one of the flat hex sides of the nozzle.
> > > > > > The nichrome is wrapped in two layers as close to the nozzle as I
> > > > > > could get it (per nophead's recommendations). Again, I have no way
> > > of
> > > > > > taking thermal readings that specifically.
>
> > > > > > Here's a photo of my extruder:
> > > > > >http://blog.makerbot.com/2009/11/29/nate-trues-extruder-hacks/
>
> > > > > > On Jan 16, 6:57 am, Rick Pollack <r...@makergear.com> wrote:
> > > > > > > Nathan -
>
> > > > > > > Do you have a 3mm thermistor with that bot? Do you have it wired
> > > > > > (nichrome,
> > > > > > > thermistor position) in a normal fashion (like the instructions) or
> > > have
> > > > > > you
> > > > > > > done anything differently? And, do you have a thermocouple or some
> > > other
> > > > > > way
> > > > > > > of taking independent temp measurements? Do you have any way of
> > > getting
> > > > > > temp
> > > > > > > measurements at the top of your heater barrel? Look forward to
> > > seeing
> > > > > > your
> > > > > > > results!
>
> > > > > > > The 0.5mm nozzle assembly in this
> > > > > > > video<http://www.flickr.com/photos/makergear/4066652289/>ran fine
> > > at
> > > > > > > 205C w/o a bearing and barely worked at 200C (I've since
> > > > > > > disassembled it). And the nozzle assembly in this photo runs in the
> > > > > > > 170C-180C range (and it has a 0.4mm nozzle).
>
> > > > > > > Rick
>
> > > > > > > On Sat, Jan 16, 2010 at 3:03 AM, pattywac <
> > > nathanjpatter...@gmail.com
> > > > > > >wrote:
>
> > > > > > > > Even if that's true, I'm getting this stuff to melt as low as
> > > 190c.
> > > > > > > > The problem having is that it is melting too early and is
> > > getting
> > > > > > > > clogged where the insulator meets the heater. After I clean out
> > > the
> > > > > > > > barrel again tomorrow morning I will test some lower temps
> > > (190-210)
> > > > > > > > and report back
>
> > > > > > > > On Jan 15, 10:49 pm, Rick Pollack <r...@makergear.com> wrote:
> > > > > > > > > pattywac - the numbers being reported here don't necessarily
> > > > > > represent
> > > > > > > > real
> > > > > > > > > temps. I think Nate's 240C is actually more like 220C based on
> > > the
> > > > > > > > > thermistor calibration...
>
> > > > > > > > > On Fri, Jan 15, 2010 at 9:40 PM, pattywac <
> > > > > > nathanjpatter...@gmail.com
> > > > > > > > >wrote:
>
> > > > > > > > > > Nate,
> > > > > > > > > > I really think you should stay away from temperatures higher
> > > than
> > > > > > > > > > 230. The MSDS says this stuff decomposes at 250 and the
> > > fumes can
> > > > > > be
> > > > > > > > > > toxic. If you do decide to go that high, make sure you are
> > > in a
> > > > > > very
> > > > > > > > > > well ventilated area..... like with an exhaust hood.
>
> > > > > > > > > > On Jan 14, 11:51 pm, Nate True <natet...@gmail.com> wrote:
> > > > > > > > > > > Unfortunately I have no such way of measuring the
> > > temperature. I
> > > > > > > > have
> > > > > > > > > > > been trying nozzle temperatures between 220-250C with a
> > > poorly
> > > > > > > > > > > calibrated thermistor (I print ABS smoothly at 240). And
> > > my
> > > > > > nichrome
> > > > > > > > > > > is wound in two layers on the barrel close to the nozzle.
>
> > > > > > > > > > > On Jan 14, 5:49 pm, Rick Pollack <r...@makergear.com>
> > > wrote:
>
> > > > > > > > > > > > Nate -
>
> > > > > > > > > > > > Do you have any way of getting the temp where the PLA
> > > enters
> > > > > > the
> > > > > > > > > > barrel? I
> > > > > > > > > > > > have not tried the MB PLA yet...
>
> > > > > > > > > > > > Rick
>
> > > > > > > > > > > > On Thu, Jan 14, 2010 at 6:55 PM, Cliff Biffle <
> > > > > > cbif...@gmail.com>
> > > > > > > > > > wrote:
> > > > > > > > > > > > > On Thu, Jan 14, 2010 at 3:53 PM, Nate True <
> > > > > > natet...@gmail.com>
> > > > > > > > > > wrote:
> > > > > > > > > > > > > > The PLA was going through to the nozzle just fine to
> > > begin
> > > > > > > > with,
> > > > > > > > > > but
> > > > > > > > > > > > > > the temperature inside my thermal barrier was high
> > > enough
> > > > > > to
> > > > > > > > allow
> > > > > > > > > > the
> > > > > > > > > > > > > > PLA to change shape a bit. Since it was being pushed
> > > down,
> > > > > > the
> > > > > > > > PLA
> > > > > > > > > > > > > > squished to a larger diameter inside the barrier,
> > > > > > increasing
> > > > > > > > > > friction
> > > > > > > > > > > > > > quite a bit.
>
> > > > > > > > > > > > > This matches with my notes from last night, and would
> > > explain
> > > > > > my
> > > > > > > > > > > > > symptoms (which were similar to yours).
>
> > > > > > > > > > > > > Out of curiosity, how is your nichrome wound -- toward
> > > the
> > > > > > tip,
> > > > > > > > or
> > > > > > > > > > > > > evenly across the whole length of the barrel?
>
> > > > > > > > > > > > > -Cliff L. Biffle
>
> > > > > > > > > > > > > --
> > > > > > > > > > > > > You received this message because you are subscribed to
> > > the
> > > > > > > > Google
> > > > > > > > > > Groups
> > > > > > > > > > > > > "MakerBot Operators" group.
> > > > > > > > > > > > > To post to this group, send email to
> > > > > > make...@googlegroups.com.
> > > > > > > > > > > > > To unsubscribe from this group, send email to
> > > > > > > > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Buns...@googlegroups.com>
>
> > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > > > > .
> > > > > > > > > > > > > For more options, visit this group at
> > > > > > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > > > > > --
> > > > > > > > > > You received this message because you are subscribed to the
> > > Google
> > > > > > > > Groups
> > > > > > > > > > "MakerBot Operators" group.
> > > > > > > > > > To post to this group, send email to
> > > make...@googlegroups.com.
> > > > > > > > > > To unsubscribe from this group, send email to
> > > > > > > > > > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
> > > <makerbot%2Bunsu...@googlegroups.com<makerbot%252Buns...@googlegroups.com>
>
> > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > <makerbot%2Bunsubscr...@googlegroups.c om>
> > > > > > > > > > .
> > > > > > > > > > For more options, visit this group at
> > > > > > > > > >http://groups.google.com/group/makerbot?hl=en.
>
> > > > > > > > --
> > > > > > > > You received this message because you are subscribed to the
>
> ...
>
> read more »
Steven Dick
Unfortunately, all of them are nasty chemicals I'm not sure I'd want to keep around. The most harmless of them I think might be toluene.
Someone else in the list also mentioned eucalyptus oil or something as a solvent, but that's not listed on the Natureworks sheet, and I've not tried it.
beak90
overnight in acetone, it softens it enough to knock it out of whatever
its clogging. It doesn't dissolve in seconds. It doesn't even dissolve
after a day. It just softens it.
I had a nasty blockage in my PTFE barrier and I soaked it overnight in
acetone and when I pushed a screwdriver in it it popped right out. If
this is helpful, PTFE (aka teflon) doesn't dissolve in acetone. looky
here: http://www.coleparmer.com/techinfo/ChemComp.asp
other chemical stuff there too. very useful.
beak90
but the nozzle is getting too hot. It melts PLA when the thermistor
reads 80C! I think its because the thermistor is being cooled by the
drilled washer. Then it has to use more heat to get the thermistor to
temp which makes the nozzle burning hot.
I'm going to try cutting up my thermal barrier and putting it between
the M6 nut and the drilled washer. As long as I get the right
thickness of PTFE then it should help.
On Jan 24, 11:18 am, beak90 <bea...@gmail.com> wrote:
> Acetone doesn't do a lot toPLA, but its better than nothing. If left
> overnight in acetone, it softens it enough to knock it out of whatever
> its clogging. It doesn't dissolve in seconds. It doesn't even dissolve
> after a day. It just softens it.
> I had a nasty blockage in my PTFE barrier and I soaked it overnight in
> acetone and when I pushed a screwdriver in it it popped right out. If
> this is helpful, PTFE (aka teflon) doesn't dissolve in acetone. looky
> here:http://www.coleparmer.com/techinfo/ChemComp.asp
> other chemical stuff there too. very useful.
>
> On Jan 24, 5:54 am, Steven Dick <kg4...@gmail.com> wrote:
>
> > I googled for "PLAsolvents" and found a sheet by nature works listing a
Rick Pollack
Rick
--
You received this message because you are subscribed to the Google Groups "MakerBot Operators" group.
To post to this group, send email to make...@googlegroups.com.
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.
beak90
top of the page here: http://www.makergear.com/pages/printing-with-pla
My setup is almost exactly the same as yours, except it has the
standard Makerbot 0.5mm nozzle.
I tested it yesterday figuring it would work fine because it had for
you, but I had bad results. I tried it outside because it spit out
some smoke every once in a while. It worked for a while, then it must
have had a clog (the temp was set to 155C for fear of burning) and the
insulator retainer broke. The PLA spilled over the heater barrel and
burnt near the nozzle. Here's a picture: http://twitpic.com/107yaz .
Its hard to see the PLA on the barrel but its at the top between the
top PTFE barrier and the M6 nut. There's also some burnt PLA that
squeezed through the nozzle threads and is just above the nozzle.
I've been trying to get PLA working for a few weeks now and its just
been a pain so far. Any help is greatly appreciated.
> > makerbot+u...@googlegroups.com<makerbot%2Bunsu...@googlegroups.com>
Rick Pollack
To unsubscribe from this group, send email to makerbot+u...@googlegroups.com.